脉冲加热惰气熔融-热导法测定微氮合金中氮含量
2023-10-25 13:33陆向东陈海峰宋祖峰付万云王忠乐
冶金动力 2023年5期
陆向东,陈海峰,宋祖峰,付万云,王忠乐
(1.江苏永钢集团有限公司检测中心,江苏张家港 215628;2.马鞍山钢铁股份有限公司技术中心,安徽马鞍山 243000)
前言
我国热轧带肋钢筋的生产主要采用V、Nb、Ti的1 种或组合的微合金化工艺,最常用的是钒氮合金。2018 年11 月1 日热轧带肋钢筋新国标《钢筋混凝土用钢 第2 部分:热轧带肋钢筋》(GB/T 1499.2-2018)实施后,为打击余热处理钢筋冒充热轧钢筋,规定了采用金相组织的检验判定方法。在此背景下,钒氮合金开始涨价,导致热轧钢筋合金成本大幅上升。为缓解成本压力,有钢厂对钒氮合金的替代品开展研究,如富氮剂[1]、氮化钒铁[2]等,取得了一定的效果。
微氮合金是我国新近研发、应用的铁合金产品,每年产量约30 万t,且使用量逐年上升,主要应用于钢铁产品、尤其适合热轧带肋钢筋的制造。作为热轧带肋钢筋的合金原料,微氮合金可以部分替代价格昂贵的钒氮合金、硅铁、硅锰合金等,降低钢铁产品的制造成本,经济效益非常显著[3-6]。
但微氮合金中氮含量的检测国内尚没有对应的国家标准和行业标准,严重影响着公司采购验证结算。该产品的生产、服务和过程控制的有序化及该行业的发展,迫切需要制定相应标准方法填补空白。本文对微氮合金中氮含量的检测开展了研究,建立相应的标准检验方法,有利于推动该产品的研发及推广应用。
1 试验部分
1.1 仪器与试剂
EMGA-820W 型氧氮分析仪(日本HORIBA公司)。
氨基酸磺酸:光谱纯。
氮化锰铁:氮质量分数为5.63%。
氮化硅铁:氮质量分数为29.65%。
锡囊:∅5 mm×11 mm。
镍篮:∅7 mm×12 mm。
氦气:纯度大于99.99%。
石墨坩埚:石墨质量分数99.995%。
