
一起滑行车类游乐设施轨道对接焊缝开裂的案例分析
2023-09-08 00:54陈亚文周显元
中国特种设备安全 2023年8期
成 浪 陈亚文 周显元
(湖南省特种设备检验研究院 长沙 410117)
2022 年3 月2 日,笔者和同事在某游乐场内对1台某厂新生产的滑行车类大型游乐设施进行轨道对接焊缝探伤时发现,其轨道对接焊缝存在细小裂纹。继续打磨后复探,发现裂纹扩大呈蛛网状,按照作业指导书的要求进行扩探50%,发现轨道对接焊缝存在大量焊接裂纹缺陷。随即要求生产单位对轨道对接焊缝进行100%无损探伤。
1 问题描述
按照《游乐设施监督检验规程(试行)》中2.5项的要求,对20%的轨道对接焊缝进行磁轭法探伤[1],使用A1-30/100 型标准试片,灵敏度符合要求。经过探伤发现,圆形轨道对接环焊缝存在多处明显裂纹。后期对全部轨道对接焊缝进行100%的无损探伤发现,裂纹主要分布在第11 至第18 立柱之间的轨道对接焊缝,为坡度较大的部分。裂纹主要集中于焊缝旁边1 ~5 mm 处( 见图1、 图2), 位于焊接热影响区。

图1 轨道对接焊缝裂纹1

图2 轨道对接焊缝裂纹2
根据生产单位设计要求,安装时在轨道对接处加装了一个φ65 mm×3 mm 的内衬环,但是与轨道内壁之间存在间隙。当轨道对接焊缝裂纹完全开裂时,内衬环只能起到一时的支撑作用,很可能会直接从轨道对接处脱落,无法持久起到支撑保护作用。这对于设备的运行安全以及乘客的人身安全是一个极大的安全隐患。
2 焊接工艺及检验要求
根据生产单位的焊接工艺要求,轨道对接焊缝焊接方法为SMAW 手工电弧焊,坡口夹角为60°,坡口深度为2 mm,分内外两道。焊接材料为J422(即E4303)焊条,要求焊条受潮严禁使用,需经过150 ~170 ℃烘焙后使用,保温时间为30 ~60 min。焊接过程如下:
1)焊前检查,清除被焊处附近 20 mm 范围内油、锈、水等杂物直至露出金属光泽,检查坡口角度及尺寸。
2)组对检验,坡口间隙、错边量等应符合设计图样规定及施工要求。
3)点焊固定,点焊长度为 10 ~20 mm。
4)在定位焊缝上引弧。
5)应对前一层焊缝仔细清渣,特别是死角处的熔渣更要清理干净。
6)清渣,表面检查合格、按序施焊,层与层间清渣。
7)不允许有漏焊、夹渣、气孔、裂纹及咬边等缺陷。
8)打磨后焊缝与母材应平滑过渡。
9)在施焊记录中记录焊工代号。
10)检测方法为VT 和MT,检验标准为GB/T 34370.2—2017《游乐设施无损检测 第2 部分:目视检测》和GB/T 34370.3—2017《游乐设施无损检测第3 部分:磁粉检测》。
3 资料审查及标准要求
该设备为2021 年9 月制造完成出厂,2021 年12月完成安装调试。查询生产单位提供的设计文件鉴定以及型式试验报告规定,该轨道为圆钢轨道,选用钢材为20#钢,尺寸为φ76 mm×4 mm,为外购部件。现场复验尺寸与资料相符合。
根据GB/T 18159—2019《滑行车类游乐设施通用技术条件》中附录A 规定,该设备轨道采用对接接头对接焊缝,焊缝等级为Ⅱ级[2];GB 8408—2018《大型游乐设施安全规范》中6.4.6.2 条规定,应对Ⅱ级焊缝进行100%磁粉无损检测、100%目视检测[3]。磁粉无损检测方法按GB/T 34370.3—2017 相关规定进行,合格级别为I 级[4]。
