汽车焊装生产线改造的探索与应用
2023-06-14 07:14高勇
汽车实用技术 2023年10期
高 勇
汽车焊装生产线改造的探索与应用
高 勇
(广汽本田汽车有限公司,广东 广州 510700)
对于当前汽车制造行业来说,汽车生产技术日新月异,运用自动化、智能化、数字化技术能够有效降低生产成本,提高产品竞争力。面临行业转型,一些老旧生产线的升级改造将成为多数主流主机厂的课题。文章将以焊装生产线升级改造为案例,提出在0损失的前提下,通过开展新建生产线、柔性化、自动化、智能化改造,升级改造老旧焊装生产线,强化生产体质,为同行业的其他生产线升级改造提供新思路。
汽车焊装生产线;0损失改造;自动化改造;柔性化产线
近二十年来,国内汽车工业发展迅猛,主流汽车厂一般都具有多条生产线,由于各条生产线的设计理念和制造年代存在较大差异。因此,普遍存在生产线柔性差、各生产线生产能力不均衡的现象。如何提升生产柔性,减少资源浪费和成本支出,提升产品竞争力是摆在主机厂和下级供应商面前一个亟待解决的课题。
2000年前后的车间一般存在厂房面积小、规划产能低、自动化程度低和设备通用性差等特点,在20年后的今天,随着应用新技术的新车型不断导入,自动化技术不断升级,从而出现了厂房面积制约发展的情况。基于这种情况,结合汽车焊装工艺和技术整体发展趋势以及公司的发展规划,本项目组将以某主机焊装车间希望通过工艺布局优化结合自动化改造,降本增效,改善车间安全及作业环境,打造高效柔性的焊装生产线。
1 焊装车间现状调研
在十三五初期,本项目组开展了广泛的行业调研。通过对行业内主流车企(一汽大众、上汽通用、东风日产、广汽乘用车等10余家),大部分投产年限均在8年以上,建厂年限久,如图1所示。同时,还面临设备老旧、厂房空间限制、工艺限制等共通性课题。

图1 部分主流车企建厂年限
经过调研总结,建厂20年以上的焊装车间普遍存在以下问题:
1)生产线柔性较差,无法实现车型灵活调剂。由于各条生产线建设年代不同,产线布局、设备规格等均存在差异,导致难以实现不同车型的兼容生产,以至于需要灵活调配车型生产时形成课题,造成生产资源浪费,成本增加。如果要调剂车型,往往需要大拆大建才能实现。
2)受制于厂房面积,现有生产线无法对应新技术车型。由于滚动发展,老旧厂房普遍存在规划产能低,厂房面积小的问题,如图2所示,一些新技术的导入常常受制于厂房基础而难以开展,设备改造也没有空间进行,成为生产体质提升的瓶颈。

图2 老旧焊装生产线布局
3)人员效率及自动化水平落后。老旧厂房普遍是以人工作业为主体,自动化、数字化技术程度很低,面临当前自动化技术的普遍应用,应用新技术的车辆会越来越多。同时随着劳务成本的逐年上涨,不利于公司的长久发展。使用自动化设备代替人工,不仅能削减人工成本,也能提升生产效率、提高产品品质、提升品牌竞争力。
2 焊装车间改造思路
基于旧生产线存在的以上问题,对焊装生产线进行升级改造的规划思路从0损失、建设柔性化产线、提高技术水平角度出发。
2.1 老旧生产线改造“0”损失思路
建设新线或改造旧线,应当保证生产不受影响或影响最小化。为保证新旧产线衔接顺畅、不影响量产生产,不影响新车型投产,不造成投资浪费。因此,把握车型信息是首要一环,结合车型信息,对总体规划决定最优方案。其次,滚动规划管理,分多步走,通过生产线拆旧建新,错位安装,如图3所示,新线量产稳定后再拆旧线确保改造安装,确保在前提不明情况下推进工作的方法。

