
带捏合块的渐加速型单螺杆三维流场分析
2023-03-22 04:11郭树国王丽艳
食品与机械 2023年1期
田 东 郭树国 王丽艳
(沈阳化工大学机械与动力工程学院,辽宁 沈阳 110142)
单螺杆挤出机由于结构简单、操作方便、占地面积少,在塑料、化工、食品领域得到了广泛应用[1-3],但是由于双螺杆以及多螺杆挤出机在挤出效率、混合性能等表现远远优于单螺杆挤出机,近年来,单螺杆挤出机逐渐淡出了市场[4-6]。为提高单螺杆的混合性能以及挤出效率,学者们作出了诸多探索,但都只针对螺杆的某一方面进行了研究,如:潘龙等[7]提出提高螺杆转速可以提高螺杆对物料的剪切速率,提高生产效率;黄元昌[8]提出在螺杆中加入混炼元件可以使物料更好的混合,提高其混合效率。
研究拟整合前人研究并加入行星轮组,以SolidWorks为建模平台,以带捏合块的渐加速单螺杆为试验对象,以传统单螺杆为参照对象,以黏性流体力学为基础,用Ansys为仿真平台,模拟物料在螺杆中的运动情况,以期为提高单螺杆挤出机的挤出效率提供理论依据。
1 模型及参数
1.1 几何模型和流道有限元模型
图1为带捏合块的渐加速型单螺杆的SolidWorks三维模型,单螺杆总长500 mm,普通输送段和加速输送段长度均为210 mm,螺距30 mm,根径58 mm,外径74 mm,捏合块元件由8个捏合盘组成,单个捏合盘厚度为10 mm,形状与螺杆切面相同,捏合盘之间的错位角为90°。
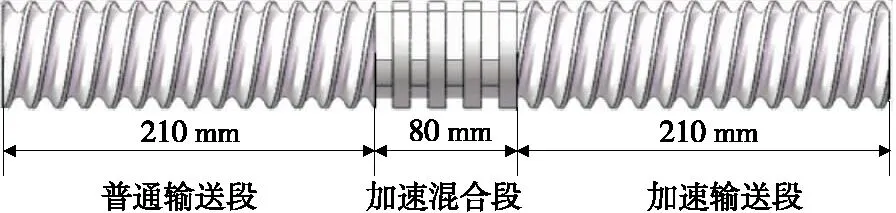
图1 带捏合块的渐加速型单螺杆三维模型
图2为加速混合段和加速输送段的行星轮组三维模型图,行星轮组的各齿轮齿数以及模数根据螺杆的尺寸大小以及传动速度确定,加速混合段行星轮组的中心太阳轮齿数为20,周围小行星轮齿数为10,圈轮齿数为40,加速输送段行星轮组太阳轮齿数为10,周围小行星轮齿数为10,外部齿圈齿数为30,行星轮组所有齿轮模数均为1。
