同一成分双相钢热处理与组织性能调控
2023-10-23 01:22王灵禺
金属热处理 2023年10期
张 钰,王灵禺,杨 凯,卢 琦,,徐 伟
(1. 东北大学 轧制技术及连轧自动化国家重点实验室, 辽宁 沈阳 110819;2. 上海理想汽车科技有限公司, 上海 201805)
汽车制造业的迅猛发展带来了资金与能源上的巨大消耗,并造成了温室气体污染等问题[1]。因此,为了应对环境恶化带来的全球气候问题,我国制定了更高的“双碳”目标,即“碳达峰”和“碳中和”[2-3]。而为了实现“双碳”目标,汽车生产的碳排放量是其中不可忽略的一个指标。从材料设计与汽车制造角度来看,在保证车身的强度与安全性的前提下,实现汽车的轻量化是满足交通领域绿色发展要求的重要途径[1]。有研究表明,车身整体质量每降低10%,可以提高7%左右的燃油效率,CO2等有害污染物的排放量就会随之减少至少4%[4]。到目前为止,国内外研究者已经陆续研发出了多种性能优越的高强钢,比如双相(DP)钢、相变诱导塑性(TRIP)钢、淬火-配分(Q&P)钢,以及更高强度级别的热成形钢等,常见汽车钢的塑性-强度如图1所示[5]。而随着高强钢在汽车结构件上提供更多的选择以及使用量的提高,合金体系多样化也带来了一些问题。因此Lu等[6]提出了单成分钢种实现多种性能的概念。不同钢材电阻点焊时的电阻率比不同,电阻率比又决定了焊缝的性能,因此在车身上使用同一合金成分能够降低任何给定薄板堆叠的电阻率差异,简化焊接工艺且获得更坚固的焊缝组织。此外,由于合金成分的统一,使得寿命结束的车身结构材料的回收变得更加容易,能有效利用废钢,减少对天然铁矿石的依赖。
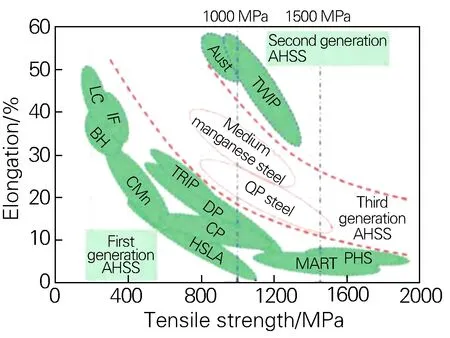
图1 先进汽车用高强钢的分类[5]Fig.1 Classification of advanced automotive high-strength steels[5]
而双相钢作为第一代先进高强度汽车用钢的代表,其以较低的合金含量、较高的工艺可行性、良好的焊接性能以及优异的力学性能,被广泛应用于车身结构类零件,如结构件、加强件和防撞件等[1,7-8]。双相钢优异的力学性能是因为其微观组织由软相的多边形铁素体和硬相的马氏体岛(由于工艺不同,可能还存在残留奥氏体和/或马氏体)组成,铁素体在变形时承担了较大的塑性应变配分,马氏体则保证了材料的强度,使其拥有较优异的力学性能。本文试图用一种双相钢合金成分在不同热处理工艺下同时实现590、780和980 MPa 3个强度级别。影响双相钢力学性能的因素有很多,比如马氏体体积分数、形态及分布、晶粒尺寸、晶粒取向等参数都对其力学性能有重要影响。其中马氏体是影响双相钢力学性能的重要因素之一[1,9]。因此,研究双相钢的热处理工艺,使其获得不同强度的马氏体组织,是实现同成分、多性能双相钢的重要一环。
