
基于模拟量控制的机器人涂胶工艺原理研究
2023-03-30 07:02杨华陈快滕培欣潘涛
时代汽车 2023年6期
杨华 陈快 滕培欣 潘涛
上汽通用五菱汽车股份有限公司 广西柳州市 545007
1 引言
当前,世界经济和产业格局正处于大调整、大变革和大发展的新的历史时期,智能制造已成为国家工业发展的主流趋势,汽车工业生产的自动化、智能化是生产变革的重要内容[1]。汽车白车身涂胶工艺作为车身制造最关键的工艺之一,研究工业机器人自动化涂胶技术及其工艺设计非常重要。现阶段,自动化涂胶技术一般分为胶枪固定式机器人涂胶、胶枪移动式机器人涂胶等方式[2],国内外主流自动化涂胶设备厂商,如SCA、大铭等都采用了Fanuc 机器人内置的模拟量出胶控制系统,这一系统调试简单,稳定性好,因此得到了广泛应用。本文主要从汽车车身制造的角度研究了Fanuc 机器人涂胶系统的模拟量控制原理、工艺设计相关内容。
2 工业机器人涂胶设备简介
机器人涂胶设备一般由涂胶泵、高压软管、高压硬管、过滤单元、加热胶管、胶枪、控制柜等组成。涂胶泵一般为伺服电机驱动压盘升降,通过压盘挤压胶桶出胶,然后通过加热软管、加热硬管输送至过滤单元;过滤单元起到平衡压力、过滤杂质及气泡的作用,然后由过滤单元通过加热胶管输送至胶枪,再由胶枪通过伺服电机控制胶嘴的出胶速率。在固定胶枪式机器人涂胶系统中,胶枪固定于生产线两侧的地面或者钢构平台,涂胶时,胶枪固定,由机器人夹持零件,并控制零件的运行轨迹、运行姿态、运行速度来完成涂胶。而移动胶枪式机器人涂胶系统中,零件不动,胶枪则固定于机器人六轴终端,跟随机器人运动。
3 原理分析
3.1 通信原理
机器人与涂胶设备控制模块的通信方式一般分为“I/O”连接及通讯线连接两种方式。“I/O”连接属于硬连接,属于点对点信号传输,其具备高可靠性、高稳定性,但缺点是通信量少。通讯线连接属于大通道通信方式,一般机器人与涂胶控制系统多采用通讯线连接,且多为兼容性及稳定性更佳的DeviceNet通讯协议,即Can 技术(控制器局域网)。基于模拟量控制的Fanuc 机器人涂胶模块通常可以提供12 组模拟“I/O”用于出胶速度的控制,即12 个AI[i]/AO[i],换算对应的数字量为4096,模拟量与涂胶系统控制电压呈正相关的关系。因此,通过控制模拟量的值可以控制涂胶设备的控制电压输出,实现胶嘴出胶速度实时匹配机器人速度,并通过事先标定的出胶速度与机器人涂胶速度的匹配关系实现对涂胶形状的控制,如图1 所示。

图1 通信原理(简)
3.2 模拟量控制原理
3.2.1 机器人速度与出胶速度的关系
在基于模拟量控制的Fanuc 机器人涂胶系统中,胶嘴的出胶速度与机器人速度是具有相关性的,本质上,模拟量就是这一相关性的数值体现。车身涂胶一般为圆柱状胶、点状胶、螺旋胶等,圆柱形涂胶是典型的条状胶,点状胶可以看做是条状胶的一种,螺旋状胶则是条状胶的特殊形式。为方便阐述,本文所述推理都采用标准圆柱形条状胶作为分析样本。
假定某车身有一段典型的标准圆柱形条状胶设计,且使用圆形胶嘴的胶枪设备涂胶,车身上该圆柱形条状胶长度为固定值L,如图2 所示。使用胶枪涂胶时,胶枪从涂胶的A端均匀施胶到B 端,此时,胶枪相对零件的涂胶时间(即机器人涂胶速度)与胶嘴的出胶时间一致,此时:
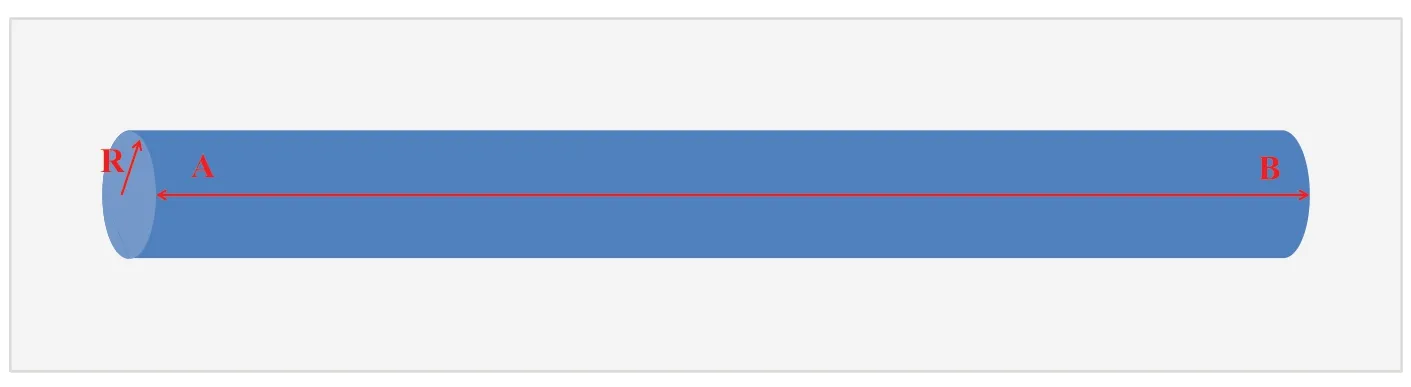
图2 车身涂胶
涂胶体积(V)为:V=πR2*L,机器人涂胶速度为VR,则机器人涂胶时间(t1)为:t1=L/VR;
总出胶量(C)为:C=Q*t,出胶速度为Q,则胶枪出胶时间(t2)为:t2=C/Q。
涂胶总体积(V)理论上等于总出胶量(C),且机器人涂胶时间与胶枪出胶时间为一致,即t1=t2,则可以推算出机器人涂胶速度与胶枪出胶速度(体积流量)的关系:
