
油气回收技术研究及在某成品油库改造中的应用
2023-11-03 07:48季节
广州化工 2023年12期
季 节
(中化石油浙江有限公司,浙江 杭州 310000)
随着环保意识的整体提高,空气质量问题已经成为我国亟待解决的环境问题。全国各地持续开展大气污染物防治工作,环境空气质量标准和污染物排放标准是大气污染防治体系的核心。
挥发性有机物(VOCs)治理工作是打好大气污染防治攻坚战的重要目标,世界卫生组织定义VOCs是沸点在50~260 ℃之间,常温下饱和蒸气压超过133.322 Pa的易挥发物质。我国《挥发性有机物无组织排放控制标准》(GB37822-2019)中的定义:参与光化学反应的有机化合物,或根据有关方法确定的有机化合物。VOCs大多具有毒性和致癌性,会对人体神经系统和肾脏等造成危害。并且VOCs经过大气光化学反应之后会形成臭氧、二次有机气溶胶,促进雾霾的形成。工业是VOCs人工排放的主要来源,汽油储存与运输是工业五大污染源之一[1]。随着法律法规的修订,污染物排放标准日趋严格,油品储运销企业挥发性有机物治理成为大气污染防治工作的重中之重。
1 油气储运系统VOCs治理现状
油气储运系统整个周期中油气挥发主要在三个阶段:
(1)储存阶段。油品在储油库中,由于温度和大气压的变化引起蒸汽的膨胀和收缩而产生的蒸汽排放,白天受太阳辐射使油温升高,引起上部空间气体膨胀和油面蒸发加剧,罐内压力随之升高,当压力达到呼吸阀允许值时,油蒸汽就逸出罐外造成损耗。夜晚气温下降使罐内气体收缩,油气凝结,罐内压力随之下降,当压力降到呼吸阀允许真空值时,空气进入罐内,使气体空间的油气浓度降低,又为温度升高后油气蒸发创造条件。这样反复循环,就形成了油罐的“小呼吸”损失[2]。
(2)收发油阶段。当油罐进油时,由于罐内液体体积增加,罐内气体压力增加,当压力增至机械呼吸阀压力极限时,呼吸阀自动开启排气。当从油罐输出油料时罐内液体体积减少,罐内气体压力降低,当压力降至呼吸阀负压极限时,吸进空气。这种由于输转油料致使油罐排出油气和吸入空气所导致的损失叫“大呼吸”损失[3]。
(3)运输阶段。油品在运输阶段造成的油气挥发是油品损耗的一个重要环节,在油品运输过程中会将其放入密闭容器进行储存,但在装卸过程中可能会因为剧烈晃动造成油气挥发现象,根据相关研究表明,成品油在运输过程中造成的油气挥发率为0.135%[4],不仅造成了能源的浪费,而且产生了严重的环境污染。
常压储罐的选型和内浮顶安装质量等是降低油罐“大小呼吸”损耗的主要措施。《储油库大气污染物排放标准》(GB20950-2020)中明确规定,内浮顶罐应采用高效密封方式,外浮顶罐的浮盘与罐壁之间应采用双重密封,并且罐体应保持完好,不应有孔洞(通气孔除外)和裂隙。法规中还新增加了码头向油船发油控制要求、VOCs泄漏控制要求、企业边界排放限值等明确规定,进一步明确了收发油阶段和日常管理的标准。
收发油阶段除了油罐的“大呼吸”损失外,操作环节的油气损失也是油气主要损失方式之一。为提升油气资源应用价值和效率,除加强设备本身的密闭性,规避有可能出现的泄露问题外,还需注重油气回收处理,以实现能源的节约和环境的保护。
2 油气回收技术
2.1 主要油气回收技术
油气回收技术在油气储运系统的地位不可或缺。目前主要的油气回收技术主要分为4种:吸收法、吸附法、膜分离法和冷凝法。
2.1.1 吸收法
吸收法是利用“相似相溶”的原理,基于油气混合物在吸收剂中的溶解度不同,实现油气与其他成分的分离。吸收法一般具有工艺简单、适应性强等优点。吸收剂的选择是获得高吸收效率的关键,油蒸气进入吸收塔后,在填料层与汽油吸收剂进行逆向流动,绝大部分油蒸气被喷淋塔内的汽油溶解吸收,变为液态汽油,少量未被溶解的油蒸气,经管道送入吸附塔内再次进行吸附,从而达到回收的目的。
