
阿普拉斯焊接在白车身的应用及优势
2023-07-10 14:38李克政
时代汽车 2023年12期
关键词:外观
李克政

摘 要:阿普拉斯焊接应用对改善焊接外观质量、适用狭小空间焊接有明显的优势,在白车身上应用也越来越广。简述阿普拉斯焊接的工艺特点与在白车身上应用的优势。
关键词:阿普拉斯焊 凸起 窄边 外观
Application and Advantages of APRAS Welding in Body-in-white
Li Kezheng
Abstract:The application of Aplas welding has obvious advantages for improving the quality of welding appearance and is suitable for welding in small space, and it is more and more widely used in body-in-white. The study briefly describes the process characteristics of APAS welding and the advantages of its application in body-in-white.
Key words:Apras welding, bulge, narrow edge, appearance
1 引言
解決焊接热变形和焊点压痕大导致的车身感官质量问题是焊接工程师的重点工作之一,旨在满足用户对汽车外观品质越来越高的要求。阿普拉斯是一种连接后外观质量表现较好的工艺,因此了解其焊接的原理,其工艺特点及在白车身应用优势有着重要的意义。
2 阿普拉斯焊工艺
2.1 阿普拉斯焊原理
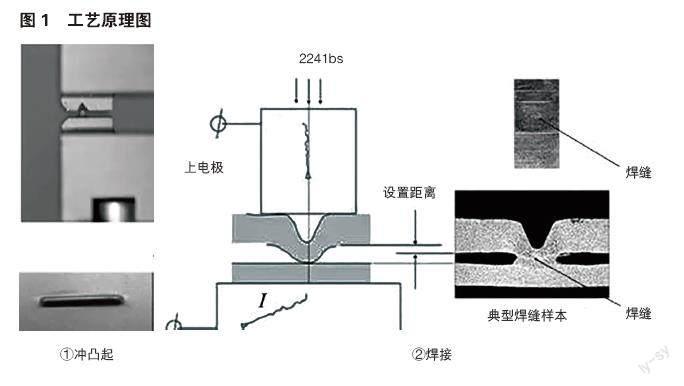
阿普拉斯焊(英文:Arplas)是一种基于电阻点焊原理,不同于传统点焊技术的方式和参数实现焊接的新型连接技术。传统的点焊脉冲大于8个工频周期,焊接电流小于12KA,而Arplas焊脉冲周波小于0.5个工频周波,焊接电流大于15KA,焊接效率高,焊接热应力小,从而减少零件变形量。阿普拉斯焊接分为两个步骤:①冲出一个凸起,(英文:Dimple),该凸起的投影形状为矩形;②焊接。阿普拉斯焊接利用最小的能量输入,极短时间内达到脉冲峰值,使零件与零件完成熔合焊接。其工艺原理如图1所示。
2.2 阿普拉斯焊工艺技术要求
2.2.1 凸起的工艺要求
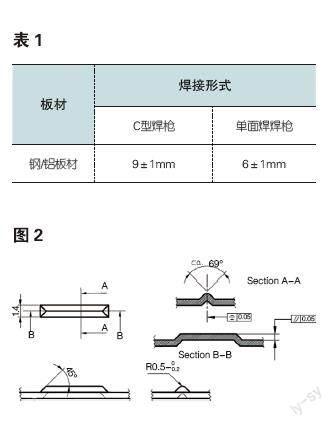
凸起的尺寸质量,尤其是锐度,是保证焊点无瑕疵和焊点强度的重要因素,为了避免长距离运送过程导致凸起变形或磕碰影响质量等,一般凸起不在冲压件上直接冲压出来,通常在焊接生产线上采用专用设备冲凸起,凸起的零件材料可为低碳钢、硬化钢、不锈钢、铝板,凸起零件板厚范围在0.4mm<t<3.2mm。钢板材的凸起高度为0.7±0.1mm,凸起的长度受板材种类和阿普拉斯焊的焊接形式的影响,具体区分见表1。凸起的其它的尺寸要求,见图2。
凸起距零件边缘最小距离为2.5mm(钢板)和4mm(铝板),凸起位置偏差允许在±0.5mm以内,凸起所在的零件的最小翻边宽度为6mm(钢板)和8mm(铝板),见图3。