图3 错位安装示意图
2.2 以“五化”为方向,建设高效柔性焊装生产线
1)产线柔性化:柔性化,是指生产线能够兼容多种车型生产,不改造或轻微改造就能实现不同车型的调剂生产,即最大限度地满足全部车型的生产。柔性化的优点是生产线的利用率最高,能够灵活应对市场变化,从而减少因为车型市场遇冷造成生产线停滞的浪费。
2)布局合适化:规划产线过程中,应遵循尽量减少设备干涉区,使各个工位的物流距离最短,减少地面物流,打造布局合理,井井有条的生产线。
3)设备通用化:设备通用化是指导入设备能够在多个岗位应用,面对突发情况时,可快速对应变化,通用性好使得不需要大拆大建,改造投资小、时间短,见效快。
4)效率最优化:通过优化工艺编排,导入自动化设备,提升自动化水平,削减劳务成本,提升人员效率。
5)焊接、打胶自动化:推进焊装车间生产线的焊接及打胶作业全部实现自动化作业,提升焊装生产线自动化水平,实现焊接和打胶自动化是必不可少的。
2.3 应用新技术,降成本,提品质
1)导入自适应等焊接技术。自适应焊接技术能够保证每个焊点的强度,在焊接过程中,实时记录焊接强度,焊点品质可追溯,同时由于焊接过程平滑柔顺,减少了焊接飞溅,降低烟尘浓度,能耗削减20%。
2)导入涂胶自动化和视觉检测,提升涂胶品质和效率。目前视觉检查技术发展较为成熟,视觉相机对涂胶过程及结果进行拍照,通过计算机视觉(Computer Vision, CV)技术以及视觉人工智能(Artificial Intelligence, AI)技术,能够比较准确地判断涂胶品质,保证涂胶位置准确和长度精准,涂胶品质形成追溯,检测精度达到±1 mm。对于涂胶品质不合格的产品,能够及时报警处理,提高了品质异常的检出率,提升了品质保证能力。
3)设备备件采用最新规格,尽量使备件通用化,库存灵活化。在生产线升级改造过程中,注意尽量采用通用化备件,降低专用备件的数量,使备件的库存降低,降低企业成本,使备件库存灵活化。
4)导入电极自动修磨更换一体机。减轻员工更换电极次数和强度,提高作业安全程度;减少冷却水浪费,改善现场作业环境。
5)装件夹具快速切换。当前预装夹具插拔快数量多,切换夹具时耗费较多时间,涂胶旋转台半径过大,导致维修便利性也较差。更换为涂胶工位使用整体式滑台切换夹具,非涂胶位使用机器人抓手直装,安全系数高,错插风险低。
3 思路引领,提出方法
3.1 旧车间面积不足,新建车间
旧车间一般存在面积不足的难题,需要新建厂房以满足设备安装的面积需求,新建厂房要注意以下几个方面:
1)厂房选址:为便于管理,一般需要接近老车间,以保证生产衔接顺畅。此时要注意改善厂房周边的环境(物流、排洪等),在报建前先行进行改造。
2)厂房设计要件:首先要制定投产推进计划,确保按时完工;其次确定设计要件,满足法规和生产要求;最后在厂房的具体要件上,如厂房采用单层建筑还是多层建筑,采用门式钢架还是钢桁架,厂房墙面采用夹芯板还是钢板,屋面采用单层柔性屋面系统或者是岩棉夹芯板,这里都要根据实地条件慎重确定。以及水、电、气、消防等设施的参数配置,一般建议厂房及配套按工期短、施工难度小、防水耐久及维护性好、安全、节能环保、预留未来发展来设计和建设。特别是在消防物流通道优化设计、排烟设施、车间照明等细节方面要考虑到未来使用时的便利性和环保效果,表1为厂房设计的DA分析,包括了多种要件的对比分析。
表1 厂房建筑DA分析
厂房建筑DA分析法方案1:钢桁架方案2:网架 序号MUST要件要件规格适用规格得分适用规格得分 1柱距12 m6~12 m012~48 m0 2最大跨度24 m18~36 m028~65 m0 3屋架吊载4.5 t/吊点≤6 t/吊点0≤6 t/吊点0 4抗震要求7度≥7度0≥7度0 领域WANT要件要件规格信息得分信息得分 Q质量控制焊接少杆件全部焊接/锚栓连接16杆件管件焊接/螺栓连接16 C施工造价钢材用量少75 kg/m21585 kg/ m212 D施工速度120天120天15150天12 M施工安装简便1~2台车吊装152~4台车吊装12 S人工作业点少6处/跨2010~30处/跨12
3.2 通过自动化,实现产线柔性化
在车型生产上,由于自动化设备兼容性较好,从小车型到中大车型,生产线均能满足生产条件,由于满足全部车型的生产,极大提升了产线的柔性化。
将内骨架夹具由14M调整为16M,使得夹具可以兼容大中小车型,夹具切换时间从20分钟下降至6分钟,如图4所示。

