聚合物双振子超声焊接量子升温优势
2023-04-05 00:55李亮郑冕郭栋何勍
焊接学报 2023年1期
李亮,郑冕,郭栋,何勍
(1.辽宁工业大学,锦州,121001;2.辽宁工业大学 振动工程研究所,锦州,121001)
0 序言
超声焊接是一种利用超声振动生热实现焊接的技术[1].超声焊接无需添加其他材料,焊接速度快,焊接强度高,并且可以实现局部加热焊接.早期的超声焊接主要应用于金属材料[2-3],随着塑料等聚合物的广泛应用,超声焊接技术被逐步引入聚合物焊接领域.在超声焊接过程中,由于加热时间极短,所以即便焊接温度高于降解温度,也可以有效避免聚合物降解,保证焊件质量[4].特别是对于那些结构复杂难以利用模具一次成形的构件,采用超声焊接技术是一种既经济又高效的选择[5].近年来,工业中一些传统的金属构件已逐渐为复合材料所取代,在众多的聚合物连接技术中,超声焊接引起了人们更多的关注[6-8],对其工艺和机理的研究也越来越多[9-11].
早期人们普遍认为超声塑料焊接是靠高频运动引起的摩擦热实现的熔融焊接.但随后的驻波焊接试验表明,在聚合物内部,应力和应变为极大值的区域聚合物材料也会变软、熔融[12-13].同时,监测焊接升温过程的试验结果显示,聚合物表面以里的内部位置,温度较低时升温缓慢,当温度接近玻璃化温度时,升温速率骤然加快,当温度超过玻璃化温度后升温速率再度趋缓[14].以此为基础,又诞生了粘弹性生热理论.近期,Zhang 等人[15]深入研究了聚甲基丙烯酸甲酯 (polymethyl methacrylate,PM)的超声焊接过程,摩擦生热是超声焊接的必要启动热源,而粘弹性生热才是焊接的主要热源.
迄今为止,关于聚合物超声焊接升温机理的研究,大都停留在对现象和经验的总结和提炼,而未能解释其微观机制和内在原因.而从能量角度来看,超声焊接过程就是超声场的能量转化为焊接物内能的过程.内能为原子微观运动的能量总和.固态物质的原子在平衡点附近做三维振动;对于聚合物,在分子高温降解之前,由于分子的长链结构,原子的转动和平动效应有限,也可以认为聚合物原子微观运动以振动为主.所以聚合物超声焊接的升温过程可视为声场与原子振子之间的能量传递过程.按照量子力学理论,谐振子有分立的能级;超声场可以二次量子化为一定流量的声子流.原子振子可以吸收声子使系统内能增加,温度上升.文章从这一理论出发,研究了超声焊接吸热升温的量子机理和双振子焊接在吸热升温方面的优势.
1 超声焊接的声子吸收理论
量子吸收是爱因斯坦在解释光电效应时提出的电磁场与原子体系的能量交换模型.这一机理的完善归功于二次量子化理论的发展.声子,即声量子,最早在解决固体热容量问题时引入量子统计物理学.目前,声子气体已经成为一种成熟的统计物理学模型.在近代物理学中,能量以量子化的形式辐射和吸收已经成为共识,而超声焊接从能量角度来看,就是能量吸收的过程,本质上也应该是量子化的吸收过程.由于量子力学理论计算的繁难,目前基于声场和固体量子相互作用的超声焊接理论还鲜有报道.文中应用二次量子化的方法,从声子的量子吸收角度分析双振子超声焊接的优势.
1.1 谐振子频谱
固体或类固体中的原子振动可视为三维谐振子.一般说来,1 个三维谐振子可等效为3 个彼此正交的一维谐振子.若系统的原子总数为N,则其包含的原子振子总数为3N.这些原子振子按一定的频谱分布.德拜针对晶态固体给出1 个频谱[16],即
式中:g(ω)dω为单位体积中角频率在ω~ω+dω范围内的振子数目,其中为速度平均值,满足下面定义,即
式中:vL和vT是纵波和横波的声速,可以写成弹性模量、泊松比和质量密度的函数.角频率上限值ωm可表示如式(3)所示,即
式中:N为以振动为主要运动形式的原子数目.对于非晶态固体,Landau 和Lifshitz[17]曾做过相关论证,认为也适用于非晶体熵函数之外的讨论.因此这里假设在聚合物降解之前,聚合物中原子振子都满足德拜频谱.需要注意的是,随着聚合物的升温,声速非线性下降,所以该频谱为温度的函数.但在某一给定的温度下,各频率下的原子振子数目是固定的.
