
改善RIM注塑模具工艺缺陷的技术方法研究
2023-07-10 14:38马正伟
时代汽车 2023年12期
关键词:模具
马正伟


摘 要:为了实现商用车顶流罩的轻量化,本文采用了PDCPD(聚双环戊而烯)作为轻量化新材料,并采用RIM(反应注射成型)作为导流罩的成型新工艺。为解决因RIM工艺技术的不成熟导致出现的样件打不满、飞边等严重零件缺陷,本文通过调整模具进胶点位、进胶距离、溢料槽设计和产品结构等手段来改善RIM工艺的注塑缺陷。结果表明,利用本文的技术方法,导流罩出件的废品率由18%降到了4%以下,证实了改方法的有效性,为导流罩的成型稳定性提供了保障。
关键词:RIM PDCPD 模具 工艺改善
1 引言
节能、环保、轻量化已经成为了未来汽车的主流发展趋势。PDCPD(聚双环戊二烯)作为一种新兴材料,常用于汽车的减重应用上。该材料相比于传统的玻璃钢材料,有着机械性能平衡性好、耐腐蚀性及环保性好、低温特性好、涂饰性卓越等优点。但这也对PDCPD所用的RIM工艺提出了更高的工艺技术要求。国外在PDCPD工艺上的技术较为成熟,已经在各领域得到了大范围的使用,但在国内PDCPD材料在工程机械应用比较多,在商用车领域应用仍然比较少,尤其是大型覆盖件上的应用,因为遇到的工艺问题较为棘手。对于RIM工艺常见的缺陷[1](零件飞边、混合不良、接缝与裂痕),前人提出了了相应的改善措施[2](改善分型面、改善密封结构、改善排气孔)。本文对PDCPD在商用车顶流罩制造过程中所出现的工艺缺陷进行分析,结合前人研究成果,提出了针对性的改善措施和整改流程,有效地降低了顶流罩的废品率,提升了PDCPD的材料利用率与零件成型的稳定性。文章对商用车 PDCPD顶盖设计及制造关键技术作简要论述,旨在为行业提供参考,指导PDCPD在车顶导流罩上的应用。
2 PDCPD应用优势及导流罩工艺缺陷分析
2.1 PDCPD应用优势
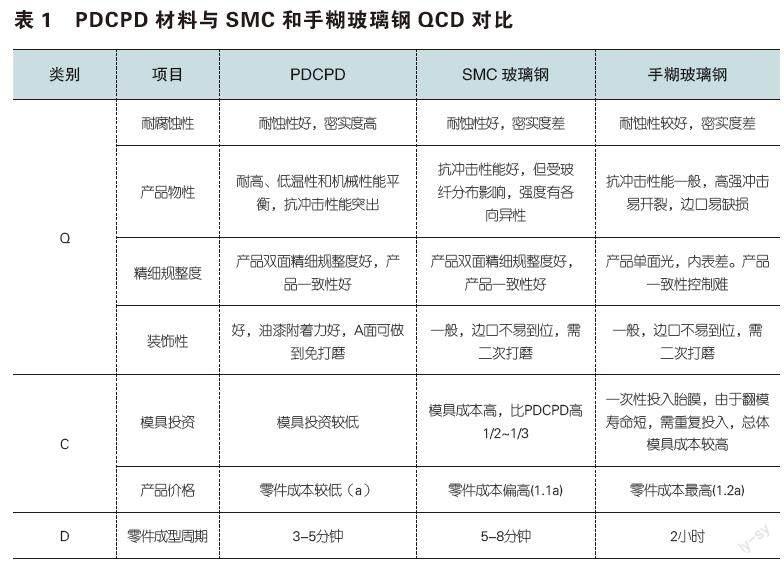
为了实现商用车的轻量化,本文选择顶导流罩作为首个试点零件,通过PDCPD顶导流罩结构设计、PDCDP模具开发、样件试装及可靠性试验等,验证采用PDCPD材料RIM工艺的可行性,待工艺成型性稳定后,则可逐步推广PDCPD材料工艺到其他外饰件(如:侧导流罩、侧护裙、顶盖等)上应用。按照QCD原则,PDCPD相比于车顶导流罩现生产的所用的SMC玻璃钢和手糊玻璃钢的优势如表1所示。可以看出,PDCPD在物理性能、成本和工艺生产周期上都有相应的亮点。但是在实际出件中,用PDCPD材料制作的车顶导流罩出现了缺料、飞边和反应不良等现象。
2.2 导流罩工艺缺陷分析
车顶导流罩主要由导流罩本体与骨架1与骨架2组成,如图1所示。本文针对实际生产过程中PDCPD可能出现的成型不稳定的风险,在11套制件(共33件)中选取了有工艺缺陷的零件进行分析,如图2所示,发现了有6个零件在不同程度上出现了BOSS柱缺胶、车顶导流罩骨架边缘打不满和部分边缘出现飞边、困气等现象,废品率达18%。在图2(a)中,用RIM工艺成型车顶导流罩零件的飞边由下往上,厚度逐渐增加,由0.5mm的厚度增加到2.5mm。我们抽取了问题件研究,其中本体怕平均飞边重量0.5kg,占本体净重的10%,内骨架1平均飞边重量为0.5kg,占产品净重50%,内骨架2平均飞边重量约0.3kg,占产品净重43%。可以看出,飞边问题严重影响材料的有效利用率,而且飞边问题主要发生骨架。此外,通过调查发现,零件打不满的现象都是出现在骨架零件上,文章通过骨架模具数模对所产生的工艺缺陷进行了逆向推理。
