基于Moldflow的滑块零件变形优化
2023-08-27 04:27林颖胡光良严胜义应佳豪温英兰
汽车电器 2023年8期
林颖 胡光良 严胜义 应佳豪 温英兰


【摘 要】以某车型的内部结构件为研究对象,其中结构件使用结晶材料(含玻璃纤维),结合T0零件,使用Moldflow软件解析产品翘曲原因,使用预变形手段优化产品的翘曲变形,使产品变形量满足要求。
【关键词】结晶材料;玻璃纤维;翘曲;预变形
中图分类号:U463.6 文献标志码:A 文章编号:1003-8639( 2023 )08-0070-03
Optimization of Sliding Block Part Deformation Based on Moldflow
LIN Ying,HU Guang-liang,YAN Sheng-yi,YING Jia-hao,WEN Ying-lan
(Wenzhou Changjiang Automotive Electronics Co.,Ltd.,Wenzhou 325000,China)
【Abstract】The internal structural parts of a vehicle model were taken as the research object,in which the structural parts were made of crystalline materials(including glass-fiber),combined with T0 parts,Moldflow software was used to analyze the reasons for warping of products,and pre-deformation method was used to optimize the warping deformation of products,so that the deformation of products could meet the requirements.
【Key words】instrument panel frame;fiber orientation;warping;pre-deformation
本文以座調类开关的内置结构件为研究对象,利用Moldflow软件对含玻璃纤维材料零件翘曲变形原因进行分析、优化。
一般座调类开关装配在汽车座椅上,4/8向座椅调节功能的实现是:按钮受力后,内部滑块作为承接件,通过滑块移动带动微动开关,使得座椅前后上下移动。而滑块作为受按压力的承接件,要求有较大的刚性抵抗变形,良好的尺寸稳定性避免装配缺陷。但由于该类零件精密,尺寸要求严格,所以对零件的变形能力有着较高的要求。
通过对塑件的填充形式、玻纤维排布等分析结果,探究分析其产生变形的原因,从浇口、工艺参数、模具设计等方面提出优化方案,有效地解决零件变形问题[1]。
1 变形的影响因素
1)零件:壁厚,结构设计(是否对称)。
2)材料:结晶性或非结晶性。
3)模具:浇口形式及位置。
4)工艺:零件成型的工艺参数设置。
2 对于结晶材料(含玻璃纤维)产生变形的机理
1)含纤维材料的零件变形,受各项异性的影响,流动方向的收缩率小,流动垂直方向的收缩率大,因此产生的收缩率的不同,流动方向大于垂直方向。
2)贴近模具壁表层,融料固化快,分子间来不及配向,即固化,配向差。次表层固化慢,但是剪切大,分子配向最严重。愈往中间方向,剪切变低,分子配向最为混乱[2]。
3)分子链的配向受流动影响,所以零件的浇口位置也决定了熔体的流动趋势。
3 零件变形分析
3.1 零件基本情况
零件名称:坐垫调节滑块;零件尺寸:34.2mm ×16mm×13.9mm;零件基本厚度:主壁厚1.5mm;零件材料:POM类,牌号为GF25 FG2025 NAT(本),韩国工程,为银牌材料(图1)。
材料主要成型参数为:顶出温度142℃,最高熔体温度220℃,最高模具温度100℃,最大剪切应力0.45MPa,最大剪切速率40000s-1。
背景介绍:此零件为结构件,没有外观要求,要求变形不超过±0.05mm,如图2所示。
3.2 变形分析
材料中含玻璃纤维,为保证玻璃纤维取向的一致性,浇口位置一般选择放在短边填充,浇注系统及充填时间如图3、图4所示。
