常用人孔盖线性自动化制造研究
2023-07-02 00:18刘新东翁耿贤胡海龙沈立刚王月英
广东造船 2023年2期
刘新东 翁耿贤 胡海龙 沈立刚 王月英


摘 要:本文以AA型船舶人孔盖为例,介绍舾装件线性自动化制造过程,从舾装件线性自动化生产流程、场地布局、节拍计算、设备选择及自动化工装设计等方面进行系统研究,形成一套可行方案,为后续类似舾装件生产奠定基础,为舾装件行业智能化制造持续改进提供参考。
关键词:船舶舾装件;人孔盖;线性自动化生产
中图分类号:U667.2 文献标识码:A
Research and Design on Linear and Automation Manufacturing
of Common Manhole Cover
Liu Xindong , Weng Gengxian, Hu Hailong, Shen Ligang, Wang Yueying
(Guangzhou Wenchuan Heavy Industry Co., Ltd. Guangzhou 510725 )
Abstract: Taking the AA manhole cover of a ship as an example, this paper introduces the research process of linear automatic manufacturing of assembly parts. With the thinking of expansion and upgrading, this paper systematically studies the linear automatic production process of assembly parts, site layout, robot motion, equipment selection and automatic assembly design, and forms a set of feasible schemes to lay the foundation for the subsequent production of similar outfitting parts.It provides a reference for the continuous improvement of intelligent manufacturing in the assembly industry.
Key words: Ship outfitting; Manhole cover; Linear automatic manufacturing
1 前言
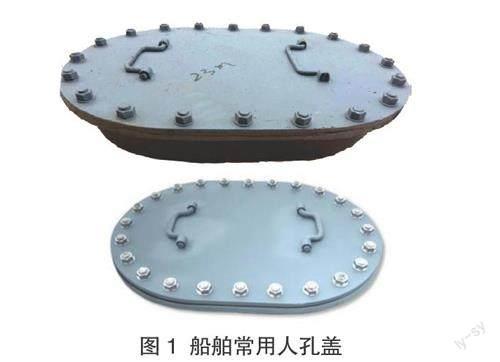
目前华南地区标准舾装件生产厂家较少,且自动化程度较低。为了更好的借鉴现有人孔盖(见图1)生产经验,调研了部分生产厂家现有人孔盖生产工艺,结合自动化生产经验,优化整体生产线流程,细化工序衔接,确保高效流转、减少返工和重叠工作,将各工序合理布置,达到优化的线性自动化生产流程。
目前人孔盖多为人工生产,主要流程如图2所示。
2 自动化生产流程
通过分析,现有人孔盖生产主要存在以下几个问题:
(1)人孔盖材料以钢板为主,板厚从6~24 mm,材料切割工作量大,利用率低至70%;为提高材料利用率,部分厂家座圈用扁钢进行弯制,提高材料利用率,降低成本;自动化生产采用扁钢型材加工座圈,形成两道线性工序生产;
(2)生产工序不尽合理,需进一步细化工序,对可能影响产品精度和质量的工序增加矫正和检测,主要针对焊接后的变形;并对各工序的装配精度提高要求,利于实现自动化生产;
(3)人工生产中存在工序反复和运输问题,必须从材料加工到成品(半成品)实现流水线化,形成两道分线的线性自动化生产。经优化后的人孔盖生产流程,如图3所示。
对生产流程进行自动化生产改进,实现排序生产,根据客户需要和产能评估,可持续批量制作,储存一定数量产品,确保及时供货给客户,满足高效运转,为智能化制造奠定基础。
3 场地布局