本文以低碳Si-Mn-Cr冷轧双相钢作为研究对象,进行了两种热处理方案的研究,第一种是临界等温工艺,另一种是临界等温-过时效工艺。过时效是工业生产必不可少的环节,但工业连续退火生产线一般不具备直接水冷至室温的冷速条件。因此,为了研究试验钢是否具有工业化生产的条件,增加了过时效处理。本文详细研究了临界等温温度和过时效处理对试验钢组织和力学性能的影响,筛选出能够实现单成分、多性能双相钢的热处理方案。
1 试验材料与方法
试验钢采用真空感应炉进行熔炼,每炉钢为50 kg,其化学成分(质量分数,%)为0.10C-1.7Mn-0.7Si-0.3Cr,如表1所示。C是强化元素,会影响双相钢中马氏体碳含量和马氏体的体积分数,而且还会影响马氏体的形态。随着C含量增加,双相钢的强度增加、韧性下降[10]。但为了获得良好的焊接性能,C含量一般不宜过高,含量要低于0.2wt%。Si元素具有抑制渗碳体的析出的作用,能有效抑制过时效过程中碳化物的析出,保证双相钢的强度。但Si含量太高又会影响钢的表面质量,因此Si含量不宜过高[11]。Mn具有细化晶粒以及增加淬透性的作用,还能降低 Ar3温度,但过高含量的Mn又会导致偏析和带状组织的产生,因此在成分设计中要控制Mn元素的含量[12]。同时Mn有助于过时效过程中C向奥氏体扩散,提高奥氏体的稳定性,增加室温下残留奥氏体的含量。而Cr同样具有提高淬透性和增加奥氏体稳定性的作用,能有效避免珠光体和贝氏体在转变过程中生成,有利于组织性能调控[13]。熔炼后的钢锭经扒皮后锻造成尺寸为80 mm×150 mm×210 mm的大方锭。采用机械切割法将坯料分割成80 mm×150 mm×30 mm 的小方锭,随后进行热轧。首先将小方锭加热到1200 ℃保温6 h进行奥氏体均匀化,然后进行7道次轧制,由30 mm热轧至3 mm,为了模拟工业卷取过程,将热轧板放入600 ℃的坑式炉中进行随炉冷却。热轧钢的初始显微组织由铁素体和珠光体组成。热轧板经酸洗之后进行冷轧,最终厚度为1.4 mm。

表1 试验钢的化学成分(质量分数,%)
具体的热处理工艺如图2和表2所示。临界等温工艺:先将试验钢加热至临界等温温度,保温12 min,随后水冷至室温;临界等温-过时效工艺:同样先将试验钢加热至临界等温温度,保温12 min,随后分别冷却至过时效温度,保温10 min后水冷至室温。为了确定两相温度区间,利用Thermal-Calc软件计算得到试验钢的Ac1和Ac3分别为689 ℃和833 ℃。为了能够利用同一成分达到3个强度级别,经过试验探索,试验钢临界等温工艺的临界等温温度分别设置为720、750和800 ℃,如图2(a)所示,临界等温-过时效工艺的临界等温温度分别设置为720、800和840 ℃,过时效温度为250 ℃,如图2(b)中工艺①所示。在工业生产过程中,过时效温度一般在250~350 ℃之间,为了探讨过时效温度对试验钢组织性能的影响,因此又将临界等温温度和过时效温度提高,临界等温温度设置为735、815和860 ℃,过时效温度为300 ℃,过时效时间不变,设置为10 min,如图2(b)中工艺②所示。为了模拟汽车零部件生产的烤漆过程,最后将试验钢进行170 ℃保温20 min的烘烤处理。