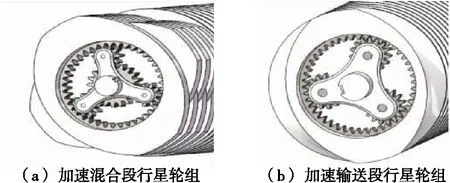
图2 行星轮组
图3为带捏合块的渐加速型单螺杆的网格划分后的流道有限元模型,将单螺杆的三维模型导入到Ansys geometry中,进行机筒填充和布尔操作得到流道模型后,导入mesh中进行四面体网格划分得到节点数53 631,元素数215 802。
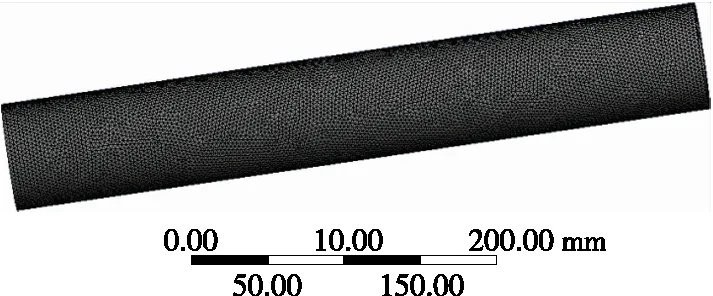
图3 网格划分后的流道模型
1.2 基础状态假设
物料选用豆粕,豆粕属于幂律流体中的膨胀流体,其流体黏度随剪切速率的增加而增加且不可被压缩,在流道中的运动可以当作层流[9]。流道内可以看作稳态,等温流场,对螺杆表面和机筒内壁均无滑移。
1.3 数学模型
由于在加速混合段和加速输送段存在行星轮组,所以要对行星轮组进行传动比计算,根据其传动比去确定加速混合段和加速输送段的速度。
β1+αβ2=(1+α)β3,
(1)
式中:
β1——太阳轮转速,r/min;
β2——齿圈转速,r/min;
β3——行星架转速,r/min;
α——齿圈齿数与太阳轮齿数的比值。
根据单螺杆挤出机的实际工作条件和边界无滑移的条件给出以下边界条件:
(1)螺杆转速为n1=120 r/min。
(2)根据螺杆转速以及传动比代入式(1)计算得出加速混合段转速n2=180 r/min,加速输送段n3=240 r/min。
(3)物料进口速度u=0.05 m/s,出口压力为0.5 MPa。
(4)螺杆和捏合块表面无滑移,机筒转速为0。
对于等温层流的幂律流体,如忽略其体积力,则连续方程可简化为:
(2)
运动方程为:
(3)
(4)
(5)
幂律流体本构方程为:
τ=μΥn,
(6)
式中:
V——速度矢量,m/s;
τij——直角坐标系下剪切应力的矢量(下角标i、j对应坐标轴);
