汽车底盘零部件用非调质冷镦钢开发与应用
2023-08-21 09:06王杨周蕾
汽车工艺与材料 2023年8期
王杨 周蕾
(南京钢铁股份有限公司特钢事业部,南京 210035)
1 前言
在汽车工业领域中,非调质钢的应用可显著降低汽车零件制造过程中的能源消耗[1],其不仅可以省略调质工艺过程、节省30%~40%零件制造能耗,还可以降低约20%成本。此外,采用非调质钢可减少零件调质过程中因淬火引起的变形、开裂,进而节省矫直工序。因此,非调质钢近年来被广泛应用于汽车零部件制造。
随着生产装备的升级和工艺技术的革新,非调质钢在经历多年的发展后,国内钢厂采用连铸材成功替代了模铸材,并批量应用于曲轴、连杆、凸轮轴等发动机关键部件。同时,在汽车底盘零部件生产中也有应用。然而,目前汽车用非调质钢在零部件成型过程中仍以热锻和温锻为主,冷锻较少。
为进一步拓展非调质冷镦钢在汽车底盘零部件制造领域的应用,本文旨在开发一种可同时满足多种零部件性能要求的材料,提高材料普适性同时降低生产制造成本。
2 材料设计
2.1 成分设计
与调质钢相比,非调质钢虽然有很多优势,但成本较高,主要表现在3 个方面:钢中合金含量增加,合金成本增加;冷变形过程中模具寿命有所降低,加工成本增加;关键部位零件需进行时效处理,后道处理成本增加。因此,合理的成分设计是非调质钢开发成功的关键。
非调质钢成分设计时,一般会添加微量合金元素,主要为V、Nb、Ti 和B 等。其中,最常见的是V 元素,质量分数一般为0.06%~0.13%。加入Ti 元素能够使珠光体片层间距得到细化,对提高材料韧性和强度有利。研究表明[4],含有Nb 元素的微合金非调质钢须配合适当的加热温度,才能在相变过程中形成具备钉扎晶界作用的NbC 粒子,起到阻止晶粒长大的作用。另外,普遍通过在非调质钢中添加质量分数为0.6%~1.5%的Mn 元素增大珠光体比例,同时减小珠光体片层间距,进而提高材料强度;添加Mn 元素还可以降低碳氮化合物的固溶温度,促进微合金碳氮化合物溶解。但非调质钢中Mn 元素的质量分数超过1.50%,将极易产生贝氏体组织。
此外,非调质钢主要依靠冷作硬化工艺提高强度,原材料成分设计时需要考虑性能与成本之间的平衡,在满足技术要求的同时实现低成本设计,本文采用铁素体+珠光体的设计思路,基于南钢非调质钢开发经验,采用Thermo-Calc 软件进行成分设计,所开发的汽车底盘零部件采用非调质冷镦钢,具体成分如表1 所示。
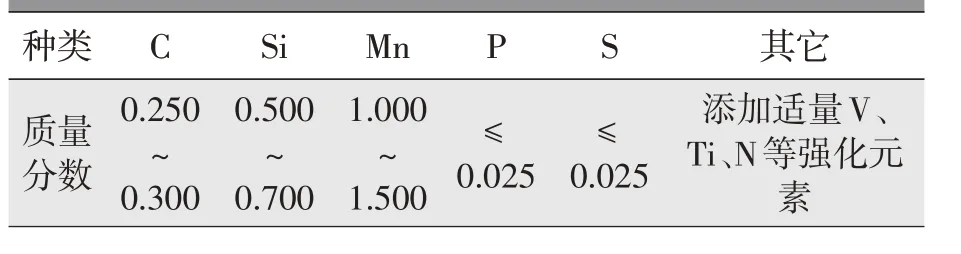
表1 汽车底盘零部件用非调质冷镦钢成分(质量分数)%
据表1 成分的目标范围值,采用Thermo-calc软件计算平衡相变点温度,如图1 所示,可知该成分下非调质冷镦钢的熔点为1 499 ℃,奥氏体转变结束温度A3=802 ℃,珠光体-奥氏体转变温度A1=718 ℃。
