串焊机焊头冷却改造方法研究
2023-09-15 09:14刘攀刘丹王鑫
机械工程师 2023年9期
刘攀,刘丹,王鑫
(1.山西潞安太阳能科技有限责任公司,山西 长治 046000;2.北京北方车辆集团有限公司,北京 100072)
0 引言
串焊机是制作光伏组件的重要设备,焊头是焊接机的核心部位,其主要功能[1]为:在焊带和电池片栅线周围产生交变的磁场,使处于磁场当中的焊带及电池片栅线产生涡电流,从而使焊带和电池片栅线产生热量,将焊带融化并与电池片栅线上的银浆融合,通过冷却达到将焊带焊接到电池片上的目的[2]。连续生产过程中由于焊头部位散热不良,持续出现由于散热不良导致的焊头变压器、电路板烧坏的现象[3]。在车间未改造前1个月焊头变压器被烧坏20~30块,焊头电路板被烧坏3~4块,导致焊接机设备停机故障,严重影响车间生产效益。本文针对此现象提出有效改进措施,以便为后续发生类似问题提供参考。
1 焊接机工作原理
1.1 设备原理及功能
串焊机设备工作原理[4-5]是利用机械传动机构进行电池片搬送,在加热底板上利用热风管的高温气体对电池片进行焊接。串焊机主要用途是:AB两侧可独立运行,把电池片吹分开,经过检测矫正后,放置于传输带上,然后根据要求,在红外线照射下,用焊带电池片焊接成串,实现从电池片上料到电池串出料的全自动加工。
1.2 设备技术要求
设备要求焊带规格为9栅,焊带直径范围为0.3~0.45 mm(±0.05 mm),随机配ϕ0.35 mm规格;焊丝外观要求:表面无漏铜、锡珠、黑斑、伤痕和超过允许偏差的锡渣等缺陷,涂层同心度一致,表面呈光亮金属色,收卷排线平整均匀。焊接方式为红外线焊接,助焊剂为焊带浸泡式。焊接底板有预热功能,焊接温度可调,上料方式为电池片堆叠式,可暂放3个以上的承载盒。机器人为雅马哈四轴机器人,串焊机自带保养提醒功能,AB侧可独立设定保养周期。焊带供料预留到共12个焊带盘位置,最大焊带盘质量为12 kg/盘,可兼容不同焊带厂家的卷盘装置。焊带用完,串焊机自动结束当前串,并具有提示更换焊带的功能。下料电池片串由输送带送至串焊机尾部。
1.3 电磁焊头功能及原理
串焊机电磁焊头的主要功能为[6-7]:在焊带和电池片栅线周围产生交变的磁场,使处于磁场当中的焊带及电池片栅线产生涡电流,从而使焊带和电池片栅线产生热量,将焊带融化并与电池片栅线上的银浆融合,通过冷却达到将焊带焊接到电池片上的目的。电磁焊头结构如图1所示。

图1 电磁焊头结构图
2 焊头散热不良引发的设备故障
由于焊接机焊头长期工作在交变磁场作用下,涡电流产生的高温极易烧坏焊头变压器、电路板,造成现场设备故障停机,影响车间正常生产。现场焊接机焊头部位散热不足,大量高温堆积后将焊头电路板烧坏,焊接机每块电路板都带有程序,电路板和变压器的购买价格昂贵,且电路板更换后被烧坏的可能性依旧较大。车间现场焊头散热不良引发的设备故障现象如图2和图3所示。

图2 焊头变压器不良对比图

图3 焊头电路板不良对比图
3 焊头冷却改造的技术方案
3.1 单螺纹连接改为双螺纹连接
将焊头变压器连接由单螺纹连接更换为双螺纹连接,如图4所示。双螺纹连接可以增加其接触面积,相当于增大其导电面积,根据电阻公式R=ρL/s,密度ρ和长度L不变的情况下,导电面积s增大后,电阻R减小;根据发热量公式Q=I2RT,电流I和时间T不变的情况下,电阻R减小后,焊头变压器发热量Q减少。方案实施后,焊头变压器散热比此前有所提高,但是仍旧出现焊头变压器、电路板被烧坏的现象。