4 材质分析
在现场截取了一段φ76 mm×4 mm 的圆钢轨道进行了金相分析和光谱分析,金相组织形貌见图3。
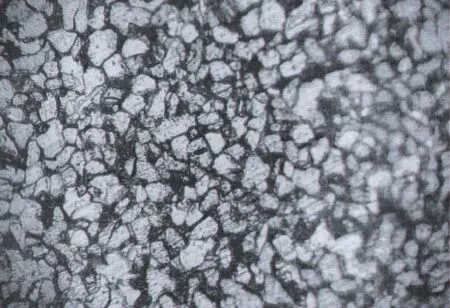
图3 轨道钢显微组织(200×)
由图3 可知,主要材质为铁素体+珠光体,符合20#钢热轧状态下显微组织。光谱分析(见表1)显示,钢材硫、磷等杂质含量没有超标,符合20#钢的特征要求。
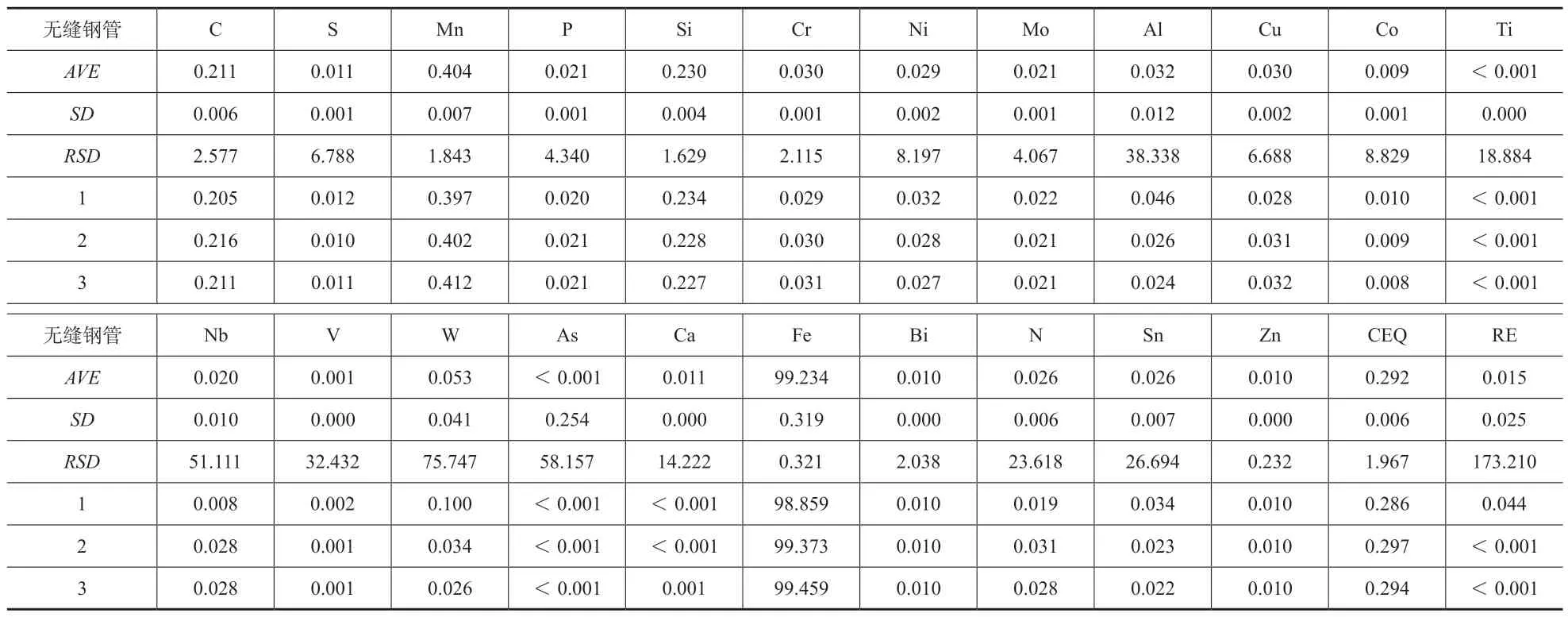
表1 光谱分析数据%
5 原因分析
5.1 施焊环境不符合要求
根据GB 50661—2011《钢结构焊接规范》中7.5项的要求:“当焊接作业处于下列情况之一时严禁焊接:
1)焊接作业区中相对湿度大于90%;
2)焊件表面潮湿或暴露于雨、冰、雪中。
焊接环境温度低于0 ℃但不低于-10 ℃时,应采取加热或防护措施,应确保焊接处各方向不小于2倍板厚且不小于100 mm 范围内的母材温度,不低于20 ℃或规定的最低预热温度二者的较高值,且在焊接过程中不应低于这一温度。”[5]
经调取监控记录,施焊时现场环境为下雨天,温度为2 ℃,湿度达98%。现场环境不符合该轨道对接焊缝施焊要求,且焊接工人未做相应焊接区域的防护措施。
5.2 施焊前未对焊条进行再烘干及保温处理
根据GB 50661—2011 中7.2.3 项的要求,“酸性焊条保存时应有防潮措施,受潮的焊条使用前应在100 ~150 ℃范围内烘焙1 ~2 h。”[5]焊材使用前,焊丝需去除油、锈;保护气体应保持干燥。除真空包装外,焊条、焊剂应按产品说明书规定的规范进行再烘干,经烘干之后可放入保温箱内(100 ~150 ℃)待用。现场施焊时,焊条开封后,焊接工人便将焊条放置在施焊现场旁边,被雨水打湿。焊接工人违规采用湿焊条施焊。
5.3 裂纹产生机理
根据《焊接冶金原理》,按照裂纹形成的本质特征,可分为热裂纹、冷裂纹、再热裂纹等几大类[6]。
此次案例中轨道对接焊缝裂纹属于其中的冷裂纹。1)由于施焊人员在焊接过程中没有清除被焊处附近20 mm 范围内油、锈、水等杂物,坡口表面存在铁锈、油污等附着物,这些附着物存在一定形态和数量的水分,在焊接冶金过程中,释放出来的氢被焊接熔池吸收,导致金属中的氢增加;2)由于是露天作业,没有采取遮雨措施,雨水极有可能滴入熔池,也会增加焊缝内部氢含量;3)没有密封的焊条在放置过程中会吸附空气中的水蒸气,尤其在潮湿的天气,焊条药皮吸收水分很快。用潮湿的焊条进行焊接,也会增加氢的产生。焊接时,电弧高温会使水分热分解产生氢,由于焊接环境温度低,增加了焊接热影响区与焊接母材之间的温度梯度,就会导致焊缝及热影响区的冷却速度增大。焊缝及热影响区冷却速度过快,过多的氢气来不及从金属晶格逸出即被固化的金属包裹在焊缝及热影响区中。因此,焊缝过多的氢含量是造成此案例中裂纹产生的主要因素,根据现场观察,焊接裂纹主要分布在焊接热影响区,大部分平行于焊缝走向,这属于典型的氢致裂纹。
6 改进措施
6.1 严格控制焊接工艺