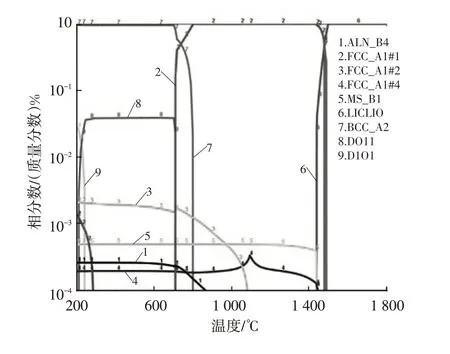
图1 汽车底盘零部件用非调质冷镦钢平衡态相图
2.2 炼钢工艺设计
为提高钢水纯净度、改善铸坯偏析,满足成品盘条非金属夹杂物要求,本文针对电炉出钢、炉外精炼、真空脱气以及连铸工序关键环节重点管控,具体要求如下:电炉出钢控制P、C 以及钢水温度,确保出钢氧位处于较低水平;炉外精炼(Ladle Fur⁃nace,LF)采用专用渣系,严格控制精炼时间,实现质量分数控制:C±0.01%、Si±0.03%、Mn±0.02%;真空处理严格控制真空度、高真空保持时间,确保钢水中氢含量≤2.0×10-6,同时控制静搅时间及氩气流量,确保夹杂物充分上浮;连铸过程采用氩封全保护,防止钢水二次氧化。借助结晶器电磁搅拌及末端轻压技术,实现与拉速、二冷强度、过热度间的最佳匹配,确保铸坯质量、连铸坯碳偏析指数为0.96~1.04。采用恒拉速浇铸基于塞棒控制系统确保浇铸过程结晶器液面平稳。
为掌控钢水浇铸过程中过热度变化情况、确保过热度变化处于受控状态,除了在现场采用传统经验公式外,本文还采用了文献[5]中的液相线预测模型在线辅助,实现“双保险”实时监控。
农业生产量的高低是由小型农田水利建设完善程度来决定的。因此,应当对小型农业水利设备的使用加以重视,并对其不定期地进行检查和维修,以确保农田水利设备能发挥出更大的作用。此外,在充分运用现有小型农田水利设施的过程中,应积极预防一些可能对小型农田设施造成损坏的不确定因素。
2.3 轧钢工艺设计
为获得目标组织、满足预期性能,本文基于测定的连续冷却转变(Continuous Cooling Transforma⁃tion,CCT)曲线(图2)制定了汽车底盘零部件用非调质钢控温-控轧-控冷工艺,具体生产工艺流程:铸坯→坯料修磨→坯料探伤→加热→除鳞→连轧→减定径→吐丝→斯太尔摩风冷线→卷取→成品酸洗→表面、尺寸检测→性能检测→包装入库。
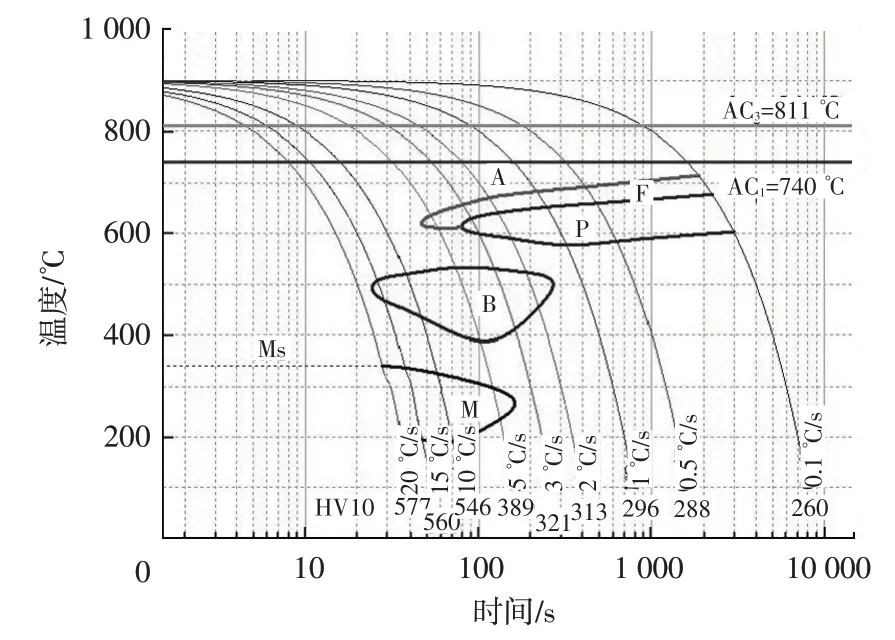
图2 汽车底盘零部件用非调质冷镦钢CCT曲线
为充分发挥Ti、V、N 的复合作用,采用高温加热,确保Ti、V、N 全部固溶于奥氏体基体;为彻底去除钢坯表面氧化铁皮,设置除鳞水压力≥18 MPa;为获得铁素体+珠光体组织,结合CCT 曲线,控制冷却速度低于1 ℃/s。同时,为获得超细晶粒,对连轧及吐丝后斯太尔摩风冷线关键环节进行管控,具体控轧控冷工艺参数如下:
a.精轧温度≤980 ℃;
b.终轧温度≤860 ℃;
c.吐丝温度≤850 ℃。