表2 热处理工艺参数
将热处理后获得的试样磨抛至表面无划痕后,用4%(体积分数)的硝酸酒精溶液腐蚀表面,通过扫描电镜表征其室温组织,对组织进行分析,测定马氏体含量,其中马氏体面积分数利用 ImageJ软件进行预估。根据标准制备拉伸试样,测试不同过时效温度下试验材料的力学性能。采用A25标准拉伸试样进行测试,拉伸速度为2 mm/min,试样尺寸如图3所示。每种加载条件下进行3次重复性拉伸试验,以确保数据准确。
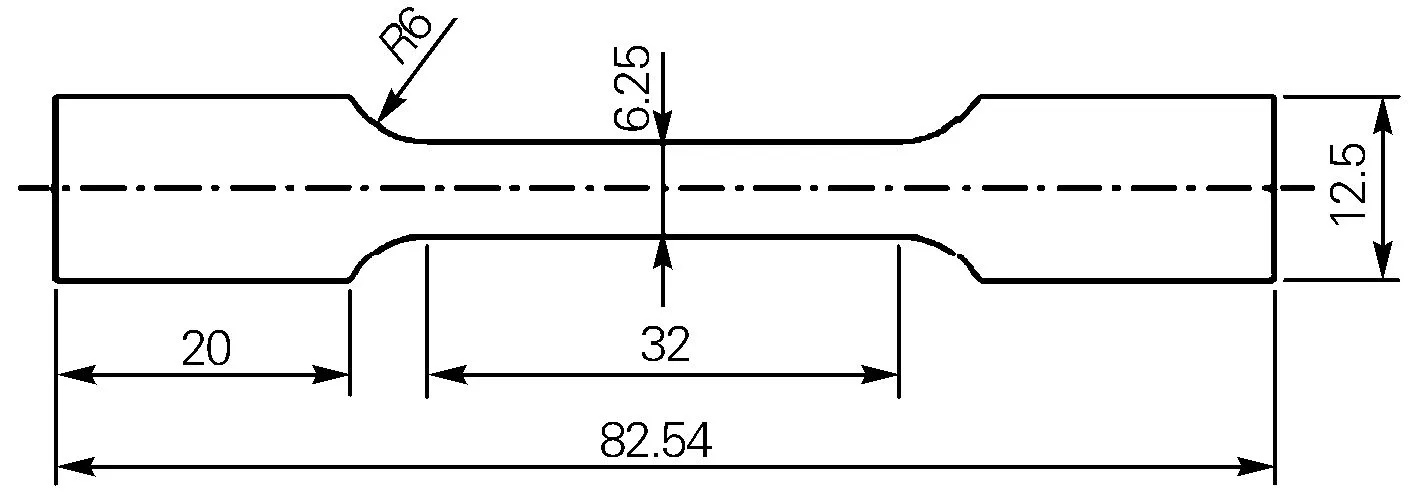
图3 A25标准拉伸试样示意图Fig.3 Schematic diagram of A25 standard tensile specimen
2 试验结果和讨论
2.1 临界等温温度对双相钢组织性能的影响
试验钢经临界等温工艺处理后的室温显微组织如图4所示。由图4可以得出,试验钢淬火后的组织由铁素体和马氏体组成,随着等温温度的升高,奥氏体含量增加,淬火后马氏体相变得到的马氏体含量增加。在保温过程中,初始组织溶解,碳元素重新分配,奥氏体通过扩散形核长大[14],同时组织中的碳化物也在保温过程中溶解,扩散到奥氏体中,淬火后组织中的碳化物析出量明显减少[15]。图4(a)为720 ℃等温12 min后水冷的组织,此时等温温度较低,产生的奥氏体含量较少,导致淬火后生成的马氏体含量低,且在此温度下奥氏体溶解碳化物的能力有限,铁素体中存在较多的碳化物。随着等温温度的升高,热力学和动力学驱动力增加,还有利于铁素体向奥氏体的转变,奥氏体含量和尺寸均有所增加,导致淬火后最终组织中马氏体含量增加,马氏体尺寸也有所增加,马氏体形貌逐渐由岛状转变成块状[16]。
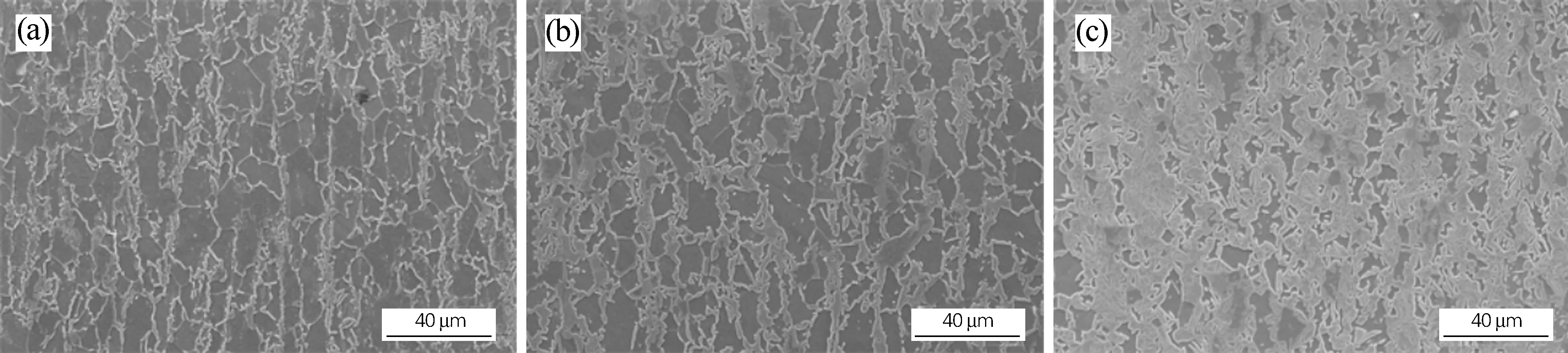
图4 临界等温工艺下试验钢不同等温温度的微观组织Fig.4 Microstructure of the tested steel after intercritical isothermal treatment at different isothermal temperatures(a) 720 ℃; (b) 750 ℃; (c) 800 ℃
试验钢经临界等温工艺处理后的室温力学性能如图5和表3所示。由图5可知,随着等温温度的升高,淬火后相变得到马氏体分数增加,试验钢的屈服强度和抗拉强度升高,等温温度为720 ℃和750 ℃时,总延伸率相近,当等温温度升高到800 ℃后,总延伸率明显下降。从应力-应变曲线可以看出,等温温度为720 ℃和750 ℃时出现了屈服平台,750 ℃时屈服平台较窄。