p——静压力,Pa;
Υ——剪切速率,s-1;
μ——物料黏度,Pa·s;
n——幂律指数。
联立式(2)~式(6)即可得出立体域的压力场和速度场。
2 模拟结果与分析
2.1 宏观压力场
螺杆的宏观压力场表示一个螺杆的压力分布状况和建压能力强弱,从图4中可以看出,两种螺杆的压力在总体上都是呈逐渐增加状态,说明物料在螺杆挤出力的作用下可以向前推进并最终被挤出。普通单螺杆挤出压力大小逐渐增加且均匀分布,说明物料在螺杆中被均匀挤出且不存在回流,不能被反复挤压。而新型单螺杆挤出压力总体上是逐渐增加的(先缓慢增加再急剧增加),前期的缓慢增加是由于在螺杆中部增加了捏合块,捏合块本身不存在建压能力,物料只能由螺杆挤出力向前推进,这就造成了物料在捏合块处被反复挤压,提升了混合性能。后期螺杆压力急剧增加,是由于行星轮组的加入,使得螺杆的速度变大建压能力大大增强,使物料被快速挤出。在同样的条件设置下,普通螺杆和新型螺杆挤出力从入口端到出口端的压力差分别为3.306,7.630 MPa,因此新型螺杆的运输能力强于普通螺杆。
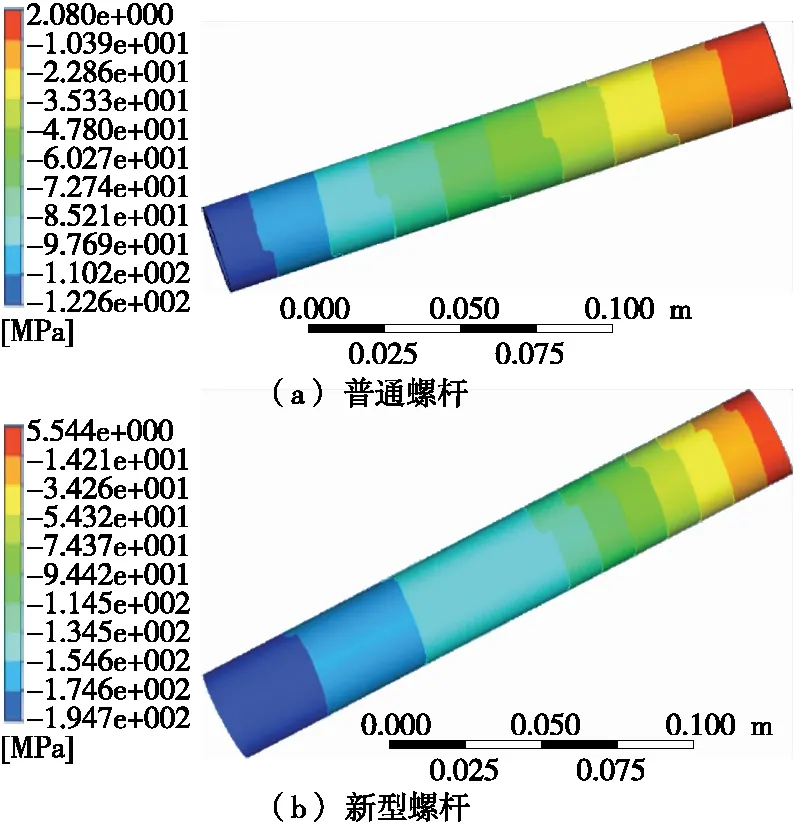
图4 螺杆宏观压力图对比
2.2 速度场分析
2.2.1 速度矢量 从图5可以看出,传统单螺杆挤出机速度均匀,基本无变化且速度较小,所以传统单螺杆挤出机对于物料的运输比较缓慢且混合性能较差。新型单螺杆挤出机速度呈规律性逐渐增大,是由于在行星轮组的作用下使得混合段和加速输送段的速度增加,在速度变化时由于存在速度差,物料从低速到高速时可以被充分混合,而且速度的增加,相当于减少了物料的运输行程,从而加大单螺杆挤出机的产量。在新型单螺杆挤出机中间段速度方向发生变化,是由于捏合块本身不具有运输能力,所以物料在捏合块处可以被反复挤压,提高螺杆挤出机的混合性能。

图5 速度矢量图