图4 INNER FRM柔性化改造
通过大量导入自动化设备,实现100%自动焊接、打胶,使人员效率提升32%,可生产车型种类从4种提升至8种,大幅削减人员劳务成本,如图5所示。

图5 焊接自动化改造
3.3 优化工艺设计,布局合适化
1)输送线体整体优化。空中物流最大化,避免交叉,提升物流效率,减少占地面积,如图6所示。

图6 输送线布局
2)工件投入搬出优化。分总成搬出和地板总成搬出工位采用工件自动传送结合最大化使用机器人搬运,减少升降机搬运,削减了3台升降机设备和2台机器人及抓手,削减了投资金额75万元和250万元,如图7、表2所示。

图7 优化搬运方式
表2 方案优化效果
工位过往方案方案优化削减设备/投资 分总成搬出3台RB+3台机器人3台RB-3台升降机-750 kg 地板总成搬出2套RB+2套抓手利旧活用现有设备-2台RB-2套抓手-2 500 kg
3)优化生产线设计,设备通用化。将总拼夹具由人工改为伺服自动切换,切换时间减低67%,提升了夹具对位精准度。搬送采用往复及伺服定位,适用所有车型,提升了通用效果。
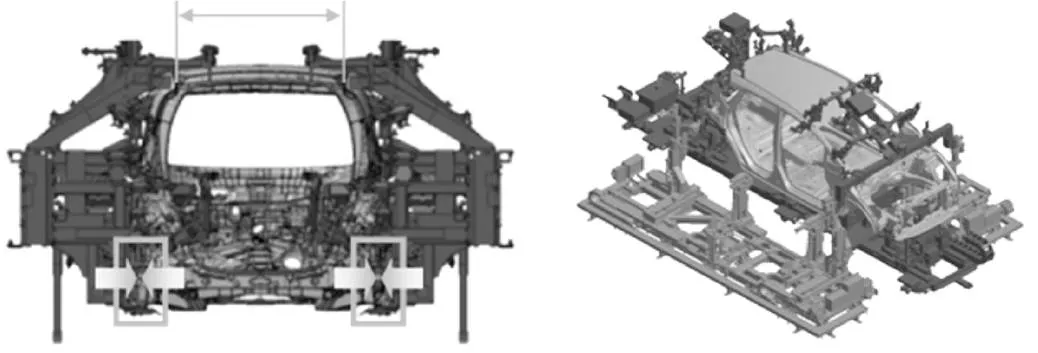
图8 优化总拼夹具
4)优化设备及工艺,效率最优化。通过夹具库和整体切换、伺服化、通用及自动切换,安全、高效,比原来插拔块切换形式工时削减了25%,切换人员削减了2人,如图9所示。
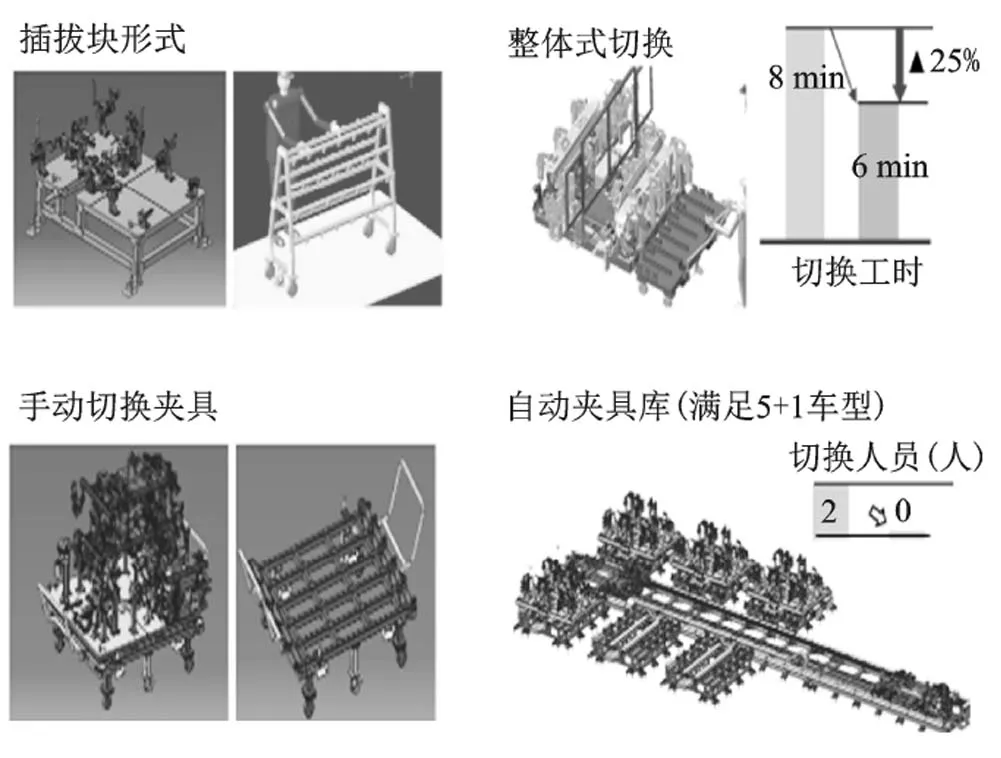
图9 优化设备及工艺
5)采用小型高速化机器人及轻量化高压力焊枪,效率提升。
6)导入带自诊断机器人,实现设备实时监控功能,结合大数据实现故障预警,达成0停机。
通过以上一系列措施,生产达成率提升至100%,焊接及涂胶自动化率提升至100%。
3.4 通过工艺革新,提升设备的品质保证能力
通过设备硬软件优化升级,提升设备品质保证能力,主要的措施和内容:
1)定位、搬送分离导致定位精度差,车身精度低。通过定位搬送一体化,提升重复精度和焊接质量;定位搬送一体化、伺服切换、提升夹具刚性。对焊装领域的关键工序(地板总成、内骨骼、总拼等)设备更新换代。如图10所示。