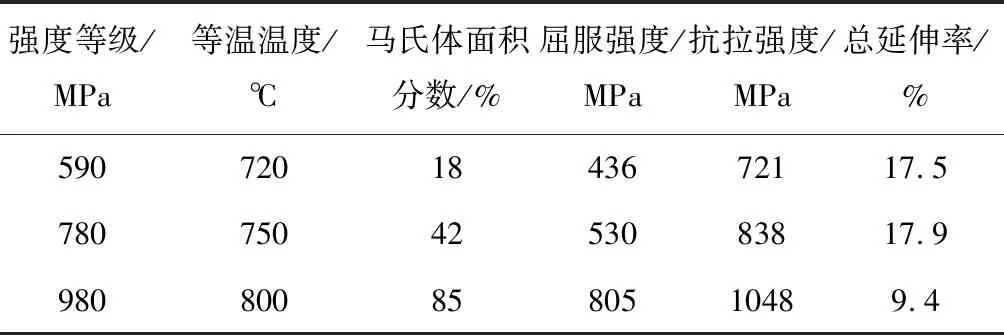
表3 试验钢临界等温工艺不同等温温度下的力学性能

图5 临界等温工艺下试验钢不同等温温度的工程应力-应变曲线Fig.5 Engineering stress-strain curves of the tested steel after intercritical isothermal treatment at different isothermal temperatures
在本研究中为了模拟烤漆过程进行的烘烤步骤相当于低温回火,在170 ℃烘烤过程中铁素体会发生回复,导致铁素体内部的位错密度降低,可动位错减少;且由于试验钢中的Si含量较低,在烘烤过程中可能会有少量碳化物析出,钉扎可动位错,导致后续变形时可动位错减少,从而发生了不连续屈服现象,屈服强度增加[17]。等温温度升高,马氏体含量增加,碳的需求量增加,C被马氏体充分利用,在烘烤时碳化物的析出量减少。等温温度为800 ℃时,在应力-应变曲线上表现为连续屈服。从力学性能检测结果来看,利用临界等温工艺可以制备出同一成分、不同强度级别的双相钢。
2.2 过时效及其温度对双相钢组织性能的影响
试验钢经临界等温-过时效工艺(250 ℃过时效)处理后的室温显微组织和室温力学性能如图6、图7和表4所示。利用热膨胀仪对试验钢进行试验获得膨胀曲线,测得试验钢的马氏体开始转变临界温度(Ms)为326 ℃,250 ℃的过时效温度在Ms点以下,因此临界等温-过时效工艺(250 ℃过时效)处理后的室温显微组织中不存在贝氏体组织。图6(a)为720 ℃等温12 min、250 ℃过时效并淬火后的组织,与图4(a)比较可以发现,等温温度虽然相同,但组织中马氏体含量不同,且临界等温-过时效工艺的组织中明显存在更多的未溶解碳化物。通过对比图6(b)和图4(c)的组织和通过ImageJ软件预估得到的马氏体面积分数可以得出,在相同的等温温度(800 ℃)下,临界等温-过时效工艺的马氏体面积分数较低,这可能与淬火过程中的冷速有关,250 ℃过时效时第一次淬火的冷速比直接水冷到室温的冷速低,导致最终室温中的马氏体含量降低。且达到相同强度时,临界等温-过时效工艺(250 ℃过时效)所需要的马氏体含量比临界等温工艺的高,在热处理工艺中引入一步过时效处理后,当组织接近全马组织,只存在少量的铁素体时,试验钢才能达到980 MPa强度级别。影响强度的因素可能有以下3点:①过时效处理对第一次淬火生成的一次马氏体/贝氏体有回火软化作用;②过时效会促进碳化物的析出,导致生成的马氏体/贝氏体中的碳含量降低,强度降低[17-18];③试验钢中的Cr、Mn元素有助于过时效过程中碳向奥氏体扩散[13,19],提高奥氏体的稳定性,室温组织中可能存在少量残留奥氏体,有利于提高试验钢的综合性能。但这也会降低生成的马氏体/贝氏体中的碳含量,降低强度[20]。