其中:
(1)R:涂胶直径,单位:mm;
(2)VR:机器人涂胶速度(即机器人运行速度),单位mm/s;
(3)Q:胶枪出胶速度(体积流量),单位:cc/s(即cm3/s);
(4)V:涂胶体积,单位:mm3;
(5)L:涂胶长度,单位:mm;
(6)C:总出胶量,单位:cc(即cm3);
此关系用于表述机器人涂胶速度、胶枪出胶速度与涂胶直径之间的关系,通过此公式可以得到机器人涂胶速度、出胶速度的匹配规律。实际应用中,当我们确定了产品输入的涂胶直径后,一旦设置好机器人的涂胶速度范围,就可计算涂胶设备胶枪的出胶速度,应用见本文5.3 节。
3.2.2 模拟量匹配关系
由章1 我们可知,当模拟量(Flow command)位于最大值时,即二进制对应的数字信号为4096,此时定量机压力最大,胶嘴的出胶速度也为最大值。模拟量是机器人控制胶枪最大出胶速度的重要参数,其与涂胶速度成正比。本文结合Fanuc 机器人涂胶控制系统,直接给出这一关系:
其中:
(1)Fm:Flow command,即指机器人发送给涂胶设备的模拟量,单位:1;
(2)Q:Flow rate,指胶嘴的出胶速度(体积流量),单位:cc/s;
(3)SC:Scale factor,指比例因子,单位:1;
(4)δ:Material factor,指材料系数,单位:1;
(5)Cf:Correction factor,指比例因子的修正系数,单位:1;
(6)VR:Robot speed,指机器人运行速度,单位:mm/s;
(7)Pb:PNT bias,PNT 偏差,单位:1;
(8)Fb:Flow rate bias,流量偏差,单位:1;
一般,Pb、Fb的值属于机器人缺省值,δ 值仅与涂胶材料有关,当涂胶材料一致时,δ 值一致。SC值为比例因子,默认为1。此时,上述关系中在一般场景下仅存在3 个实时动态变量:Fm、Q、VR值。根据上述2.1 章节可知,Q、VR值的关系为已知,因此通过公式2 可以完整表述机器人相关参数、涂胶设备相关参数与模拟量之间的关系。
3.2.3 瞬时出胶速度的计算
由上述公式1、公式2 推演,可以得到模拟量与出胶速度的匹配关系(用于瞬时出胶速度(体积流量)的计算):
公式3:
通过公式3,当涂胶直径、比例因子一定时,在机器人自动涂胶过程中,通过机器人示教器中得到某一时间点的模拟量,可以通过此公式计算出胶嘴的瞬时体积流量。
3.2.4 瞬时机器人速度的计算
由上述公式1、公式2 推演,还可以得到模拟量与机器人速度的匹配关系(用于瞬时机器人速度的计算):
公式4:
通过公式4,当涂胶直径、比例因子一定时,在自动涂胶过程中随机器人瞬时速度变化,可以计算机器人输出实时的模拟量;同时,也可以从机器人示教器中读取当前的模拟量,通过此公式反求计算出机器人此时的瞬时速度。
同时,可以通过上述公式2、公式3、公式4,我们也可以计算δ 值、计算Cf值的有效范围,对机器人涂胶过程进行量化,为实现涂胶的自动化、智能化奠定理论基础。
4 涂胶设备工艺设计
4.1 涂胶设备的工艺参数
一般,基于模拟量控制原理的不同厂家涂胶设备的工艺参数不一,常见的基于Fanuc机器人的SCA/大铭品牌涂胶设备的常见工艺参数推荐值如下:
①初始压力控制速度:0.5~1cc/sec,一般按厂家设置。
②自动充胶速度:3~5cc/sec,一般按厂家设置。
③初始压力:0~100bar,根据起始涂胶质量可调整参数,一般地选择与现场气流压力泵实际压力接近的值(推荐50~100 bar)。
④ 最大出胶速度:0~20cc/sec,根据实际涂胶直径可以调整参数最大涂胶速度和机器人发送的最大模拟量相关,一般各类型机器人涂胶设备的最佳值为15cc/s。