图10 定位搬送一体化
2)人工作业品质波动,可能造成漏水。通过焊接、涂胶全自动化,降低品质波动,精准控制涂胶和焊接品质。
3)GW/INNFRM/部分台车人工切换,停链损失时间长,可能存在换错情况。采用伺服切换技术,安全,定位精度高,防误装,切换时间短1倍。
4)高压力焊枪少,780 MPa以上板材易发生虚焊,导入多台高压力焊枪,提升高强度板材焊接质量。同时也满足高强度板材生产,新建线全部实现自适应控制,可实时调节焊接参数保证强度。如图11所示。

图11 自适应焊接技术
5)质量检查以人工检查为主,存在漏检或误判的风险,导入超声波探伤技术、视觉识别检测技术、AI技术、零件防错装技术,可通过趋势管理提升未然防止能力。
4 项目效果和收益
1)厂房建设:通过本项目的推进,建立了车身领域厂房及生产线建设标准化流程指引,编写了多份施工培训教材,从厂房建设的前期准备阶段到规划实行阶段,包括总体布局和工艺规划等内容,均形成标准化流程。项目在当前主流汽车厂改造中具有参考价值,同时具有可观的经济、社会效益,具备较大的推广意义及应用价值。
2)建设高效柔性的生产体质:在推进焊装车间生产线升级改造过程中,优化了焊装重大设备选型参照表;建立了焊装“五化”的规划方向;制定了布局规划“六原则”,为焊装生产线升级改造提供了新思路。
3)电动化转型准备:通过缩短物流通道,削减人员工时,设备集约化,取消分总成物流使生产工位缓冲数提升了52%;通过改造INNER FRAME,GW由人工切换转换为伺服切换,车型切换时间由原来的20 min缩短至3 min,稼动率提升至90%,节拍提升至44.5 s,生产能力达到1 050台体制,满足了电动化转型生产电动车型的硬件要求。
4)提升了人员效率水平:推动了自动焊接和自动打胶技术的应用,导入视觉检测技术,提高了不良检测效率,导入视觉引导技术,提升视觉技术应用水平。利用集约化和自动化规划,直接提升了人员效率水平,即达到0.141。
5)品质保证,源流改善:通过新集约设备提升了焊接精度水平达到92%;通过新式自适应焊接控制器,削减飞溅降低粉尘浓度,提高焊接品质,使全拆解合格率达到99.9%;使用集约夹具削减配合精度不良,使单台不良件数下降至0.012 9。
5 焊装生产线改造的趋势和出路
当前的汽车行业发展瞬息万变,辅助驾驶、智能座舱、智慧出行,以及能源革命等技术正在进化中。汽车制造同样面对自动化、数字化、智能化、信息化革新,为了追上时代的步伐,汽车生产线将不断朝着柔性化、集约化、自动化的方向发展,而老旧生产线的升级改造路线也将越来越清晰,新厂房建设、工艺和设备的布局、自动化技术的导入、品质保证技术的应用、安全舒适的工作环境,同时还要预留改造的空间,这些设计愿景将越来越有章可循。
焊装生产线的改造升级改造普遍将以0损失、集约化、柔性化、自动化、智能化为目标,在机器人技术、视觉引导技术、自适应焊接技术、视觉检查技术等加持下,打造高效的生产模式,助力生产企业竞争力提升,在变化的时代中,强化对抗风险的体质。
[1] 郭峰,赵延鹏,胡梦婷.降低汽车焊装自动化生产线焊点飞溅率[J].汽车工艺师,2022(12):14-17.
[2] 胡浩,胡博,张剑.智能在线检测技术在焊装生产线的应用[J].汽车零部件,2022(8):65-69.
[3] 宋亮.浅析智能化焊装工厂生产线设计规划[J].汽车工艺师,2021(10):58-60.
[4] 姚玉峰.柔性化生产线在焊装车间的应用及选择[J].现代制造技术与装备,2020,56(8):131-133.
[5] 朱昌兵,钱光辉.机器人在焊装生产线的应用探索[J].汽车制造业,2020(8):39-41.
[6] 杨猛.应用于汽车自动化焊装生产线的总拼装备柔性化研究[Z].广州明珞汽车装备有限公司,2020-03- 03.
[7] 袁光辉,秦红生.焊装主线多车型共线的一种策略[J].汽车制造业,2020(Z1):38-39.
[8] 孙凤元.汽车焊装车间柔性化生产线的应用研究[J].中国设备工程,2019(11):159-160.