前期评审中,利用Moldflow软件对数据进行分析,了解到零件存在一定翘曲变形,因为受结构等因素限制,所以使用预变形手段优化变形,如图5所示。模具设计预变形是将模具型腔设计为塑件变形的反方向,相当于对塑件的变形做反向补偿,使成型后的塑件尺寸达到品质要求[3]。
4 实际零件变形情况
从功能使用要求上来看,需要重点关注零件Z向变形,从变形分析结果可知,其最大变形为0.21mm,其中结构匹配间隙为0.1mm,要求变形不超过±0.05mm,模具增加预变形后,产品变形基本OK。
但是零件装配后在旋转移动过程中,手感上存在轻微卡顿,零件实际变形如图6、图7所示,边缘位置仍存在约0.10mm的变形值。
所以为保证零件匹配及功能实现,需要对零件平面变形量进行优化处理。零件整体Z向变形如图8所示,并对边缘位置进行打点测量(图9)。
5 零件变形原因
5.1 分解不同效应对变形的影响
零件的翘曲变形一般受4个方面的因素影响,分别是冷却不均、收缩不均、取向效应以及角效应。4个不同效应影响下的Z向变形结果见图10。
5.2 翹曲变形原因分析
由图10可知冷却不均、收缩不均、角效应3个因素引起的变形较小,其中取向效应的Z向变形趋势与总变形中的Z向变形最相似,且在取向效应的影响下,导致零件翘曲值最大为0.14mm。
查看平均玻璃纤维取向的分布结果图,可知该零件的玻璃纤维取向如图11所示。
结合图10、图11可得结果。
1)玻璃纤维的取向方向与料流流动方向相同,且玻璃纤维主要聚集在流动方向的两边。
2)在浇口附近:玻璃纤维堆积较少,玻璃纤维堆积较少的地方材料收缩将走收缩率的上限,导致收缩较大。
3)在流动末端:玻璃纤维堆积较多,玻璃纤维堆积较多的地方材料收缩将走收缩率的下限,导致收缩较小[4]。
所以,因玻璃纤维取向和堆积的多少产生的收缩不平衡是导致含玻纤零件变形的根本原因。
6 优化模具结构
6.1 零件T0试模
前期方案使用预变形手段,优化零件变形,装配后,发现手感上存在轻微卡顿问题。经排查得知,模具预变形未完全按照方案进行修改(图12),因为单边减胶的方案,导致零件胶厚不一致(图13)。多胶位置导致产品卡顿,为满足产品使用功能,要求壁厚需一致,模具预变形优化。
6.2 零件T1试模
为保证零件变形满足要求,模具预变形需继续整改优化。由于已经有实际产品,在MOLDFLOW软件中结合实际工艺参数分析,导出反变形,借助MOLDFLOW软件的预变形分析功能,估计预变形数值,修改更新模具预变形。
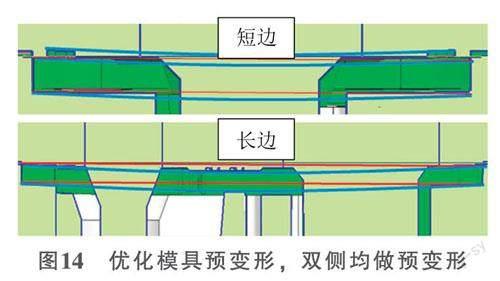
针对零件上下表面,优化方案如图14所示。
1)短边:按短边中心线,前模减胶(蓝线)0.15mm,后模加胶(蓝线)0.15mm。
2)长边:按长边中心线,前模渐变减胶(蓝线)0.20mm,后模渐变加胶(蓝线)0.20mm。
将修改后的零件重新导入Moldflow进行分析,查看优化后的零件翘曲(图15)。
在T1试模时候,需要使用T0的注塑工艺参数,在保证注塑工艺的稳定一致上,尽可能地满足优化分析、实际注塑与T0时保证高度一致,T1零件通过蓝光扫描实测变形为0.04mm(图16),零件实测壁厚如图17所示,最终使得零件符合功能使用要求。
7 总结及结论
基于此研究总结出了针对使用POM含玻纤的小型零件优化方案,为后续类似零件的开发提供指导和参考。
注意事项如下。
1)针对玻璃纤维类零件变形,浇口位置需放置短边,保证料流的均匀一致性。
2)使用模具预变形手段,优化产品变形。
为保证产品的合格率,前期设计中需注意关键尺寸要求,以及模具数据输出的准确率,这样可降低零件开发成本,避免资源浪费,增加生产效率,提高公司的市场竞争力。
参考文献:
[1] 郭银风,严胜义,宋小尉. Moldflow注塑成型之零件变形优化[J]. 汽车博览,2020(3):18,31.
[2] 陈嘉真. 塑料成型工艺与模具设计[M]. 北京:机械工业出版社,1995.
[3] 王金海,梁卫海,李岩,等. CAE分析在改善模内注射塑件翘曲变形中的应用[J]. 模具工业,2016,42(7):15-18.
[4] 王良柱,徐静. 基于Moldflow的汽车仪表板本体骨架变形分析及结构改进[J]. 塑料工业,2021(3):59-63,68.
(编辑 杨凯麟)
作者简介
林颖(1999—),女,助理工程师,主要从事CAE分析工作。