为保证成品盘条表面质量,满足成品盘条1/3冷顶锻不开裂要求,轧制时需从以下4 个方面进行管控:
a.卷取过程中采用特制鼻锥进行防护,防止形成擦划伤;
b.端部防护,防止钢带/钢线勒伤;
c.严格控制打捆压力,防止形成挤压伤;
d.成品运输采用精品物流,防止运输过程中产生磕碰、擦划伤等影响产品使用的表面缺陷。
3 材料开发
按照本文设计的成分及工艺试制,成品盘条主要规格为Φ14~Φ22 mm,经金相制样后采用蔡司显微镜进行组织观察,组织为铁素体+珠光体,如图3 所示。
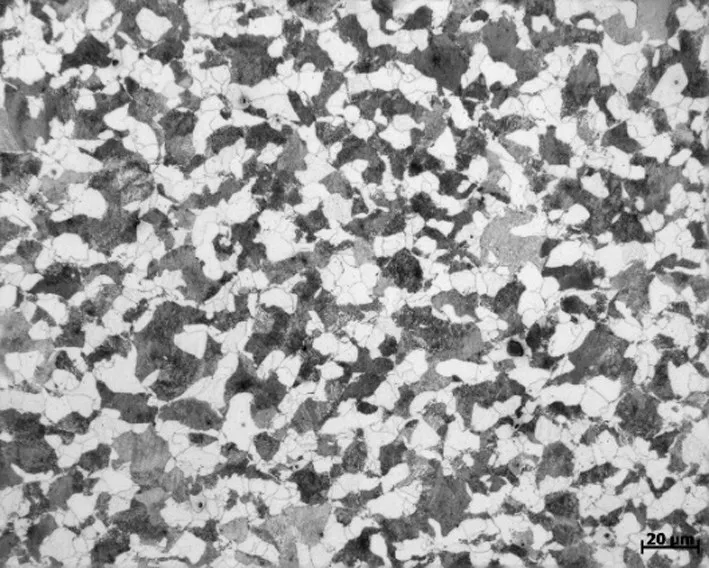
图3 汽车底盘零部件用非调质冷镦钢热轧态组织(500×)
实际晶粒度为9~10 级,全脱碳为零,总脱碳层深≤0.5%D(D为盘条直径),具体数值如表2 所示。

表2 不同规格非调质冷镦钢组织类型、实际晶粒度、脱碳层深
按照GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》中A 法对非调质冷镦钢中非金属夹杂物进行评级,结果如表3 所示。A 细≤1.0 级,A 粗0 级,B 细≤0.5 级,B 粗0 级,C 类0 级,D 细≤1.0 级,D 粗0 级,Ds 类0 级。
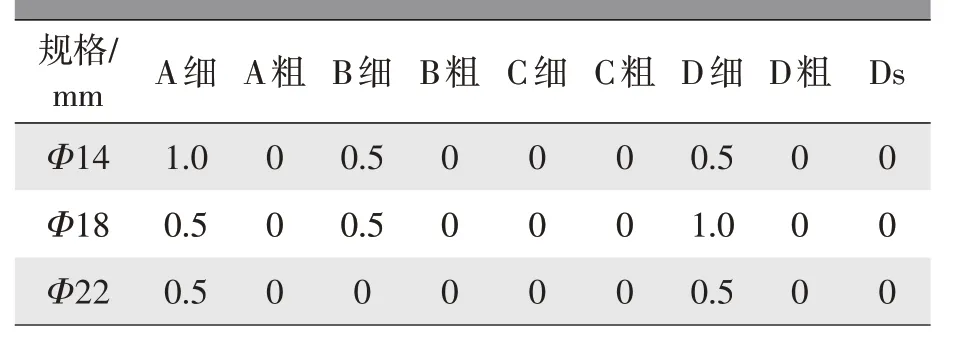
表3 不同规格非调质冷镦钢非金属夹杂物评级
按照GB/T 228.1—2021《金属材料 拉伸试验第1部分:室温试验方法》进行热轧盘条力学拉伸试验,测试数据如表4所示,抗拉强度为740~750 MPa,散差为10 MPa,延伸率为22%~24%,面缩率为52%~62%。按照YB/T 5293—2022《金属材料顶锻试验方法》进行热轧盘条1/3 冷顶锻试验,顶锻后试样表面均无裂纹。
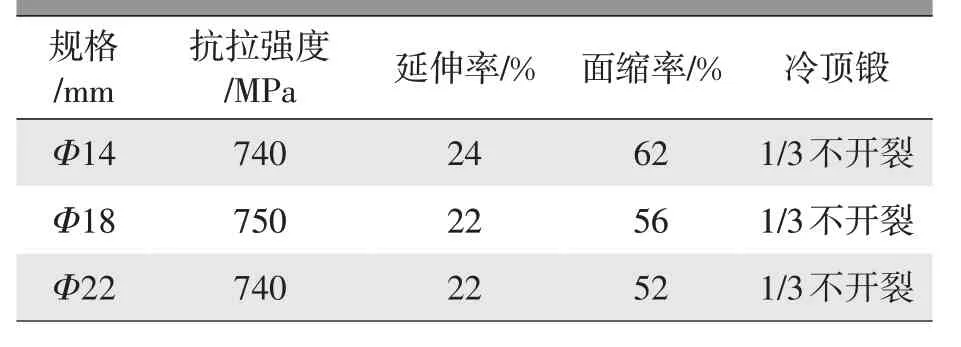
表4 不同规格热轧盘条力学性能、冷顶锻性能
4 材料应用
4.1 转向球销
试制盘条经下游用户直抽成精线后进行冷镦成型,具体生产工艺流程为:盘条→酸洗(抛丸)→磷皂化→拉拔→冷镦→滚丝(搓丝)→车削加工→涡流探伤→表面处理→包装。传统工艺流程为:盘条→球化退火→酸洗(抛丸)→磷皂化→拉拔→球化退火→酸洗(抛丸)→磷皂化→拉拔→冷镦→滚丝(搓丝)→调质→车削加工→涡流探伤→表面处理→包装。
针对转向球销零件,为满足成品性能要求的同时冷镦过程不开裂,本文联同下游用户从整个产业链全局考虑,基于本文成分和工艺设计,考虑下游用户不同零件型号对应原材料线径的要求,将精线改制过程中拉拔减面率控制在8%~15%,最终实现非调质工艺替代传统的调质工艺,得到国外知名主机厂一级供应商的认可,并实现转向球销用非调钢全面量产。
4.2 10.9级螺栓