1.2 谐振子二次量子化
在量子力学中,沿x方向的一维谐振子对应的哈密顿算符,即
式(8)是谐振子能量本征方程.l为整数,是谐振子能级量子数.式(9)和式(10)表明+和的功用.+作用到态矢 |l〉上,结果令能级量子数增1,即原子振子向上跃迁一个能级;作 用到态矢 |l〉上,结果是令原子能级量子数减1,即原子振子向下跃迁一个能级.
1.3 超声场二次量子化
式中:t为时间;A为振幅;为角频率.与原子发生相互作用的有效声场能量如式(12)所示,即
式中:ρ为固体密度,Veff是确保原子振子能级跃迁的必要能量对应的体积.
令广义动量PX=ρVeff(dX/dt),式(12)可写成
仿照谐振子算符式(4),可对超声场二次量子化,结果如式(14)~ 式(16)所示,即
式(17)即是声场的能量本证方程.η为整数,是声场能量量子数.按量子力学的观点,量子化的声场对应的量子数 η即是声场中声子个数,一个声子能量为ϖ,声子的总能量即是声场的能量.声子是波色子,可以有很多声子同时处于同一个态.式(18)和式(19)表明:作用到态矢 |η〉上,结果是令声场量子数增1,即生成一个声子,所以称为声子产生算符;作用到态矢 |η〉上,结果是令声场量子数减1,即湮灭一个声子,所以称为声子湮灭算符.
1.4 超声场和原子振子的相互作用
由于在某一原子周围声场可用式(11)描述,所以该原子在超声作用下加速度可写成 -ϖ2X,进而声场作用到原子上的力为F=-µϖ2X.力F对原子做功为Fx,由此产生的能量增量如式(20)所示,即
式中:X为超声振动位移,x为原子振动位移.
按量子力学引入算符的法则,将式(6)和式(15)带入式(20)中,对应的算符可以写成如式(21)所示,即
由原子升、降算符和声子产生、湮灭算符构成,它反映了声场和原子的作用方式,每作用一次,声场都会产生或湮灭一个声子,原子振子则相应地上升或下降一个能级.显然,若存在n个独立的声场,式(21)将变成如式(22)所示,即
1.5 声子吸收理论
原子振子和周围有效声场组成能量系统,对应的哈密顿算符如式(23)所示,即
则原子振子由 |F〉 态跃迁至 |G〉态的速率如式(27)所示,即
利用迭代法可以将上式写成级数的形式[18],如式(28)所示,即
式中:Ω 代表和共同本征态对应的频率;Tn满足式(29)所示,即
式中:δ(x)是 δ 函数,当x≠ 0 时,δ(x)≡0.跃迁速率公式中出现 δ函数,这是能量守恒对跃迁的必然要求.由式(8)和式(11)可知Sfg不为零(即 δ(x)≠0)的必要条件如式(30)所示,即
式中:lf,lg代表原子振子(算符为)初、末态对应的量子数;ηif,ηi代表第i个超声场(算符为)初、末态对应的量子数.这一方程说明,只有能级之差等于吸收或放出声子总能量的跃迁才可能发生.所以能够与声场交换能量的原子振子,其频率 ω必须满足式(30)的要求.
2 双振子焊接量子吸收优势
2.1 双振子焊接原子频率构成
在超声场中,可以吸收声子的有效原子振子的频率必须满足式(30)的要求,而某一频段对应的原子振子数目是固定的,由式(1)可知,在给定的超声场中,只有一部分原子可以有效吸收声子.以f~f+1 的跃迁为例,如果只有单一频率的超声,声场角频率为 ϖ,由式(30)可以得到能够有效吸收声子的原子振子频率 ω如式(31)所示,即
式中:Δη为声子个数.显然,这种情况下,只有频率为超声频率整数倍的原子振子才能有效吸收声子.
如果有两个超声场,角频率分别为 ϖ1和 ϖ2,此时原子振子可同时吸收两种频率的声子.按(30)式,能够有效吸收声子的振子频率如式(32)~式(34)所示,即
式中:ω1和 ω2是能够有效吸收频率为 ϖ1或 ϖ2声子的原子振子频率,也是角频率为 ϖ1和 ϖ2的声场单独焊接时对应的有效原子振子频率. ω12是两个声场同时存在时,能够同时吸收两种频率声子的有效原子振子频率,这一频率为两个声场频率的整数倍组合.也就是说,两个声场同时存在时,有效原子振子不仅包括两个声场单独存在时对应的有效原子振子,还包括能够同时吸收两种声子的有效原子振子.后一种原子振子可称为叠加态原子振子.原子振子的频谱由式(1)给出,在某一给定温度下,各频段对应的原子振子数是确定的.由于叠加态原子振子的存在,双振子焊接时参与声子吸收的有效原子振子数目必然大于对应的两个单振子焊接时有效原子振子数目之和.所以,双振子焊接的能量吸收能力必然要大于对应的单振子焊接能量吸收能力之和.