通过数模结构分析(图3),可以看出,内骨架1和内骨架2出在一个型腔上,骨架1从浇口到零件的末端几乎没有拐角,而骨架2的形状并没有骨架1形状平顺,从进胶位开始,经过了两次拐角,材料才流到零件末端,能量损失大,PDCPD料在没有充满型腔的过程中就已经开始发生了固化,这是骨架2零件打不满的要因。此外,通过测量数模零件壁厚的尺寸发现,整体壁厚为1.5mm,过窄的壁厚导致原料填充困难,增加的流动阻力,这也是导致BOSS柱缺料、骨架填充不满的要因之一。
为了解决零件飞边问题,研究对模具PL面情况、注射压力参数、锁模结构、合模动作分别进行了筛查[3],最后将工艺缺陷产生的原因定位到溢料槽的设计上。由图2可以看出,溢料槽的密封胶条(零件周围蓝色线条)距离零件的边缘有48mm,距离过远,这导致了飞边的尺寸过大,降低了材料利用率。
3 工艺技术改进与结果
3.1 工艺技术改进
为了保证RIM工艺的成型稳定性,本文对上述工艺缺陷进行了相应的改善。对于骨架2打不满的现象,试验通过改变骨架2进胶路线的长度,将原来410mm的进胶长度改为与骨架1一致的进胶长度(225mm),即把进胶位上提了185mm,并将零件1.5mm的壁厚改为3mm,用两种方法共同达成减少进胶的压力损失的目标,并将原来的进胶位置进行封堵与烧焊;对于骨架零件飞边严重,利用率低的现象,研究将原来离产品48mm的溢料槽改为距离零件10mm,并把两个零件分别应用的两个单独闭环的密封胶条改为一个整体,即如图4中所示的蓝色线条改为红色的线条,防止飞边尺寸过大,也满足零件对溢料槽的最小距离要求。针对BOSS柱缺胶问题,本文通过增加加强筋与将原来BOSS柱的加强筋加宽加厚,以增加排气量,避免困气导致的BOSS柱缺胶。
3.2 改进结果
经过上述改善措施,试验对改善后的模具再次进行打件验证,为了保证一致性,本次验证也打了11套制件(共33个零件),分别检查车顶导流罩、骨架1和骨架2的工艺缺陷情况,与之前18%的废品率相比,本次只在首件因机台参数没到位出现了1个废品,废品率下降到了3%,有了明显的改善,其中之前出现的缺料、飞边、BOSS柱缺胶现象都已不存在,其改善结果如表2所示。
4 总结
本文通过改变溢料槽、密封胶条的位置,优化进胶点位置、改变零件结构等方法,改善了RIM工艺上出现的飞边、打不满、BOSS柱缺胶等工艺缺陷,让PDCPD材料能稳定在顶流罩系统上使用。相对于以前车顶导流罩所使用SMC材料,使用PDCPD材料优化后的车顶导流罩重量为6.6kg,重量减轻了25.8%,同时相比与SMC材料制造的车顶导流罩的工装的投资可以减少50%-70%[4],为往后PDCPD在其他零件上的应用和应用中出现的工艺缺陷提供了解决的思路,有助于商用车零部件产业转型和新车型的环保、轻量化的再升级。
参考文献:
[1]王华山.塑料注塑成型中的故障与排除.北京:化学工业出版社,2006.
[2]周殿明.注射成型中的故障與排除.北京:化学工业出版社,2007.
[3]龙治帆. 塑料件注塑工艺及缺陷解决方法[J]. 现代制造技术与装备,2017,No.244(03):138+140.
[4]孙晓林,陈晶,聂琪林等.商用车PDCPD顶盖开发关键技术研究[J].汽车实用技术,2020,45(16):66-67.
猜你喜欢
电加工与模具(2022年5期)2022-11-15
模具制造(2021年10期)2021-11-20
锻压装备与制造技术(2021年3期)2021-08-13
模具制造(2020年12期)2020-02-06
石油化工建设(2019年6期)2020-01-16
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
童话世界(2017年8期)2017-05-04