4.2 涂胶形状工艺参数
涂胶形状一般根据产品发布的涂胶文件要求,需要计算理论工艺涂胶直径(因涂胶文件给出是直径范围,因此取平均值),并确定涂胶总量。在实际工艺设计中,一般根据现场实际的涂胶效果,选择评审合格涂胶样件的均值,然后根据样本均值修正给出基准涂胶量,并计算涂胶上、下限(常取基准涂胶量20%)。理论涂胶总量可根据公式5 计算:
公式5:
其中:
(1)理论涂胶总量,单位:cc(即cm3);
(2)理论涂胶半径,单位:mm;
(3)涂胶总长度,单位:mm;
5 机器人涂胶系统设计
5.1 机器人涂胶距离的确定
涂胶距离,一般指位于机器人末端胶枪的胶嘴与钣金表面的垂直距离,如图3 所示。为提高设备响应速度,同时减少外界自然风等因素的影响,常规涂胶设备的胶枪与零件距离通常设置值为≤3mm。如果胶枪与零件的距离过近,容易导致胶枪碰撞零件,涂胶堆积等问题;如果胶枪与零件的距离过远,则容易导致涂胶成形不好,涂胶位置偏差大,飞胶等问题。因此,常见机器人涂胶设备的涂胶距离通常设置为标定推荐值2mm。但通过胶嘴设计气道吹风形成螺旋的螺旋胶涂胶设备,为了让出喷胶空间,因此标定推荐值一般为10-15mm。
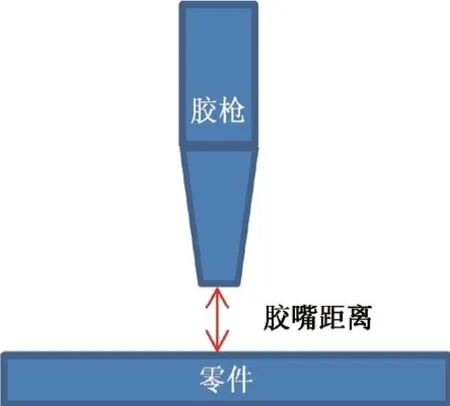
图3 涂胶距离示意
5.2 机器人涂胶标定
机器人在工件涂胶前,需要进行涂胶标定,主要是通过模拟量建立涂胶机流速、机器人速度之间关系(公式1、公式2)建立机器人、涂胶设备之间的相关性,推荐涂胶标定规范如下:
(1)工艺输入标定涂胶直径;
(2)涂胶设备初始参数确定,见4.1 节所述;
(3)机器人速度:根据“涂胶速度与机器人速度匹配表”选择(见下表);
(4)标定涂胶:涂一段长度为300~500mm 直线段胶;
(5)一般设计冗余,规定标定过程中模拟量的最大值不超过4000;
同时,在机器人涂胶标定程序中,机器人CNT 的取值一般为80 ≥CNT ≥50,轨迹点应尽可能少,且涂胶轨迹应为连续的、均匀的。
5.3 涂胶速度的设计
涂胶速度的值不是唯一固定的,但涂胶速度的最高阈值相对固定,其影响涂胶设备的选型、涂胶工艺设计、生产线工艺节拍设计等诸多环节。因此确定涂胶速度的最高阈值,给出涂胶速度的推荐值非常重要。由上述章节2.1 的公式2 可知涂胶速度与出胶速度的关系,按一般涂胶设备的最大出胶速度为20cc/s 计算。
本文直接给出速度推荐表,如表1 所示:

表1 机器人速度与出胶速度匹配表
由表1可知,对于直径在2mm~8mm的大部分车身条状胶涂胶工艺,机器人涂胶速度上限一般在500mm/s,推荐值为300mm/s 左右。
6 结论
1、基于模拟量控制的Fanuc 机器人涂胶系统中的机器人涂胶速度与出胶速度具有稳定的相关性,涂胶设备可以通过机器人涂胶速度控制实时的出胶速度。
2、基于模拟量控制的Fanuc 机器人涂胶系统中的核心变量,如机器人涂胶速度、出胶速度、模拟量等都是可以实时量化的,本文给出了各主要参数的关系。
3、目前该类型设备已在汽车制造业大范围应用,因此研究其控制理论对优化汽车涂胶工艺设计具有重要意义。
猜你喜欢
装备制造技术(2021年9期)2021-12-17
装备制造技术(2021年2期)2021-07-21
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
测控技术(2018年12期)2018-11-25
体育教学(2018年8期)2018-09-30
幼儿教育·父母孩子版(2018年2期)2018-04-13
电子制作(2016年21期)2016-05-17
幼儿教育·父母孩子版(2015年8期)2015-10-10
电测与仪表(2015年11期)2015-04-09