2.2.2 阿普拉斯焊的设备要求
阿普拉斯焊枪焊接时焊枪电极头需覆盖凸起,且凸起的边缘距离电极头的边缘至少有1mm以上的距离,焊枪相对于焊点的垂直度误差必须小于2度。
凸起加工过程中设备上下模的对中度误差一般必须控制在8度以内,如图4所示。
阿普拉斯焊接目前使用的气动焊枪,对于同一把焊枪所焊接的各个点的板厚总和的差值有一定要求,差值一般不超过1.5mm。
2.2.3 阿普拉斯焊的涂胶要求
阿普拉斯焊接过程焊接电流大,时间短,若在Dimple上有胶,则会发生炸枪,因此阿普拉斯焊接板件与Dimple间不允许涂胶,若需要涂胶,则Dimple与涂胶之间的距离要求≥20mm,如下图5所示。
3 阿普拉斯焊在白车身应用的优劣势
阿普拉斯焊作为白车身连接工艺的一种,其工艺自身有优势,也存在不足之处,下面内容介绍阿普拉斯焊的优势与不足:
3.1 阿普拉斯焊的优势
①焊接热影响区小,工件变形小。相对传统点焊,阿普拉斯焊技术热应力小,因此工件变形小。
②极窄空间可达。阿普拉斯焊接不需要水冷系统,焊接电极尺寸相对常规点焊枪小,因此能够焊接窄边(车门窗框、包边)或空间狭小的地方完成焊接工作。下图6为阿普拉斯焊焊枪与常规点焊枪下电极及窄空间焊接对比情况;图7为窗框常规阿普拉斯窄边焊焊枪下电极情况。
③焊接后外观质量好。对于车身侧围外板与流水槽、门盖包边等部位的焊接,采用阿普拉斯焊接可提高产品表面的外观质量。如图8所示,侧围外板与流水槽点焊与阿普拉斯焊接对比。
④减少车身重量及改善视野。阿普拉斯焊接搭接边宽度小,因此在白车身上应用可以减少一定重量的车身重量,另外在车身窗框上采用阿普拉斯焊接,窗框焊接切边短,A柱视野障碍小,可以改善驾驶员的视野,如下图9所示。
3.2 阿普拉斯焊的不足
当然阿普拉斯焊也存在部分不足,如对Dimple要求高;阿普拉斯焊枪一般为定制专用的电极头、电极臂,焊枪通用性差;必须在板件上预先冲出凸起,大部分的冲凸起设备需要单独定制,因此成本较普通点焊高。
4 阿普拉斯焊在白车身的应用
目前了解到阿普拉斯焊在白车身上的应用案例较多,国内应用的车型及应用部位可参考表2。
5 结束语
阿普拉斯焊在白车身上应用已经成熟,虽然工艺自身也存在缺点,但通过生产规划及产品布局,连接工艺形式统一,产品结构优化以便满足设备的共用性,提高设备利用率,降低设备成本投入,充分发挥其工艺特点带来的优势,相信各汽车企业应用阿普拉斯焊接会越来越多,制造更多精品的汽车。
参考文献:
[1]任涛,潘清.阿普拉斯焊接技术及应用 [J]电焊机第44卷第2期,1-3.
[2]杨德福,李雪丰,杨树龙.流水槽外观连接工艺选型[J]时代汽车2021年06月第149页.
猜你喜欢
北京航空航天大学学报(2022年8期)2022-08-31
阅读(快乐英语高年级)(2022年6期)2022-06-17
家庭影院技术(2021年10期)2021-11-20
装备制造技术(2021年5期)2021-08-14
紫禁城(2017年6期)2017-08-07
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
电子测试(2015年18期)2016-01-14
中国医疗美容(2015年4期)2015-04-27
河南科技(2015年2期)2015-02-27
塑料包装(2014年6期)2014-09-16
