
基于CEEMDAN-S的数控铣床刀具磨损故障特征提取
2023-10-10 09:11张天骁谷艳玲
河南科技 2023年16期
张天骁 谷艳玲
(沈阳工业大学机械工程学院,辽宁 沈阳 110870)
0 引言
刀具是机械加工生产线的重要组成部分,作为磨损最严重的零部件之一,其磨损状态会直接影响工件的加工质量,甚至会影响整个机床的稳定性。为避免刀具磨损失效而造成的设备损坏及安全问题,确保设备的顺利运行,通过振动信号来间接反映刀具的磨损状态,提前进行换刀或刃磨操作,对提高生产效益具有重要意义。
传统的振动信号原始统计特征分为时域统计特征、频域统计特征和时频域统计特征。张书恒等[1]对基于ViT模型的细粒度图像识别算法存在特征提取不全面、参数选取不具普适性等问题,提出一种融合间接注意力的自适应特征提取方法(AFEIA),并通过试验验证了该方法的有效性;孙大地等[2]设计了一种基于雷达的目标微动特征提取方法,包括距离移动修正、目标平动速度和加速度余项修正、时频分布计算、逆Radon变换等,并利用曲靖非相干散射雷达实测回波数据进行分析验证;李翔宇等[3]利用概率密度函数(PDF)和功率谱密度(PSD)曲线分析各流型对应压差信号的时域和频域特征,提出基于支持向量机(SVM)的多孔介质内两相流型识别方法。
近年来,提取故障特征向量的常用方法是EMD,尤其应用在对信号的故障提取方面[4],而CEEMDAN 分法是在EMD 的基础上发展而来的[5]。在每个阶段加入高斯白噪声的自适应方法,可使重构的信号误差较小。
本研究以数控铣床的刀具磨损振动数据为研究对象,用CEEMDAN 分解算法对原始信号进行分解,并根据相关系数的选取准则来重构信号。采用S 变换理论对重构信号进行特征提取,从2-D 图中能明显发现故障频率特征,证明该方法的有效性。
1 理论介绍
1.1 CEEMDAN算法
1998 年,黄锷院士提出一种新的本征模态函数,认为任何信号都是由一系列IMFs叠加组成的。因此,经验模态分解便应运而生,其具体实现步骤如下。
对于任何信号,其分解信号见式(1)。
式中:Xi(t)为待分解信号;εi为高斯白噪声权值系数;vi(t)为第i次分解添加的高斯白噪声,(i=1,2,3,...,K);K为试验数。
CEEMDAN 方法生成的第一阶模态分量为IMF1(t),见式(2)、式(3)。
式中:r1(t)为第一次分解后的残余分量。
在此基础上,计算第j次分解,见式(4)、式(5)。
式中:IMFj(t)为第j次分解的模态分量;εj-1为第j-1 次分解中加入的噪声权值系数;rj(t)为第j次分解的残余分量。
1.2 相关系数
相关系数是用于表征变量之间相关性程度的统计量,即相关系数越大,相关性越强[6]。通过计算IMF分量与原始振动信号的相关系数,能更好地捕捉到刀具磨损的特征信息,从而更有效地利用这些信息。相关计算见式(6)。
式中:Rx(m)为原始信号的自相关函数;m为分解出的IMF分量个数。通过归一化处理,计算每个IMF分量的自相关函数RIMF1(m),RIMF2(m),...,RIMFj(m)相关系数定义见式(7)。
式中:N为信号采样点的数量;j为第j个IMF分量;RIMFj(i)为第j个IMF分量的相关系数。
1.3 S 变换理论
1996年,Stockwekll R G首次提出的S变换(ST)技术,利用可伸缩的高斯窗函数,能有效改变STFT窗口的时宽,并根据频率的变化,自动调节分析范围,S 变换则解决了CWT 变换的基函数选择困境,因此S 变换成为一种有效的、自适应的时频分析技术,具有较好的应用前景[7]。
式中:τ为时移因子;f为频率;t为时间变量;x(t)为分析信号;ω(τ-t,f)为高斯窗函数;S(τ,f)为变换后的时频谱矩阵。
对S 变换进行离散化,得到重构信号的时频特性复矩阵公式,见式(9)。
式中:k为离散时间点(k=0,1,..,N-1);N为采点数;T为采样间隔。
2 试验验证分析
采用随机抽样的方式从原始振动数据样本中截取2 048 个数据点,使用CEEMDAN 对其进行分解,确定有效的IMF 分量,然后对信号进行重构,利用S 变换对重构信号进行时频分析,从而获取振动信号的时频谱2-D 图像。
采用CEEMDAN 算法,成功将原始数据分解成11个IMF分量和一个残留分量,从而实现了高效的数据处理,如图1所示。
对分解后的信号进行选取,分别计算CEEMDAN分解处理后各IMF分量与原振动信号的相关系数,刀具初期磨损阶段、稳定磨损阶段相关系数如图2所示。
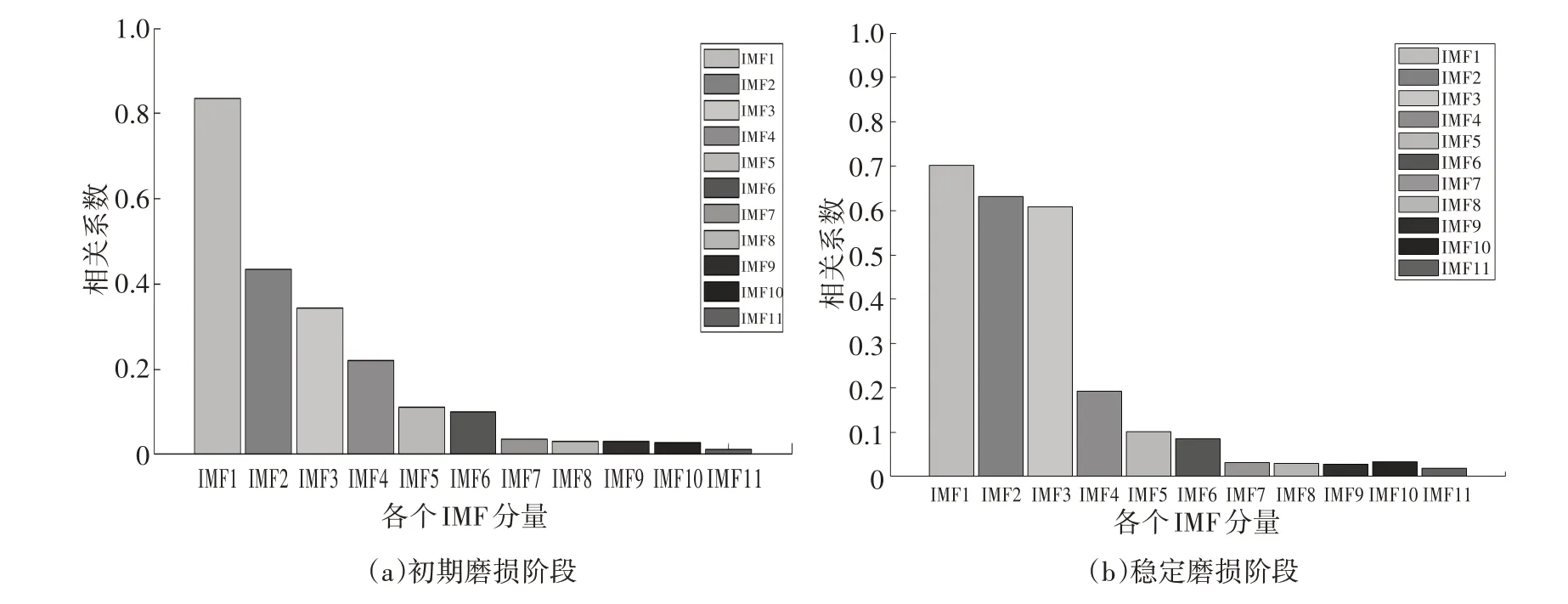
图2 刀具初期与稳定磨损时期的相关系数
综上所述,4 种磨损状态下前6阶分量的相关系数比其他分量的值大,为此推断出前6阶IMF 分量与振动信号相关性较大,这表明其与振动信号有很强的相关性。因此,本研究中确定把前6阶IMF分量当作含有敏感信息的刀具磨损分量。刀具4个磨损时期的前6阶IMF分量如图3所示。