1.2 仪器工作条件
载气压力0.4 MPa;动力气压力0.4 MPa;脱气功率7.0 kW;分析功率5.5 kW;积分时间45 s。
1.3 试验方法
将试样置于预先升温至105 ℃±5 ℃的电热干燥箱中,干燥30 min 后取出,置于干燥器中冷却至室温。将锡囊置于电子天平上去皮重后取出,称取10 mg微氮合金试样于锡囊中,压紧挤出囊内的空气,包卷锡囊后塞入镍篮。将氧氮分析仪的加热功率调至5.5 kW,采用上加样的方式直接将包裹好的试样置于加样口进行分析。测量完毕后需检查试样的熔融情况,判断试样分析的有效性及准确性。仪器显示的质量分数乘以手动输入的相应倍数,即样品实际质量分数。同时做空白试验。
1.4 校准曲线的绘制
微氮合金没有市售的国际和国家标准样品,试验采用与样品基体尽量一致的氮化锰铁YSBC35641-2016(N 质量分数为5.63%)和氮化硅铁GBW(E)010401(N 质量分数为29.65%),用最佳分析条件下曲线校准曲线,所得校准曲线的线性良好,线性回归系数R=0.9992。微氮合金中氮质量分数(10.00%~28.00%)落在工作曲线范围(5.63%~29.65%)之内,可以保证分析结果的准确性。
2 结果与讨论
2.1 最佳分析条件的选择
为了获得最佳的分析条件,选择微氮合金试样(N质量分数为14.00%),对试样的称样量A、助熔剂镍篮的用量B、熔样功率C三个因素,分3 个水平进行正交试验,正交试验的结果见表1,对结果的分析见表2。
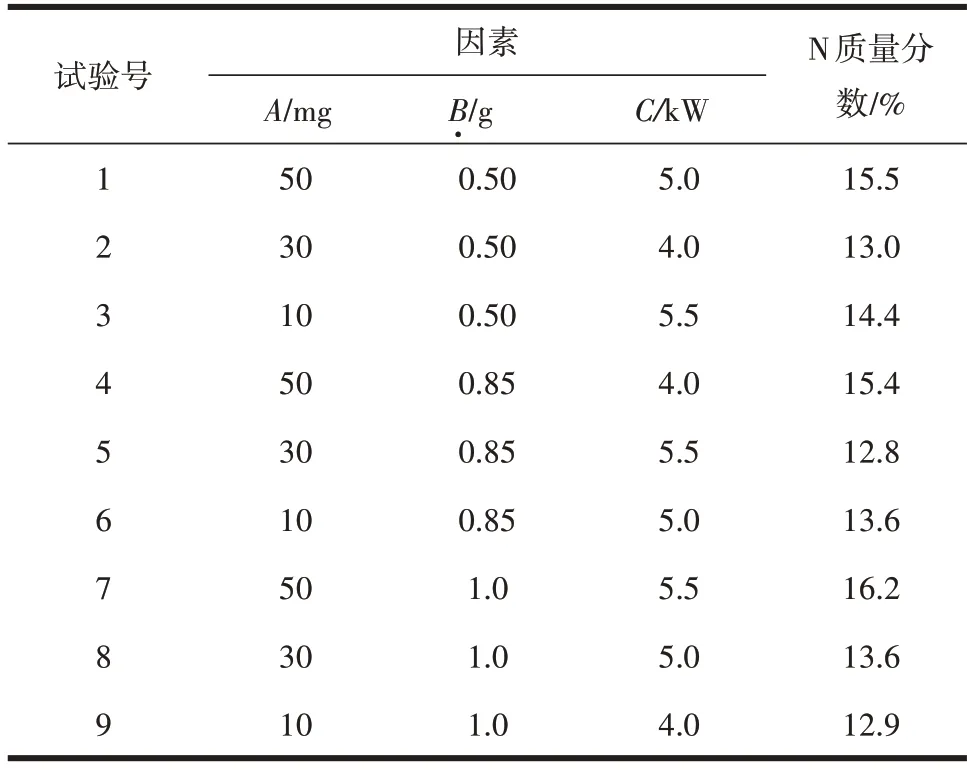
表1 正交试验方案
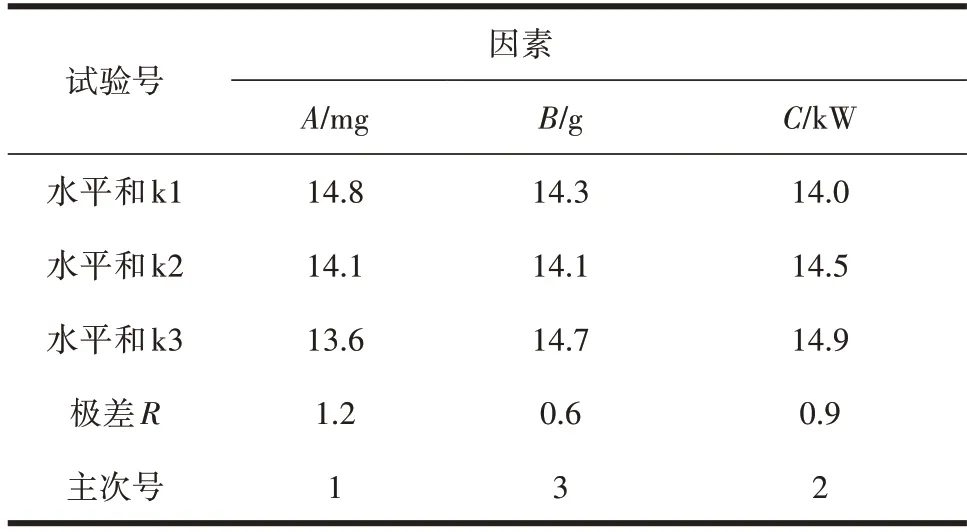
表2 氮测定数据分析
根据表2 计算的结果,最佳方案是第三个试验方案。此方案调间隙,氮的释放峰很完整,没有异常,故试验最终选择的最佳条件为:试样10 mg、助熔剂锡囊+镍篮0.5 g、熔样功率5.5 kW。
