
一种白车身总拼焊装柔性化拼台的设计与应用
2023-05-30 01:51张正举李福贵张惠立谢晋全
企业科技与发展 2023年2期
张正举 李福贵 张惠立 谢晋全
摘要:新车型研发的样车试制阶段,白车身是通过总拼拼台工装对下车体、左右侧围等分总成合拼定位夹紧后,焊接成一个稳定、精确的车身结构。随着人们对汽车个性化需求的提高,车企对车型的更新换代越来越快,这对样车试制中白车身焊接效率的提升带来了挑战。目前,样车试制的总拼拼台主要为平移式结构,这种结构柔性较弱,无法满足车型快速切换的需求,影响产线效率。针对平移式总拼拼台的问题,文章提出了一种样车试制的白车身总拼焊装柔性化拼台设计理念,通过气控和电控程序的控制方法集成自动化模块化工装,再辅以简单的手动多点滑移手段,设计出在一个工位就可以完成白车身总拼自动化定位焊接和不同车型快速切换的焊装的柔性化拼台。该拼台具有占地小、高柔性、高集成、高效率、高精度及维护方便的特点,应用该拼台,使车企产线效率提升了6倍,改善效果显著。
关键词:样车试制;白车身;拼台;总拼焊装;柔性化
中图分类号:U468.21 文献标识码:A 文章编号:1674-0688(2023)02-0015-04
0 引言
在现有新车型样车试制过程中,白车身的焊接总拼的主要形式是平移式总拼[1],主要由2个基础拼台和4个基础立柱构成。下车体的主定位夹具单元固定在基础拼台上,左右侧围的定位夹具单元固定在4个基础立柱上,当车型不同时,需要在总拼上重新安装对应车型的定位夹具单元,在同一时段不能进行车型切换,该总拼结构形式在多车型快速切换方面存在一定弊端,总拼焊接节拍和人机工程也存在不足。在量产焊装生产线中,总拼工位的拼台形式更加柔性化、平台化、智能化。常用的总拼形式有翻转平移式总拼、翻转式总拼、多面体式总拼、OPEN GATE总拼(通过堆栈法实现柔性化生产的一种总拼形式)、Geotack总拼(依靠侧围工装的切换实现同一工位的柔性化生产)、机器人总拼、内置式总拼7种[2]。各类型总拼形式在定位精度、占地空间、投资成本、维护成本、柔性化方面各有优势和劣势。本文结合样车试制过程中,综合考虑场地、投资成本、柔性化等方面的影响因素,自主开发了一种白车身总拼焊装柔性化拼台,可以实现高柔性化、高集成度的样车总拼自动化焊接形式,并在实际应用中取得了良好效果。
1 总拼焊装柔性化拼台开发方案
开发新的白车身总拼焊装柔性化拼台前,需进行柔性焊接性工艺分析,以及总结现有柔性制造经验[3]。该拼台用于自动化焊接岛中,集成了AGV(自动导引运输车)输送、NC(位置控制)定位系统、夹具抓手、机器人&7轴导轨等系统,并能实现白车身的输送和机器人定位焊接。为了让该总拼焊装柔性化拼台更好地用于自动化焊接岛,研究人员提前规划工艺布局,通过模拟仿真,综合分析AGV输送系统、NC定位系统、夹具抓手系统、机器人&7轴导轨系统等集成后相互之间的位置关系、功能实现等因素,列出总拼焊装柔性化拼台功能实现存在的关键技术问题,并给出解决相关问题的方案措施。
该总拼焊装柔性化拼台可以用于样车试制多车型同步开展的自动化焊接岛中,实现在一个工位就能完成所有总拼零件的定位焊接,同时满足不同车型的柔性化焊接。该柔性化拼台的基本工作方案如下:通过AGV输送预装白车身到拼台工位后,拼台上的NC定位系统运动顶升白车身到定位焊接位置,通过机器人按先后顺序抓取零件夹具抓手放到对应的零件拼台模块上,拼台模块移动到定位夹紧零件处进行定位焊接,焊接完成后,零件拼台模块回到原位,AGV再输送白车身离开该拼台工位。
为实现该方案的技术功能,需考虑解决以下几点关键技术问题。
(1)满足车身和机器人的通过性。自动化焊接岛采用 AGV输送白车身,拼台内侧需布置在合理位置,保证不同车型的白车身能正常从拼台中间通过。机器人放置在7轴导轨上,可以前后移动,为了不影响机器人的自由移动,拼台外侧需留有足够的空间。
(2)保证NC柔性定位机构的安装位置和三向位移通过性。总拼下车体主定位采用NC定位,需考虑NC的安装位置和NC三向位移的空间不干涉。