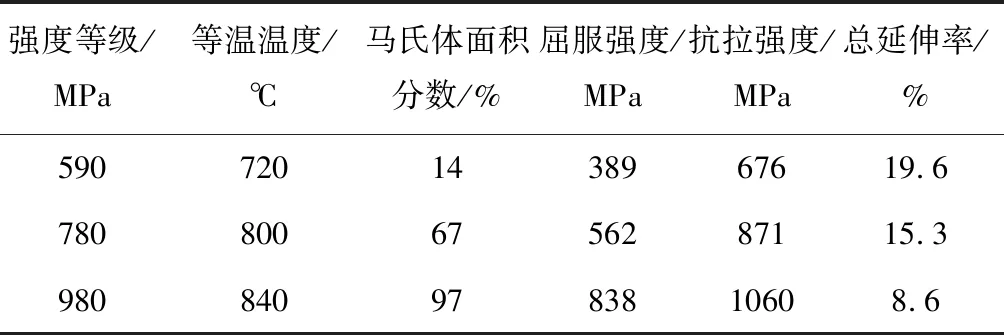
表4 试验钢临界等温-过时效工艺(250 ℃过时效)试验钢不同等温温度的力学性能

图6 临界等温-过时效工艺(250 ℃过时效)下试验钢不同等温温度的微观组织Fig.6 Microstructure of the tested steel after intercritical isothermal-overaging treatment (250 ℃ overaging) at different isothermal temperatures (a) 720 ℃; (b) 800 ℃; (c) 840 ℃

图7 临界等温-过时效工艺下试验钢不同等温温度的工程应力-应变曲线(250 ℃过时效)Fig.7 Engineering stress-strain curves of the tested steel after intercritical isothermal-overaging treatment at different isothermal temperatures (overaging at 250 ℃)
试验钢经临界等温-过时效工艺(300 ℃过时效)后的组织和力学性能如图8、图9和表5所示。可以看出,随着等温温度的升高,淬火后马氏体相变得到的马氏体含量增加。从表4和表5可以知道,250 ℃过时效时,840 ℃等温温度组织接近全马氏体,300 ℃过时效时,等温温度需要达到860 ℃,组织才接近全马氏体,这可能是因为在完全奥氏体化条件下,随着等温温度的升高,奥氏体内碳含量降低,马氏体开始转变临界温度(Ms)上升,一次淬火到过时效温度时产生的马氏体含量增加,最终室温组织中马氏体含量增加。随着过时效温度的升高,达到相同级别时需要的等温温度和马氏体含量进一步增加,试验钢强度达到980 MPa时,其组织已经几乎为全马氏体。加入过时效处理后,室温组织中的马氏体分为二次马氏体和回火马氏体,二次马氏体中的C含量比回火马氏体的高,因此强度也比较高。随着过时效温度的提高,最终组织中的二次马氏体含量增多,理论上在相同等温温度时,过时效温度越高,抗拉强度应该是越高的。但过时效温度的提高对碳化物的析出也有影响,能促进过时效时组织中碳化物的析出与长大,C以碳化物的形式析出,导致生成马氏体的过程中能够利用到的碳含量减少,强度降低。二次马氏体含量增加导致的强度提高作用弱于由于马氏体组织中碳含量减少导致的强度降低作用,因此,相较250 ℃过时效,300 ℃过时效的试验钢想要达到同一强度级别,需要更高的等温温度。
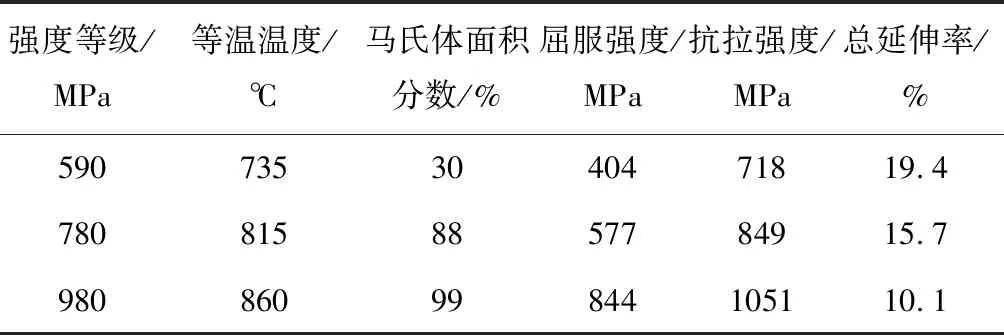
表5 临界等温-过时效工艺(300 ℃过时效)下试验钢不同等温温度的力学性能