2.2.2 轴向速度 由图6可以看出,新型螺杆单螺杆和普通单螺杆在轴向距离<0.05 m时,轴向速度曲线基本重合,说明普通螺杆和新型螺杆在普通输送段的速度并无差异,在轴向速度>0.05 m时,新型螺杆的轴向速度逐渐大于普通螺杆的,说明在加速段物料可以被迅速挤出,大大提高了螺杆挤出机的挤出性能。
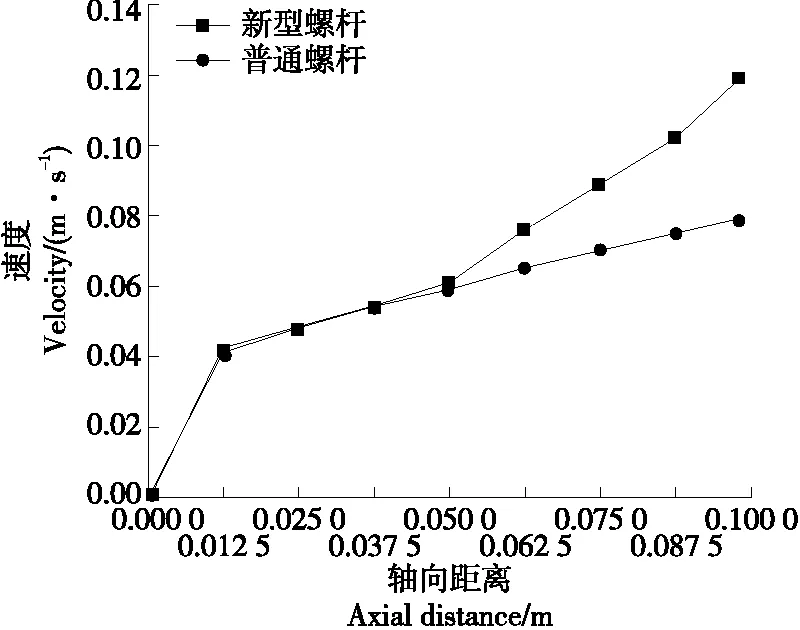
图6 轴向速度对比图
2.2.3 速度流线 如图7所示,传统单螺杆挤出机的速度流线是比较均匀且连续无间断的,说明物料在螺杆中均匀缓慢前进且不能充分混合剪切。相对于传统单螺杆,新型螺杆的速度有明显的增加。如图8所示,新型单螺杆中间捏合块处速度流线密集且无前进趋势,说明物料在捏合块处被反复混合剪切,物料的混合性能和产品质量得到提高。在加速输送段,螺杆的速度有了显著增加,使得物料被迅速挤出,增加螺杆挤出机产量。

图7 速度流线图
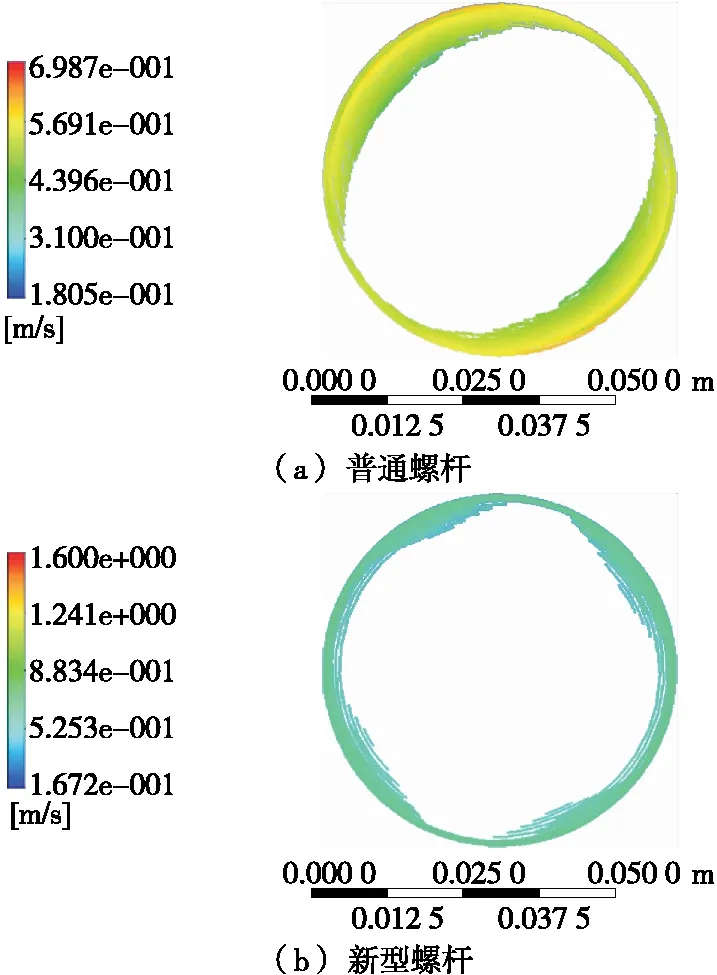
图8 速度流线图在-240 mm的局部平面图
3 实验验证
为了验证仿真结果的可靠性,以豆粕为研究对象,在SYSLG30-IV型单螺杆挤出机设备上进行对比试验。工作电机安装在螺杆入口处,并检测电机的耗能以及工况。将温度设置为80 ℃,物料进口速度10 kg/h,分别记录新型螺杆挤出机和普通螺杆挤出机在同一转速、同一入口处,70,90,110,130,150 r/min转速时物料通过新型螺杆的时间,通过对比物料从入口到出口的时间来比较螺杆的运输速度,结果如图9所示。利用天平分别记录新型螺杆在10 min内转速分别为70,90,110,130,150 r/min时的挤出产量,结果如图10所示。

图10 螺杆挤出机不同转速下挤出量对比图