图4 双螺纹连接图
3.2 增加冷却管
考虑到现有冷却管数量不足,采取增加冷却管的措施,如图5所示。正常运行状态下,冷却管跟随机器不停地往焊头上吹气、持续降低焊头温度,经过实际验证,可有效降低焊头变压器、电路板烧坏比例。

图5 增加冷却管图
3.3 更改冷却方式
水冷是通过冷却液把热量带走,保持了热源接触处的温差,提升了导热效率,而且由于水的比热容高,升温慢,吸热能力强[8],再加上水是流动的,主动提升了交换速度,所以水冷要比风冷效果好,故将焊头冷却方式改为液体冷却。经过实际验证,焊头散热得到很大提升。焊头冷却方式对比如图6所示。

图6 焊头冷却方式对比图
3.4 增加排烟风机
由于设备高温焊接后产生白色颗粒烟雾,容易附着于焊头部位,影响焊接机焊头温度,间接导致高温烧坏电路板故障。增加焊头处的排烟风机,正常运行状态下风机转动,高温白烟经过风扇吹走,可以有效降低焊头温度,如图7所示。

图7 增加排烟风机图
经过以上技术方案的改进,目前焊接机运行1个月内未出现变压器、电路板被烧坏的现象。
4 改造后故障率和效益分析
4.1 焊头改造后故障率对比分析
如图8所示,通过焊头改造后故障率对比分析可以看出:焊头变压器和焊头电路板烧坏个数明显减少,焊接机焊头故障率呈直线下降趋势。
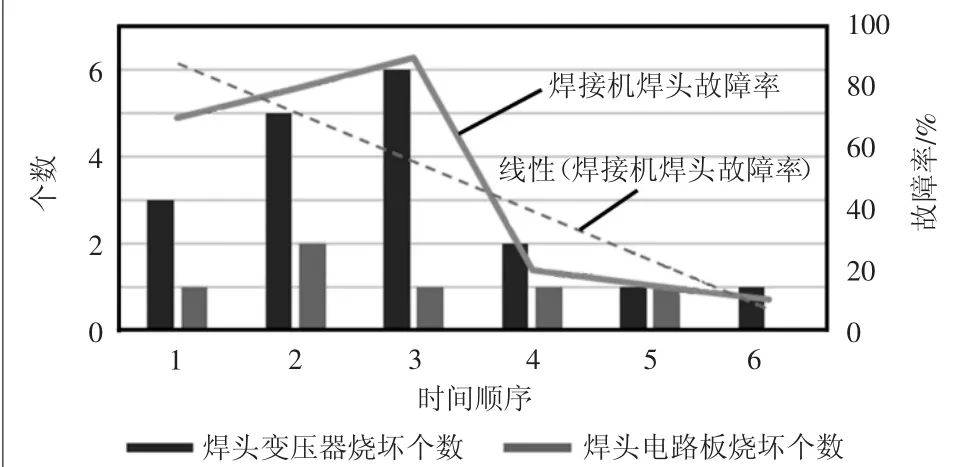
图8 改造后故障率对比分析图
4.2 焊头改造后的综合效益
1)生产效益。由于电路板价格昂贵,车间检修储存的电路板配件有限,再加上生产过程中的电路板持续性频繁烧坏,造成现场设备停机等待电路板现象。焊接机是制作组件工艺的第一个流程,焊接机出现停机故障后,车间生产数量降低,不能按时完成客户订单要求。
2)经济效益。经过改造后的焊接机不再出现烧坏电路板现象,设备故障率明显降低,购买带程序的每块电路板约需4000~5000 元,购买每块变压器价格需800~1500元,经过设备改造后,平均每月节省2.5 万元的设备零配件费用。焊头改造后经济效益分析如图9所示。

图9 改造后经济效益分析图
5 结语
本文将焊头与变压器连接由单螺纹改为双螺纹连接,在焊头变压器上增加冷却管,在焊头上增加排烟风机,更换焊头冷却方式,通过这些措施降低了焊头变压器、电路板烧坏比例,提高了光伏组件的生产效率和焊接质量。
猜你喜欢
核安全(2022年3期)2022-06-29
中国核电(2019年1期)2019-03-26
橡塑技术与装备(2018年18期)2018-09-22
山东工业技术(2018年8期)2018-04-26
制造技术与机床(2017年2期)2017-05-04
重型机械(2016年1期)2016-03-01
焊接(2016年6期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18