2.2 振子焊接有效原子数目估算
声场稳定时,原子周围的平均声子数目固定,记为m,显然m与振源输出功率成比例.单振子焊接时,由式(1)和式(31)可以估算出有效原子振子数N满足式(35),即
双振子焊接时,可以吸收声子的有效原子振子频率由式(32)~ 式(34)给出.显然式(32)~ 式(34),可以写成统一的形式如式(36)所示,即
此时,原子周围两种声子的平均数目记为m1,m2,则由式(1)和式(36)可以估算出有效原子振子数N满足式(37),即
有效原子振子数目是相应情况下参与声子吸收的振子数.显然,这一数目越大说明焊接物的能量吸收能力越强,所以可以用这一数目表征焊接物的能量吸收能力.
3 双振子超声焊接的试验研究
3.1 试验设备
图1 为双振子超声焊接系统,系统主体由作者团队自行设计、加工完成,材料为铝合金(YL12).超声振子A、B 各自拥有独立的驱动器(AFG320 波形发生器).A、B 可以同时工作,也可独立工作.焊接压力由系统上方砝码提供.试验样品材料为PVC,密度为1 360 kg/m3,定压摩尔热容为1 475 J/(kg·K-1),杨氏模量为3.5 × 109Pa,泊松比为0.38.样品长、宽、厚尺寸为50 mm × 20 mm × 0.25 mm.试件沿长边搭接,搭接宽度为20 mm.

图1 双振子超声焊接系统Fig.1 System of double-vibrator ultrasonic welding
为了便于比对,A、B 两个超声振子均选用激振频率接近1.7 MHz 压电陶瓷激励,并设计与此相匹配的参数.由于振子的个体差异,可以认为两个振子提供了两个不同频率的声场.由于压电陶瓷激振频率同在1.7 MHz 附近,所以超声振子频率相差不大,A、B 单独工作时对应的有效原子振子的频率构成相差不大,对应的有效原子振子数目近似相等.
3.2 试验分析与讨论
理论上,焊接物的能量吸收能力如图2 所示,横轴为振子A、B 各自发射到每个原子周围的平均声子数m,m由振子A、B 各自输出功率决定.对于双振子焊接,这里假设振子A、B 的输出功率始终相同.计算结果表明随着超声振子输出功率的增加(m增大),无论单振子焊接还是双振子焊接,焊接物的能量吸收能力(有效原子振子数目)均迅速增加.这是由于随着原子周围的声子增多,高频率原子振子逐渐参与声子吸收.由德拜频谱可知:各频段原子振子数目随频率升高而增多.同时,对应某一给定的m值 (如图2 所示m=10),使用双振子焊接时,某一原子周围分布有振子A、B 各自发射到该区域的m个声子,即此时原子周围的平均声子数为2m(即20).按图2 中的结果,双振子焊接对应的能量吸收能力远大于单振子焊接原子周围平均声子数为2m(即20) 时对应的能量吸收能力,这是由于双振子焊接时存在叠加态原子振子.考虑到焊接时总有超声能流穿透焊接物,无法及时被焊接物吸收;所以焊接物能量吸收能力增强,超声能量的利用率必然随之增高.一方面在振子A、B 功率固定的条件下,焊接物要吸收相同能量,振子A、B 同时焊接的耗时应小于振子A 或B 单独焊接时对应耗时的1/2;另一方面,由于双振子焊接时能量吸收能力更好,在焊接时间相同的条件下,要吸收相同能量,双振子焊接所需总功率应该小于单振子焊接功率.

图2 有效原子振子数目Fig.2 Number of effective atom vibrators
为了实现单振子焊接和双振子焊接的有效对比,试验时,焊接压力固定为85 N,焊后保压时间固定为3 s.试验包括两项内容.
试验一是对必要焊接时间的对比.驱动器A、B 的输出功率都固定为13 W.焊接时间从1 s 开始尝试,每次增加1 s.每次焊接结束都检测样品是否被成功焊接,标准是拉断力能否达到20 N.能够保证完成焊接的最小时间定义为必要焊接时间.
