单层均质电渣堆焊在VVER型核电机组稳压器上的应用
2023-07-10 06:09吴庆
中国核电 2023年2期
吴 庆
(江苏核电有限公司,江苏 连云港 222042)

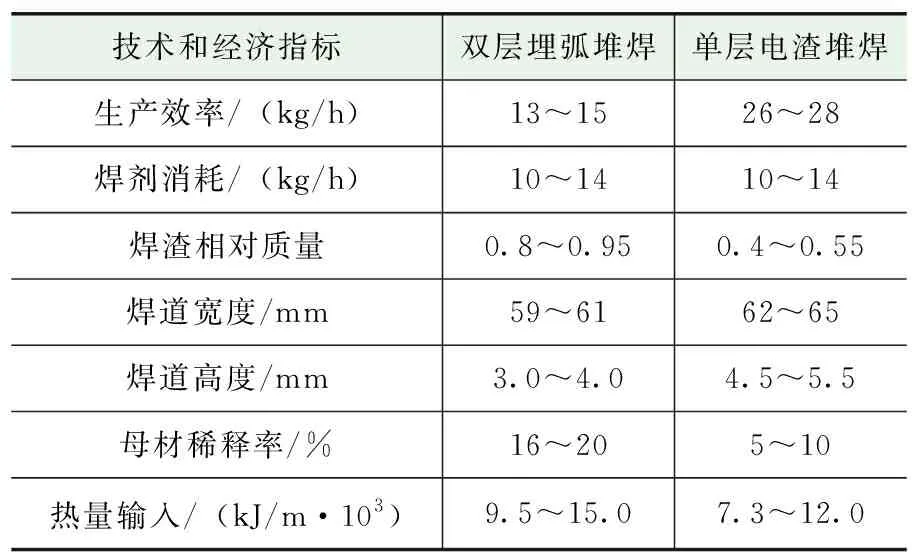
表1 两种堆焊工艺的技术和经济指标[6]Table 1 Technical and economic indicators of different surfacing process [6]
20世纪80年代俄罗斯研发了НП-03Х22Н11Г2Б焊带和ФЦ-18熔炼焊剂的单层均质电渣堆焊材料[5],但因其质量不稳定,熔敷金属中碳含量不能始终满足≤0.04%的要求,无法保证稳定的抗晶间腐蚀性能,因此单层均质电渣堆焊未能在主设备上真正使用。为使该工艺能实际应用到VVER型核电机组主设备上,从2007年起,俄罗斯中央材料院和伊佐尔厂开展了多种焊材组合的试验,最终选用ESAB公司的OK Band 11.72 (309LNb ESW)焊带和OK Flux 10.10焊剂完成了单层均质防腐层电渣堆焊工艺的研究和开发。经论证其具有优良的堆焊质量,可以用于VVER型核电机组稳压器内部防腐蚀层堆焊上。
1 单层均质电渣堆焊焊接工艺选择
1.1 焊材选择
根据多种牌号焊材组合的试验结果,OK Band 11.72焊带和OK Flux 10.10焊剂焊接得到的熔敷金属化学成分与НП-03Х22Н11Г2Б焊带匹配ФЦ-18焊剂的熔敷金属成分类似,并且熔敷金属中的铁素体含量为4%~8%,两者焊材熔敷金属的化学成分见表2。
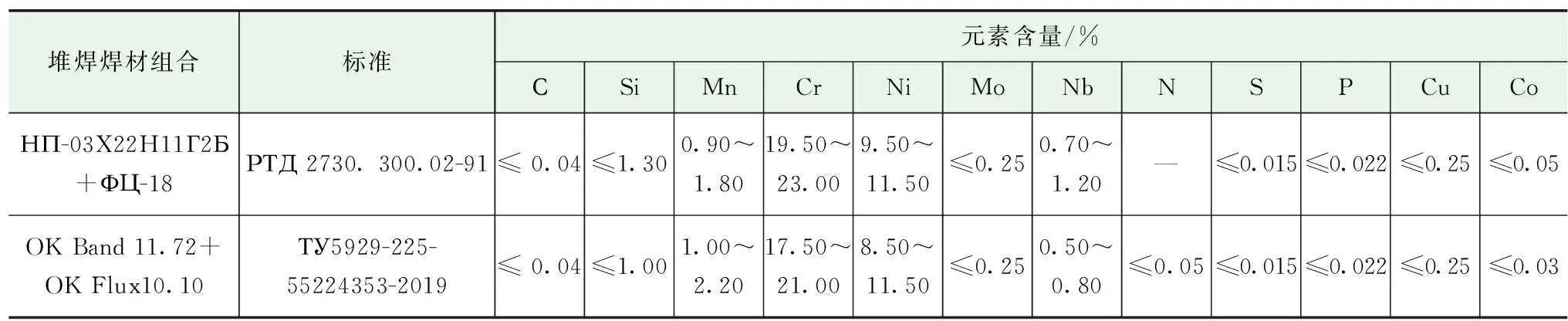
表2 单层均质防腐层熔敷金属化学成分Table 2 The chemical composition of the deposited metal of the single-layer homogeneous anti-corrosion layer
电渣堆焊要求熔渣池具有导电性,提高焊剂中氟化物含量可以增加渣池的电导率,氟化物含量超过50%为熔渣熔化[4],OK Flux 10.10焊剂中CaF2比例为63%[7]。
1.2 施加外部磁场 保证焊道成型
电渣堆焊的电流从焊带平行地流向熔池尾部,所产生的力使熔渣和熔融金属从熔池的边缘向中心移动,造成焊道边缘处熔融金属不足而产生咬边。通过施加外部磁场,产生等于或略大于焊接流体力的反向洛伦兹力,来保证将熔融金属均布到焊道边缘部位,消除沿其边缘和搭接处的凹陷和咬边,获得表面成型良好的焊道。