通过图9可以看出,在同等转速以及电机耗能相同的情况下,物料在新型螺杆的停留时间要小于普通螺杆,表明螺杆的挤出速度越快,物料在机筒内的停留时间越短,螺杆挤出效率越高。在不同转速下,新型螺杆的物料停留时间总是小于普通螺杆,物料的停留时间越短,螺杆挤出机的挤出性能越优。
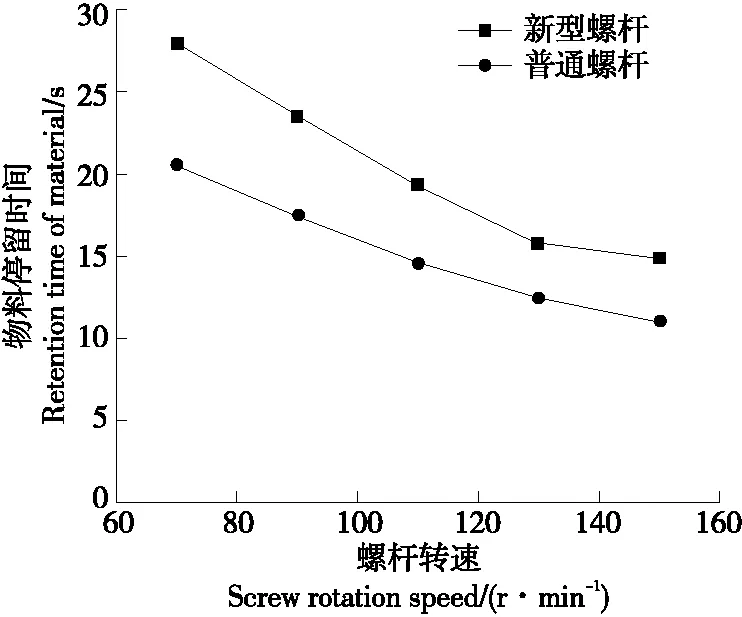
图9 螺杆挤出机不同转速下物料停留时间关系图
通过图10可以分析出,随着螺杆挤出机转速的不断变大,螺杆挤出机挤出量随之变大,说明螺杆转速是螺杆挤出机挤出量的一个重要影响因素,在相同转速以及电机耗能相同的情况下,新型螺杆的挤出量总是要优于普通螺杆,经计算,新型螺杆的挤出量约比普通螺杆高24%,与仿真结果大致相同,同时也证明了新型螺杆可以提高螺杆挤出机的挤出性能,节约能源。
4 结论
通过Ansys对带捏合块的渐加速型单螺杆的三维流场分析以及实验验证,可以准确地模拟出物料在新型螺杆中的运动状态。与传统单螺杆相比,新型螺杆中所添加的加速混合段和加速输送段,通过高速旋转的捏合块使得物料充分混合并缩短了物料在螺杆中的停留时间,使得物料在得以充分混合的情况下又可以迅速被充分挤出,与传统的挤压膨化机相比,带有新型螺杆的挤压膨化机在相同时间和转速内可以提高20%~25%的产量。但是对于加速剪切段和加速输送段的长度和在螺杆中的选择位置,以及对于是否可以应用到更多种类的螺杆挤出机中,还需要进一步的探索。
猜你喜欢
中国自行车(2018年9期)2018-10-13
中国自行车(2018年7期)2018-08-14
中国自行车(2018年7期)2018-08-14
中国塑料(2017年2期)2017-05-17
中国自行车(2017年1期)2017-04-16
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2014年8期)2014-10-17
压缩机技术(2014年5期)2014-02-28