生產场地参考现有厂房,主要从产品生产进行系统布局,根据场地尺寸、动力和基础设备等,对场地进行分区;采用集中布局的方式,将单独产品场地集中在一起,减少转运时间和成本,保证场地被充分利用,减少闲置场地,有效使用施工场地;依托场地和设备基础,策划人孔盖可持续改进的自动化线性生产方案、分部实施方案和总体规划,进行可行性论证。
设计布局方案时,应规划好整个项目期投资、质量、进度、安全、信息及过程中的沟通协调,分区尽量细化,将各分区工作内容按工作流程归类,使功能和空间以有序状态运行;流程要综合考虑数字化智能车间要求,根据长远规划布局新设备,确保整体规划期内能有效生产;兼顾实际生产,减少对现有施工影响。
布局方案应结合人孔盖自身特点,从人、机、料、法、环等方面综合考虑,板材、型材集中下料,分类进行装焊,集中打包运输,整体上采用柔性方案;兼容各工序,充分利用自动化设备,如数控下料、自动焊接设备等,同时兼顾一定范围产品的生产,提高整体利用率,减少反复调整布局和更换设备。
依据产品数据统计和预估,设计产能稳定的自动化生产线,更有效降低成本和增加竞争力。将生产工序分离,座圈和盖板两道生产线无法高效率的推进自动化线性生产;将围板等附件进行整体装焊,形成较单一的工序,利于线性自动化连续生产,将生产线和设备布局形成新的设计方案,基本实现人孔盖关键部分座圈、盖板的线性化生产,同时围板、总装、打砂、涂装等工序也实现了半自动化,整体效率显著提升,质量稳定,成效较显著。改进后的自动化生产场地新布局方案,如图4所示。
4 自动化节拍控制
估算产能需求,按物量设计合理的节拍。通过前期调研全年船舶数量和产品种类,预估月产1000套人孔盖基本满足市场需求,故按月产1000套计算单线生产所需时间及设备量。
经综合考虑,自动化生产线节拍控制在40套/天比较合理,可据此安排可行工作计划。
5 设备选择及工装设计
根据生产流程和节拍需要,调研市场材料和设备,满足生产要求和自动化需要。按自动化生产流程,考虑多种因素和后续更新升级等问题:
(1)自动化生产材料,应按国标要求采购,同时在材料转运、存储、加工过程中注意控制变形、腐蚀等问题,确保物料的平直度、金属性能,为后续自动化加工、装焊、产品质量和涂装等提供良好基础;
(2)人孔盖盖板和围板下料,利用数控等离子切割机、激光切割机等加工,一套门式数控下料设备基本满足自动化生产需求;座圈型材可采用数控切割或锯床等设备,需要型材自动加工设备一套,在资金允许情况下,采用数控切割设备一次性将型材切割和开破口完成,效率更高;座圈扁钢弯制,需要一台扁钢折弯或棍弯机。
材料加工设备,如图5所示。
(3)座圈钻孔、攻牙、装配螺柱和焊接和盖板钻孔,需要精度较高机加工,确保相同型号人孔盖盖板互换性,整体精度偏差要求1 mm以内,,数控钻床、多头钻床等设备,结合实际需要选取。
钻孔攻牙设备,如图6所示。
(4)焊接机器人根据需要选择,相应工装根据自动化程度进行设计,应能循环连贯使用,定位快捷准确,确保自动化生产精度同时减少人工参与。
装螺柱和自动焊接设备,如图7所示。
(5)人孔盖整体尺寸在600 mm x 800 mm x 150 mm,后续打砂和涂装可采用小型封闭设备,满足环保要求,如图8所示。
通过分析自动化生产要求,相关设备要满足可编程软件控制系统、电控系统、伺服精确驱动、信息化接口等,才能为后续智能制造提供所需基础,具备拓展使用可行性,同时满足设备利用最大化。
结合目前型材加工设备水平,从成本、适用、操作便利性、后续融合等多方面考虑,适合的自动加工设备,见表1。
综上所述,人孔盖线性自动化生产方案可在具体施工中实施,在实施中结合具体问题进行改进和完善,逐步实现转型升级,提质增效,提升企业竞争力。
6 结语
文船重工有限公司以华南地区舾装件研制和生产集配中心为目标,通过开展船舶标准舾装件自动化生产改造,实现船舶标准舾装件的线性自动化生产,有效提升舾装件制造车间生产效率和产品质量,提高舾装件产品的本地化生产率,结合公司产品和发展方向,逐步研究自动化、智能化生产设计与制造,循序渐进,对提升我国舾装件生产核心竞争力和降低船舶制造生产成本具有重要意义。
参考文献
[1]陳明 ,梁乃明.智能制造之路[M].北京:机械工业出版社 .2017.
[2]王天然 ,刘海波.自动化制造系统的产生与发展[J].信息与控制.2000.
[3] 船用人孔盖[S],北京:中国船舶工业综合技术经济研究院,2014.