(3)集成所有零件的定位夹紧焊接。车身总拼除了要进行下车体和左、右侧围三大件的合拼定位夹紧,还要分先后装件工艺顺序进行前轮罩外板加强板、顶盖、尾端板等零件的定位夹紧焊接,现有工艺通常是分工位开展,而要在一个工位实现,需要考虑空间利用率、焊接可达性、拼台结构形式等。
(4)兼顾不同车型的白车身焊接。该拼台可以实现不同长度的变换,满足不同长度白车身的柔性化定位焊接。
(5)自动化控制拼台集成模块。拼台结构模块化,要通过电控程序和气动程序实现拼台部分模块的自动化控制。
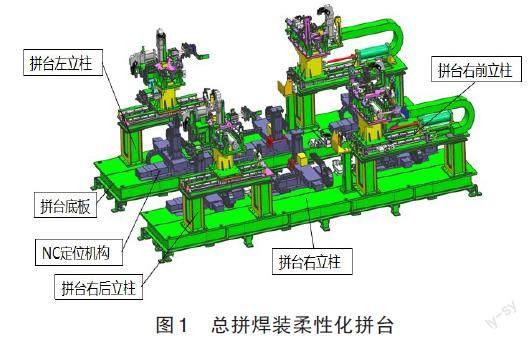
实现该方案的技术功能后,开发设计出的白车身总拼焊装柔性化拼台结构数模如图1所示。
2 总拼焊装柔性化拼台设计
2.1通过性设计要求
总拼焊装拼台一般分成2个部分:总拼左拼台和总拼右拼台,车身进入拼台工位内,通过左、右拼台完成对白车身的定位夹紧。车身的宽度一般在2 m左右,总拼拼台左、右间距应能保证不同车型的白车身顺利通过,但又不能过宽,需考虑白车身定位夹具结构的紧凑性,满足强度、刚度、稳定性要求。拼台外侧需留有足够的空间布置机器人7轴导轨,用于机器人的移动且需保证机器人抓取焊钳后能正常进行白车身焊接。通过虚拟仿真分析,确定拼台最大宽度为4 m,内侧上部最大间距为2.1 m,确保内侧车身和外侧机器人的通过性需求,拼台布局示意图如图2所示。
2.2 NC柔性定位机构的布置
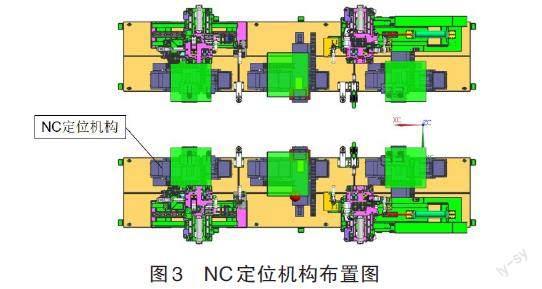
总拼拼台包含对预装白车身下车体的定位,该拼台采用NC柔性定位机构定位下車体,可以兼容不同车型下车体的定位,并能通过电控程序快速切换。需要布置6个NC在拼台底板上,其中4个NC主定位销,2个NC支撑定位。在有限空间布置6个NC机构,需要进行分析和虚拟仿真确定其合理位置,确保不与输送机构干涉,同时不与拼台立柱干涉,保证NC三向位移的通过性。首先,确认6个NC柔性定位点范围,通过分析现有车型主要下车体主定位三向位置,每个定位的X向分布点在700 mm行程范围内,Y向分布点在700 mm行程范围内,可以确保AGV顺利通过;Z向分布点在200 mm行程范围内。确定了每个NC三向定位范围在长700 mm、宽700 mm、高200 mm的长方体内,选用X、Y向行程700 mm,Z向行程200 mm的NC柔性定位机构。其次,固定6个NC定位机构在拼台底板上的安装位置。如图3所示,X向位置,需确保定位的X向行程覆盖700 mm范围的落点内;Y向位置,需保证输送白车身的AGV顺利通过,同时确保定位的Y向落点在行程范围内;Z向位置,需确保定位的Z向行程覆盖200 mm范围的落点内。
2.3 同一工位定位焊接
为实现在同一个工位完成总拼白车身的定位焊接,焊装柔性化拼台采用模块化的结构形式集成。除下车体定位采用NC定位机构外,其他零件的定位实现方式如下。
(1)侧围总成定位。侧围总成(包含左侧围和右侧围)的定位采用夹具抓手定位形式,需把侧围夹具抓手固定在拼台上,保证定位精度(如图4所示)。定位侧围需要使用立柱,为最大化地利用焊接空间,仅采用一前一后2个立柱实现侧围夹具抓手定位;为保证AGV输送白车身的通过性,立柱Y向需要增加气动机构,工作状态时,气缸推出锁紧,非工作状态时,气缸缩回,保证白車身通过时不发生干涉且气动机构行程不宜过长,否则会与外侧机器人7轴移动轨迹干涉,该处选择气缸350 mm行程可以实现;同时,需布置增加Y向到位后的夹紧气缸和Z向压紧气缸,以及布置侧围夹具抓手的定位机构,保证其放在拼台后可以定位夹紧。同时,需在每一侧立柱上布置气电快插机构,为夹具抓手供气和供电,实现对夹具抓手的电控控制。下安装板的定位夹紧也集成在侧围夹具抓手上。
(2)尾端板总成定位。尾端板也是预装在白车身上随车一起输送到定位焊接工位,拼台需对尾端板的夹具抓手进行定位夹紧,在拼台左、右后立柱布置尾端板夹具抓手的定位机构(如图5所示)。为避免与侧围抓手的定位机构干涉,在后立柱两边分别伸出悬臂柱,用于布置尾端板夹具抓手的定位机构;为保证尾端板定位焊点的焊接空间,采用机器人通过拼台上布置的辅助导向滚轮直接把夹具抓手推送到拼台定位机构处,实现对其定位夹紧,此外在拼台右后立柱上布置了气电快插机构,为夹具抓手供气和供电,实现对夹具抓手的电控控制。