图9 临界等温-过时效工艺(300 ℃过时效)下试验钢不同等温温度的工程应力-应变曲线Fig.9 Engineering stress-strain curves of the tested steel after intercritical isothermal-overaging treatment (300 ℃ overaging) at different isothermal temperatures
从力学性能结果可以看出,利用临界等温-过时效工艺试验钢也可以制备出3种不同强度级别的双相钢,其力学性能与临界等温工艺基本持平。临界等温工艺虽然在实验室条件下可以实现,但是一些连退产线冷却能力可能不足以支持板材直接冷却至室温。因此临界等温-过时效工艺更适合绝大多数的生产线,在实际工厂生产中可行性会更高。但试验钢采用临界等温-过时效工艺达到980 MPa强度级别时,从图6(c)和图8(c)中可以看出,其组织接近全马氏体组织,不符合实际双相钢的组织特性,且组织中的马氏体过多不利于塑性的提高,因此在当前的合金成分条件下,采用临界等温-过时效工艺制备980 MPa强度级别的双相钢是不合适的。若要在同一合金成分下同时实现想要的3个强度级别,且组织性能与商用对应强度级别的双相钢相似,需要进一步优化合金成分,使得制备的双相钢在相同的马氏体面积分数下能获得更高的强度值,整体提高双相钢的强度以及达到3个强度级别时的塑性。
3 结论
1) 在不同热处理工艺下,随着等温温度的提高,水冷后组织中的马氏体含量增加,使得试验钢的抗拉强度和屈服强度随之提高,总延伸率下降。
2) 与临界等温工艺相比,加入过时效步骤后,达到相同强度时,所需要的等温温度更高,组织中的马氏体分数更高,但最终强度与临界等温工艺下的试验钢基本持平。且随着过时效温度的升高,达到相同强度级别时所需的等温温度进一步提高,马氏体分数进一步增加,但其力学性能相似。
3) 利用同一合金成分,采用两种热处理工艺,都制备出了590、780和980 MPa 3种不同强度级别的双相钢。但是当前成分的试验钢在制备高强度规格(980 MPa强度级别)双相钢时其组织接近全马氏体,不符合实际双相钢的组织特性。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年1期)2022-04-19
现代塑料加工应用(2021年5期)2021-02-28
装备制造技术(2020年1期)2020-12-25
上海金属(2016年1期)2016-11-23
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
焊接(2016年8期)2016-02-27
中国人兽共患病学报(2016年6期)2016-01-30
中国塑料(2015年3期)2015-11-27