图3 刀具初期与稳定磨损阶段的CEEMDAN分解结果
降噪前后信号时域图如图4所示。由图4中可知,其中的高斯白噪声和其他杂乱的信号都已经被彻底消除,从而使有价值的信息得到保存。

图4 降噪前后信号时域图对比
通过CEEMDAN去噪处理后,刀具的初期磨损、稳定磨损、急剧磨损及失效振动信号在S变换时频图上有了明显变化,更易察觉磨损特征。如图5所示。

图5 刀具初期与稳定磨损阶段S变换对比
3 结语
本研究采用CEEMDAN-S 分解法对采集到的原始振动信号进行特征提取处理,先用CEEMDAN对原始信号进行分解,得到多个IMF 模态分量,根据相关系数的选取准则,从中挑选出有效的IMF 分量值,以消除噪声等干扰因素,保留有效特征,从而实现对原始数据的有效分析。将降噪重构后的信号与原始信号做对比,发现干扰信息被滤除。采用S变换理论,对重构信号进行时频转换,提取出有效的磨损频率特征信息,与原始数据的S 变换时频图相比,明显发现磨损故障频率,证实本研究提出的方法的有效性。
猜你喜欢
河南科技(2023年1期)2023-02-11
Chinese Physics B(2022年5期)2022-05-16
黑龙江交通科技(2020年5期)2020-01-13
有机氟工业(2019年2期)2019-08-12
电子制作(2018年19期)2018-11-14
自动化学报(2017年11期)2017-04-04
舰船科学技术(2015年8期)2015-02-27
噪声与振动控制(2015年4期)2015-01-01
电测与仪表(2014年17期)2014-04-04
振动、测试与诊断(2014年6期)2014-03-01