试制盘条经下游用户直抽成精线后进行冷镦成型,具体生产工艺流程为:盘条→酸洗(抛丸)→磷皂化→拉拔→冷镦→滚丝(搓丝)→稳定化处理→涡流探伤→表面处理→包装。传统工艺流程为:盘条→球化退火→酸洗(抛丸)→磷皂化→拉拔→球化退火→酸洗(抛丸)→磷皂化→拉拔→冷镦→滚丝(搓丝)→调质处理→涡流探伤→表面处理→包装。
针对10.9 级螺栓零件,由于前期采用非调质钢面临各种各样的难题,目前仍以调质处理为主。为了确保采用非调钢制成的零件在整个精线改制过程中不显著降低模具寿命的同时在冷镦过程中不开裂,本文联同下游用户从整个产业链全局考虑,基于本文成分和工艺设计,考虑下游用户不同零件型号对应原材料线径要求不同的因素,将精线改制过程中拉拔减面率控制在25%~35%;同时为了进一步保证成品性能满足10.9 级螺栓要求,零件制成毛坯件后进行稳定化处理,最终成功开发出免球化退火免调质的新工艺,确保成品螺栓各项性能指标达到GB/T 3098.15—2023《紧固件机械性能不锈钢螺母》中10.9 级螺栓要求。
4.3 刹车系统导杆
试制盘条经下游用户直抽成精线后进行冷镦成型,具体生产工艺流程为:盘条→酸洗(抛丸)→磷皂化→拉拔(减面率10~20%)→冷镦→滚丝(搓丝)→涡流探伤→表面处理→包装。传统工艺流程为:盘条→调质→酸洗(抛丸)→磷皂化→拉拔→冷镦→滚丝(搓丝)→涡流探伤→表面处理→包装。
针对刹车系统导杆零件,目前以进口材料为主,为了达到成品性能要求,进口材料需要先对热轧盘条进行调质处理后再进行冷镦成型。为了进一步发挥非调钢的优势,本文联同下游用户从整个产业链全局考虑,基于本文成分和工艺设计,最终在精线改制环节成功采用非调质工艺替代进口材料的调质工艺。同时为确保成品零件各项性能指标满足用户要求,将精线改制过程中拉拔减面率控制在10%~20%。
5 结束语
本文采用供应商早期介入开发模式,借助Thermo-Calc 软件进行成分设计,同时结合CCT 曲线制定了控温-控轧-控冷工艺,联同下游用户开展全产业链产品开发与应用。基于本文设计的成分及工艺,成功开发出一种能同时满足多种汽车底盘零部件性能需求的非调质冷镦钢,进一步拓展了汽车底盘冷锻用非调质钢的应用领域,降低了零部件制造成本。
猜你喜欢
昆钢科技(2022年1期)2022-04-19
装备制造技术(2021年2期)2021-07-21
广东交通职业技术学院学报(2020年4期)2021-01-21
装备制造技术(2020年2期)2020-12-14
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21
中国机械工程(2016年21期)2016-12-24
中小企业管理与科技·上旬刊(2016年9期)2016-05-14