外部磁场的电流越大,熔融金属向边缘的流动性越大,但母材稀释率也随之增加,因此外部磁场仅需弱到不产生咬边即可,并且外加磁场的电流与焊带宽度成正比,小于50 mm宽的焊带无需外加磁场。洛伦兹力与外部磁场的关系见表3,2 A的电流通过线圈产生700 dyn/cm的力,该力可以完全满足熔渣和熔融金属的流动力,不会产生咬边[4],堆焊表面质量如图1所示。
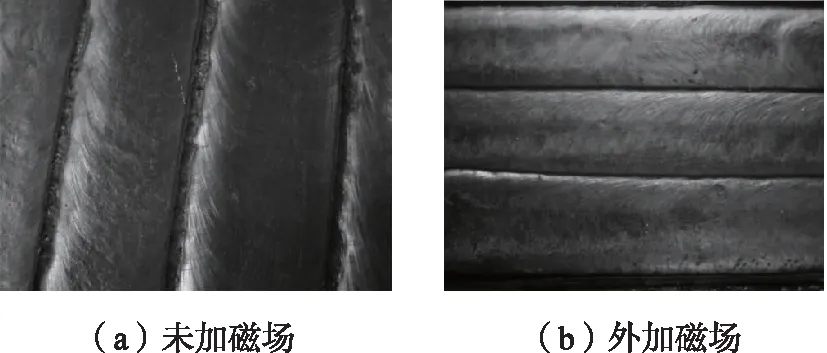
图1 熔敷金属表面质量Fig.1 Surface quality of the deposited metal
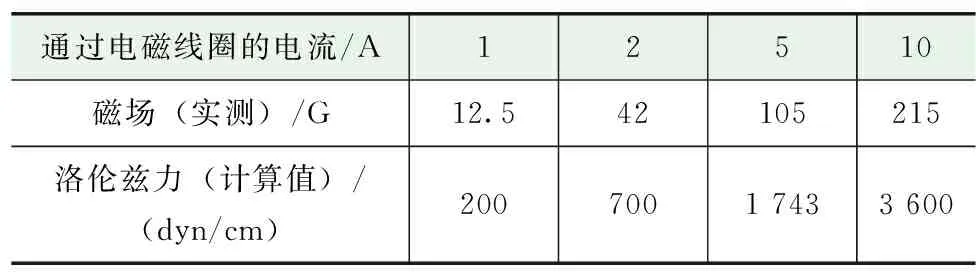
表3 电磁线圈电流与洛伦兹力之间的关系Table 3 The relationship between the current through the electromagnetic coil and Lorentz force
1.3 确定焊接工艺参数
电渣堆焊焊接工艺参数与焊道高度、母材稀释率以及铁素体含量之间关系密切。焊道高度随着电流、电压的增大而增加,与焊接速度成反比;母材稀释率随着电压的增加而减少,与焊接速度成正比;铁素体含量与电流和电压成正比,与焊接速度呈线性下降关系[4]。经试验,不同截面尺寸焊带的电渣堆焊最佳焊接工艺参数见表4。
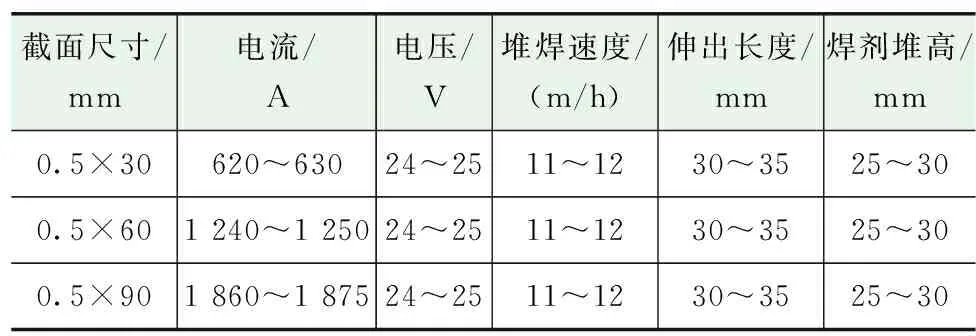
表4 不同截面尺寸焊带最佳焊接工艺参数Table 4 Optimal welding parameters of welding strips with different cross-section sizes
2 堆焊质量验证
为了验证OK Band 11.72焊带和OK Flux 10.10焊剂的熔敷金属是否能够满足VVER型核电机组稳压器内表面防腐蚀层的质量要求,在试板上进行了连续单层焊道的熔敷,取样并对试样进行45 h的620~660 ℃回火热处理,进行了相关验证实验。
2.1 金相组织
熔敷金属的微观组织:熔合区是10~50 μm宽的低碳马氏体组织过渡层如图2(a)所示,热处理后该过渡层增加到15~60 μm如图2(b)所示,表明热处理后增加不大。初始状态熔敷金属是带有铁素体相的奥氏体组织,δ铁素体以分散沉淀和网状碎片的形式呈现如图3(a)所示,经回火热处理后仅极少部分δ相铁素体转化为σ相如图3(b)所示,表明初始状态和热处理后热影响区的组织均未改变。

图2 熔合区微观组织Fig.2 The microstructure of the fusion zone
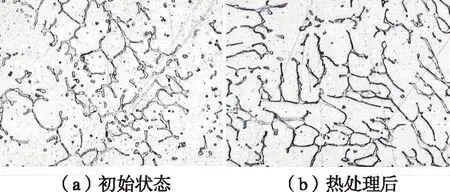
图3 熔敷金属微观组织Fig.3 The microstructure of the deposited metal