(3)顶盖总成定位。为保证侧围、顶盖的焊接空间和焊接可达性,拼台立柱设计高度主要是保证侧围夹具抓手的定位夹紧,顶盖夹具抓手的定位机构没有直接布置在拼台立柱上,而是通过在左、右侧围夹具抓手上集成顶盖夹具抓手的定位机构实现。
(4)前轮罩外板加强板总成定位。焊装前轮罩外板加强板(包含左、右)之前,必须把其覆盖的焊点焊完之后才能焊装该件,一般焊装线都是分不同工位完成该件的焊接,本文设计的焊装拼台可以在同一个工位实现(如图6所示)。白车身三大件定位焊接后,还需要补焊其他焊点,前轮罩外板加强板里侧有部分A柱焊点需要补焊,因为拼台前立柱布置位置刚好在该处,直接补焊没有焊接空间,为了能在该工位补焊,需把移开拼台立柱,此处需要设计一套滑移机构实现拼台的移动。该拼台移动只需两个状态,选用一般的气缸就能实现,该处选取500 mm行程气缸;为定位夹紧前轮罩外板加强板的夹具抓手,在拼台前立柱Y向上布置定位机构,需保证与立柱上的侧围夹具抓手的定位机构不干涉,采用机器人通过拼台上布置的辅助导向滚轮直接把夹具抓手推送到拼台定位机构处,实现对夹具抓手的定位夹紧。
2.4 不同车型的柔性化定位焊接
为实现不同长度的车型都能在该拼台进行焊接,需实现在长度方向上的调节。在拼台后立柱设置手动滑移机构(如图5所示),该机构可以实现900 mm行程,每一次100 mm的位移调整,可以满足短车型到长车型范围使用。本文选用手动滑移机构的原因如下:①节省空间。要在同一工位实现所有总拼零件的焊装定位,需要最大化地利用空间,预留更多的焊接空间通道,合理设计结构简单的手动滑移机构,不仅满足了功能需求,而且占用空间小。②节约成本。选用自动化设备进行行程滑移控制,不仅空间有限,而且成本高,采用手动滑移机构只需2根滑轨再辅以简单机械结构就可以实现功能要求,节约了成本。
2.5 自动化控制
为实现拼台上各模块定位机构的精准、分序自动化运动,拼台上布置了气电快插机构供气供电;安装气缸、滑轨,实现精确移动;布置检测开关确认夹具抓手放置到位后的信号传输。
3 结语
通过优化集成设计,开发设计了新的总拼焊装柔性化拼台用于样车试制多车型同步开展的白车身总拼自动化焊接岛中,实现在一个工位就能完成白车身总拼的定位焊接和不同车型的柔性化焊接。此设计达到如下效果:①占地小。只需一个拼台工位就可以实现总拼所有零件的自动化定位焊接。②柔性化程度高。使用快换集成模块机构,辅以夹具抓手,可以兼容不同车型的样车焊接。③集成度高。在一个定位焊接工位就可以实现整个总拼白车身零件的定位夹紧和定位焊接,节省场地,减少了多工位在拼台、设备、工装夹具等方面的投入成本。④效率高。与传统手工样车试制相比,生产节拍提升了6倍。⑤精度高。可以实现车身零件的精准定位和焊接。⑥维护方便。模块集成形式可以快速拆装和维护。针对该总拼焊装柔性化拼台的现场使用情况,下一步可以从拼台的后立柱自动化移动和拼台集成顶盖夹具抓手的定位机构两个方面开展优化设计。
4 参考文献
[1]何军蔚,彭羿,姚祥林.一种柔性化的汽车软工装平台:广西,CN203599753u[P].2014-05-21.
[2]刘大顺,邵珊珊.白车身柔性总拼技术研究及在焊装生产线中的应用[J].时代汽车, 2019(16):110-112.
[3]周江奇,覃鑫,郑宏良.基于柔性制造的白车身工艺性分析[J].汽车工艺与材料,2015(11):17-20.
猜你喜欢
商情(2016年49期)2017-03-01
汽车科技(2016年5期)2016-11-14
科技视界(2016年14期)2016-06-08
企业文化·中旬刊(2015年10期)2016-03-09
企业文化·中旬刊(2015年10期)2016-03-09
企业文化·中旬刊(2015年10期)2016-03-09