相同条件下,单振子焊接和双振子焊接的必要时间测量结果如表1 所示.超声振子A、B 的驱动功率相同时,要实现相同的焊接效果,A、B 同时焊接耗时与A 或B 单独焊接耗时的比值为3/8 小于1/2,这与理论预测结果相一致.此外,在耗能方面,单振子焊接消耗能量为104 J,双振子焊接耗能为78 J,这说明双振子焊接时能量的吸收率更好,耗能更低.
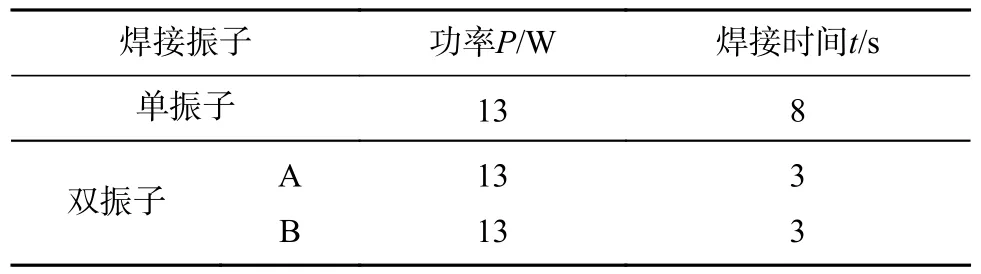
表1 必要焊接时间试验结果Table 1 Experimental results of necessary welding time
试验二是必要焊接功率的对比.焊接时间固定为8 s,双振子焊接时A、B 驱动功率始终相同.焊接时驱动功率从一个较低的起始值开始尝试,每次增加0.1 W.每次焊接结束,都检测样品是否被成功焊接,标准是焊点拉断力能否达到20 N.能保证完成焊接的最小功率,定义为必要焊接功率.单振子焊接和双振子焊接的必要焊接功率测量结果由表2 给出.
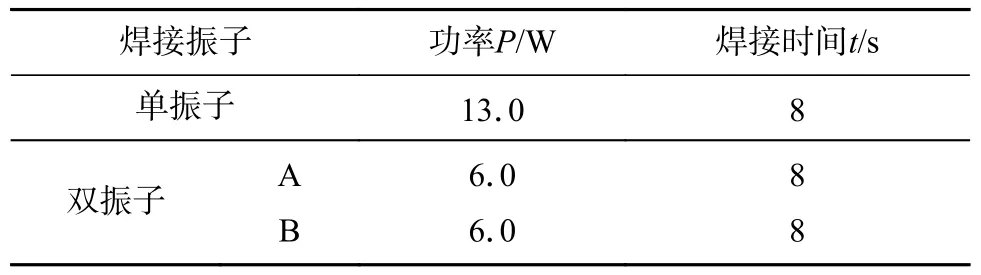
表2 必要焊接功率试验结果Table 2 Experimental results of necessary welding power
如表2 所示,焊接时间同为8 s 时,A 或B 单独焊接时必要功率为13 W;A 和B 同时焊接时各自必要功率为6 W,功率总和为12 W,小于单振子必要功率,这一结果也与理论预期相一致.在耗能方面,单振子焊接耗能104 J,双振子焊接耗能96 J.所以试验二的结果也表明:双振子焊接的能量吸收率更好,耗能更低.
4 结论
(1)双振子焊接时原子对声场能量的吸收能力更强,吸收率更高.要达到同样的焊接效果,双振子的焊接能耗更低,焊接速率更快.
(2)理论结果表明在振子A、B 功率固定的条件下,焊接物要吸收相同能量,振子A、B 同时焊接的耗时应小于振子A 或B 单独焊接时对应耗时的1/2;试验结果表明振子A、B 功率相同时,要完成同样的焊接,振子A、B 同时焊接所需时间约为单振子焊接所需时间的3/8.
(3)理论结果表明在焊接时间相同的条件下,要吸收相同能量,双振子焊接所需总功率应该小于单振子焊接功率;试验结果表明在焊接时间相同时,要完成同样的焊接,振子A、B 同时焊接时,A、B 的功率总和约为单振子焊接功率的12/13.
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
今日农业(2021年7期)2021-07-28
舰船科学技术(2021年12期)2021-03-29
中国惯性技术学报(2019年1期)2019-05-21
三峡大学学报(自然科学版)(2017年1期)2017-03-20
统计与决策(2017年2期)2017-03-20
浙江理工大学学报(自然科学版)(2015年2期)2015-03-01
湘潭大学学报(哲学社会科学版)(2014年6期)2014-02-28
河南科技(2014年24期)2014-02-27
常熟理工学院学报(2011年4期)2011-03-20