图4为堆焊层在初始状态和热处理后显微硬度的变化。图中陡峭的曲线突变是低碳马氏体组织熔合区;热影响区显微硬度增加,随着离开熔合线的距离越远,显微硬度下降,热处理后热影响区的塑性性能增加,熔敷金属回火热处理后显微硬度有一定增加。
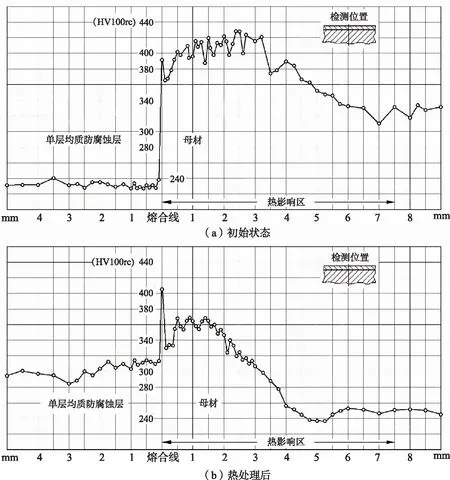
图4 堆焊层显微硬度变化Fig.4 Changes in the micro-hardness of the surfacing layer
2.2 机械性能
熔敷金属机械性能实验证明其机械性能能够满足要求,见表5。初始状态和热处理后带母材和熔敷金属的静态弯曲试样沿着和垂直于堆焊方向切割,试样正面弯曲的弯曲角度为40°,侧面弯曲的弯曲角度为30°,静态弯曲实验结果证明在拉伸表面、侧面以及熔敷金属与母材的熔合区均未发现裂纹、分层和其他缺陷。

表5 熔敷金属试样机械性能Table 5 Mechanical properties of the deposited metal samples
2.3 抗晶间腐蚀性能
OK Band 11.72焊带属于超低碳不锈钢,并添加了铌元素,铌/碳≥12[8]。抗晶间腐蚀试验按照俄罗斯标准ГОСТ 6032—2003,采用АМУ法对熔敷金属初始状态和热处理后的样品进行实验,结果证实熔敷金属具有良好的抗晶间腐蚀性能。
2.4 抗热裂纹性能
熔敷金属中铁素体含量是决定热裂纹敏感性的关键指标[3,4],如果组织中有少量铁素体,则抗裂性会显著提高,因为铁素体破坏了奥氏体晶粒的连续性,变为横晶,成为奥氏体晶体之间的中间层[9]。因此,要求熔敷金属中铁素体含量必须在2%~8%区间。
检验熔敷金属是否具备抗热裂纹性能还需通过抗热裂性实验,用4~7倍的放大镜在熔敷金属酸蚀后的宏观磨片上进行检查,实验结果表明,无论是在初始状态还是在最长的回火热处理周期后的宏观磨片上都未发现热裂纹。
2.5 热影响区再热裂纹倾向
传统的双层埋弧堆焊曾发现过在珠光体钢热影响区中出现层下裂纹的情况,这种层下裂纹容易在多道焊的后续焊道对前面焊道的热影响或焊后热处理的热循环作用而形成[10]。电渣堆焊由于热输入线能量较埋弧堆焊低,并且熔合区窄,热影响区组织不易发生变化,因此相比埋弧焊产生再热裂纹的几率低[11]。母材去除防腐层后焊道搭接区域试样弯曲实验也证明了未发现层下裂纹。
2.6 焊接缺陷
与埋弧焊相比,电渣堆焊由于焊道被高温熔渣覆盖,焊缝金属凝固速率较低,有利于气体和夹杂类的上浮,因此熔敷金属中非金属夹杂少,气孔类和夹渣类缺陷少[4]。外加磁场可以获得成型良好的焊道边缘和浸润角,消除咬边。无损检测证明了熔合区和熔敷金属内部很少产生未熔合和夹渣类缺陷。
3 问题改进