2.2 精密度试验
微氮合金没有市售的国家和国内标准样品,在最佳试验条件下,选用微氮合金1#试样(N质量分数为24.2%)和氮化硅铁GSB03-2469-2008(N 质量分数为28.2%),进行10 次重复测试,氮的分析结果见表3。
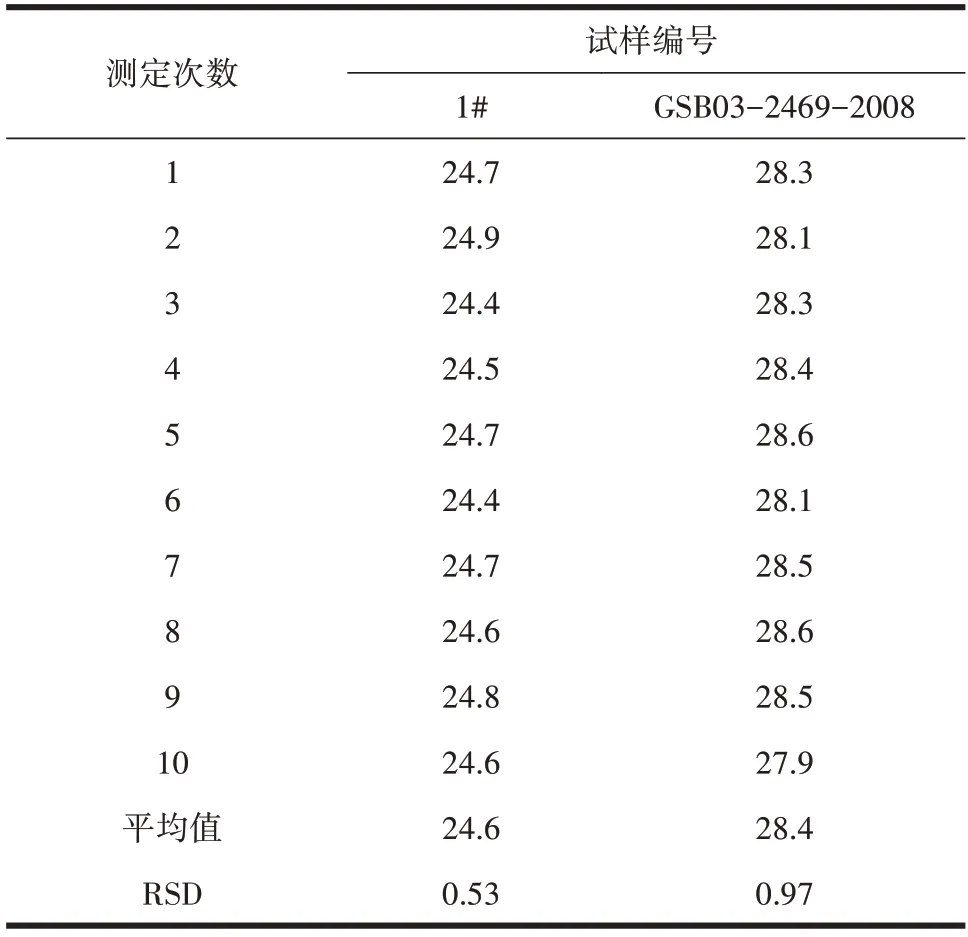
表3 精密度试验结果 %
由表3 可见,该方法对于微氮合金和氮化硅铁中氮的测定结果的RSD%分别为0.53%、0.97%,均在2.0%标准要求以下,表明本方法的精密度较好。
2.3 回收率试验
采用回收率试验来验证方法的准确度。选取3个微氮合金试样和1 个氮化硅铁标准样品,试验中加入适量的氨基酸磺酸进行回收率试验,结果见表4。
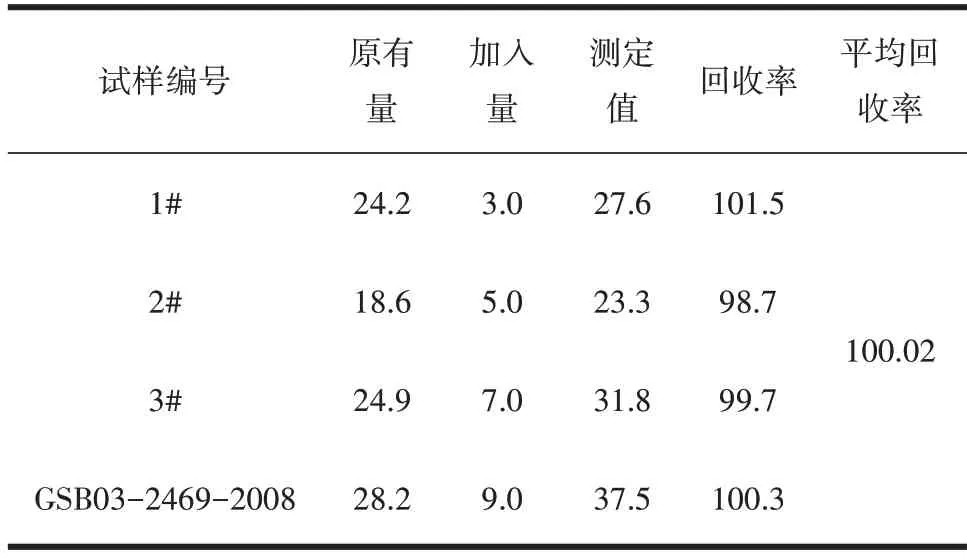
表4 回收率试验结果 %
由表4 可见,4 个样品氮元素的回收率在98.7%~101.5%之间,平均回收率为100.02%,表明本方法具有较好的准确度。
3 结论
本文建立了脉冲加热惰气熔融-热导法测定微氮合金中氮含量的检测方法,本方法准确可靠、简便快速,能够满足常规生产检验的分析需求。
猜你喜欢
中国土壤与肥料(2021年5期)2021-12-02
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
今日农业(2020年22期)2020-12-14
陶瓷学报(2019年6期)2019-10-27
电子制作(2017年24期)2017-02-02
环境科技(2016年1期)2016-11-08
中国铸造装备与技术(2015年5期)2015-12-10
西藏科技(2015年4期)2015-09-26
电力需求侧管理(2014年4期)2014-03-20