根据焊接工艺的要求,焊前对焊口及附近进行清理,清除被焊处附近 20 mm 范围内油、锈、水等杂物直至露出金属光泽。在低温环境下,可按照GB 50661—2011 中7.5 项的要求,在施焊处各方向不小于2 倍板厚且不小于100 mm 范围内的母材温度,加热至20 ℃[5]。原则上一条焊缝应一次焊接完成,若有中断,在重新焊接前应仔细检查和清渣。如发现缺陷,应进行处理,达到合格后,方可重新预热施焊。对轨道对接焊缝等重要焊缝应当进行100%磁粉探伤和部分内部探伤。如发现质量问题,及时反馈。无损检测人员须取得相应资格的特种设备无损检测人员证书后,才能从事相应的工作。
6.2 加强焊条现场管理
为防止焊条受潮,生产单位应加强焊条的保管措施:不随意拆开焊条包装,尽量做到现用现拆,焊完后将剩余的焊条密封起来。焊条必须存放于通风良好、干燥的材料库中。焊条的发放和使用管理采取以下措施:碱性低氢型焊条在使用前必须烘干,一般为350 ℃,烘干1 h。缓慢加热,保温、缓冷。烘干后的碱性低氢焊条最好放入另一温度控制箱内(80 ~100 ℃) 存放, 随用随取。 酸性焊条在100 ~150 ℃范围内烘焙1 ~2 h。焊条放在保温筒内。保温筒在使用时要及时关闭,在保温筒内可放适量硅胶以吸潮。焊工在焊接过程中,手中不得有多余焊条,以减少焊条受潮机会。一次领出用不完的焊条,下次用时重新烘干。焊条烘干次数不得超过2 次。
另外,在焊条药皮中加入适量的CaF2,熔渣中含有的CaF2能够从氢的氧化物当中夺取氢,生成化学性质更稳定且不溶于液体金属的HF 气体,降低了氢在焊接气氛中的浓度和活度,抑制氢与液体金属的冶金反应,最终降低焊缝金属中的含氢量[6]。
6.3 加强焊接质量管理
生产单位应当明确关键焊接质量控制点,尤其是对于需要在安装现场进行施焊的重要焊缝,要由公司的技术质量部门进行重点跟踪和监控。保证现场焊接条件符合焊接工艺要求,焊接人员按照焊接工艺要求进行施焊。在没有确认重要焊缝符合相关技术标准要求时,不应当进行下一步施工。
6.4 加强轨道日常检查
该设备轨道对接焊缝多处进行了重新打磨补焊,使用单位以及检验人员应将轨道相关检查项目作为重点检查对象,增加检查频次,定期对轨道对接焊缝进行无损检测。发现焊缝异常,应及时通知生产单位并告知当地特种设备监察机构,对轨道进行安全评估。
7 结束语
目前,大多数滑行车类大型游乐设施轨道连接都涉及对接焊缝,现场施焊安装,现场的施焊环境以及施焊条件难以与在厂房车间内的作业条件相比较。
部分生产单位在圆钢轨道对接处增加了内环,以提高焊接的可靠性,减少焊趾的未焊透,同时一定程度提高了轨道的可靠性。在焊缝开裂,轨道断开的情况下,内环可以对轨道起到一定的支撑作用。因此,部分安装人员及使用单位维保人员对轨道焊缝产生裂纹危害性的警觉性降低了,没有引起重视。可以考虑改进生产工艺,将轨道连接方式改为轨道对接焊缝+螺栓连接的方式,更加安全有效。
因此更需要加强此类大型游乐设施安装现场质量控制,同时,也提醒检验人员,应当对大型游乐设施现场安装的质量加强检验。
猜你喜欢
小天使·聪聪画刊(2022年2期)2022-03-24
少儿美术(2021年3期)2021-04-26
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
现代园艺(2018年1期)2018-03-15
——新春游乐汇
琴童(2016年2期)2017-01-17
汽车实用技术(2016年1期)2016-12-24
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年11期)2015-07-18