虽然单层均质电渣堆焊具有上述很多优点,但实际施焊前还需注意以下内容,才能获得高质量的堆焊层。
1)熔敷金属化学成分检测取样位置:因为单层均质熔敷金属必须反映母材稀释的作用,代表熔敷金属中合金化元素的实际含量(特别是铬元素),因此焊材入厂复验的化学成分检测取样位置应在只堆焊一遍熔敷金属上取样,而不能在堆焊多遍的熔敷金属上取样。
2)合理调整磁控装置电流:由于需要采用外加磁控装置来防止咬边,实际施焊时必须合理布置磁极位置,分别调整南、北两个磁极的磁控电流,通过试焊观察焊道的浸润角和表面成型状况来确定两边激磁电流各自的大小,保证电流尽可能地小。
3)返修焊材:目前还无匹配的单层均质返修焊材,对于熔合区缺陷的返修仍需采用Св-07X25H13和Св-04X20H10Г2Б焊丝的双层氩弧堆焊,或对应的药皮焊条手工电弧焊。
4)避免熔合区未熔合:由于母材熔深浅,操作不当或焊接工况调整不当会出现与熔合区或道间未熔合的可能性。实际电渣堆焊的缺陷大多属未熔合缺陷,避免了未熔合缺陷,也就避免了焊缝返修。
5)在其他主设备上的应用:由于单层均质电渣堆焊熔敷层厚度仅为5 mm左右,无法直接推广应用到需要进行内表面防腐蚀层机加工的主设备上,如反应堆压力容器和蒸汽发生器集流管。由于单层均质堆焊熔敷金属中缺陷少、热输入小对母材产生的热影响小以及焊接应力小等优点,因此应用在上述设备上能够避免上述设备在役期间易出现的问题。针对这些主设备的单层均质堆焊可以采用堆焊两层均质防腐层的方式,但需开展后续实验研究。
6)焊带中铌含量的控制:焊带属超低碳不锈钢,并且高含量的铌进入熔合区会有层下裂纹的风险,因此铌含量应取下限。特别要通过无损检测的方法检测熔合区和热影响区是否有层下裂纹。
4 结论
实验证明OK Band 11.72焊带与OK Flux 10.10焊剂的电渣堆焊单层均质防腐蚀层具有良好的综合机械性能、抗晶间腐蚀能力和稳定的抗热裂纹形成能力,并且非金属夹杂少,不易形成气孔、未熔合、夹渣、再热裂纹等缺陷,可以用于VVER型核电机组稳压器和安注箱的制造。目前单层均质防腐蚀层电渣堆焊工艺已在国内4台VVER机组核电机组稳压器上得到应用。
猜你喜欢
山东冶金(2019年3期)2019-07-10
数学物理学报(2016年5期)2016-08-24
新世纪水泥导报(2016年1期)2016-07-01
山东冶金(2015年5期)2015-12-10
上海金属(2015年5期)2015-11-29
油气地质与采收率(2014年6期)2014-12-16
上海金属(2014年4期)2014-12-15
燕山大学学报(2014年3期)2014-03-11
机械制造文摘(焊接分册)(2013年2期)2013-03-20
汽车与新动力(2012年4期)2012-03-25