[9] 安珂,李金山,李彦贺,等.浅谈柔性化在焊装生产线的应用[J].汽车实用技术,2018(15):219-220.
[10] 胡涛.焊装自动化生产线的工位布局优化对生产效率的提升[J].自动化应用,2018,43(6):137-139.
[11] 李广,唐文灿,陶杰.焊装车间传统车身生产线搬迁研究[J].装备制造技术,2017(12):213-215.
Exploration and Application of the Transformation of Automobile Welding Production Line
GAO Yong
( Guangqi Honda Automobile Company Limited, Guangzhou 510700, China )
For the current automobile manufacturing industry, the automobile production technology is changing with each passing day. The use of automation, intelligence and digital technology can effectively reduce production costs and improve product competitiveness. In the face of industrial transformation, the upgrading and transformation of some old production lines will become the subject of most mainstream main engine plants. This paper will take the upgrading and transfor- mation of the welding production line as a case, and propose that under the premise of zero loss, through the new production line, flexible, automated and intelligent transformation, upgrade and transform the old welding production line, strengthen the production physique, and provide new ideas for the upgrading and transformation of other production lines in the same industry.
Automobile welding production line; 0 loss transformation; Automation transforma- tion; Flexible production line
U466
A
1671-7988(2023)10-181-06
10.16638/j.cnki.1671-7988.2023.010.037
高勇(1973—),男,硕士,高级工程师,研究方向为汽车制造及生产线规划,E-mail:GAOY@ghac.cn。
猜你喜欢
装备制造技术(2021年9期)2021-12-17
建材发展导向(2021年11期)2021-07-28
装备制造技术(2021年2期)2021-07-21
粘接(2021年1期)2021-06-10
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
航空制造技术(2020年14期)2020-09-06
华人时刊(2020年23期)2020-04-13
现代园艺(2017年22期)2018-01-19
制造技术与机床(2017年10期)2017-11-28