2.1.2 吸附法
吸附法是目前是较为成熟的一种油气回收技术,具有较高的回收效率,应用最为广泛。主要利用油气与空气和吸附剂之间的吸附力差来实现油气与空气的分离。吸附剂是吸附法的核心,目前常用的吸附剂为活性炭、沸石分子筛、金属有机骨架材料以及吸附树脂等,由于活性炭对油气的吸附量较大,回收效率较高,并且操作、设备维护简单,在油气储运系统中广泛应用。但是吸附剂需定期更换,维护成本较高,常用的吸附剂活性炭还存在自燃风险。
2.1.3 膜分离法
油气在一定压力的条件下优先通过具有烃类物质高渗透特性的高分子膜,并选择性截留空气.实现油气与空气的分离。具有选择性的高分子膜是膜分离法的关键,由于原料及工艺环境不同,油气组分具有较大差异,对气体分离膜的普适性及稳定性有很高的要求。因此膜分离法在工业实际应用中具有一定的局限性。
2.1.4 冷凝法
冷凝法是利用不同温度下油气不同组分之间的饱和蒸气压不同,通过降低温度或提高压力使油气冷凝,通常采用多级连续冷却的方式是油气逐步由气态转化为液态,实现回收目的。冷凝法主要适用于高浓度油气的回收,油气回收效率较差,并且具有高能耗、高运行成本等特点,限制了冷凝回收技术的实际应用。
2.2 组合油气回收技术
单一的油气回收技术已无法达到当前经济效益和环保标准的双重要求。随着环保问题的逐渐突出,寻求更高效的油气回收技术成为当务之急。多种技术的组合应用,取长补短,以达到理想的油气回收的效果。
2.2.1 冷凝+吸附法
冷凝法通过低温将油气从气相凝为液相,并且低温处理油气更加安全,但是要达到国家要求的排放浓度则需要深低温配置,为了降低整机电耗,油气大规模排放的油库通常选用冷凝与吸附串联的组合工艺,汲取两种方法优点,控制运行成本。
从实际应用来看,冷凝+吸附法可完全满足3个汽油发车台,处理量100 m3/h的需求[6]。高浓度油气通过四个温度场(+25 ℃、+4 ℃、-25 ℃、-75 ℃)进行梯度降温,冷凝后的油气回收率可达到92%。低温油气经过换热后进入活性炭吸附阶段,吸附后的油气回收率可达96%,通过三个装车量(14.8 t、22.5 t、30.2 t)的实验,最终油气排放浓度在13.31~16.23 g/m3,均达到25 g/m3的国标排放要求。在经济效益方面,设备运行费用为回收汽油利润的12%,具有相当可观的经济效益。在设备安全方面,高浓度油气一直处在低温场内,不存在因将高浓度油气压缩而带来的安全隐患,处理过程安全可靠。
2.2.2 吸附+吸收法
吸附+吸收法,采用吸附罐交替运行,逸散的油气经过吸附、解吸富集,通过贫油吸收后形成富油返回储罐,油气回收率高,适用于间歇运行和连续运行工况。石油化工企业根据实际油气特点,普遍选择吸附为主的组合工艺来实现达标排放。例如大连石化公司采用“吸收+膜+吸附”的油气回收处理工艺;烟台万华公司采用“冷凝+吸附”的油气回收处理工艺;东营华星石化公司采用“冷凝+膜+吸附”工艺;长庆石化公司采用“吸附+吸收+CO”苯装车油气回收工艺。储油库企业吸附为主工艺占比71%,冷凝组合工艺占比15%,吸收组合工艺占比11%,膜组合工艺占比3%[7]。
2.2.3 吸收+冷凝+吸附法
面对油气处理需求量更大的企业,两种油气回收技术的耦合可能无法满足现有的生产需求和环保形势,油气回收设备不能实现长期运行的能力,高能耗和后期设备运行维修成本的增加,对生产运营造成压力。为了实现高油气回收效果,具有一定的经济效益和安全性能,多级油气回收工艺得以发展。
某公司通过火车进行汽油配送,吸收+冷凝+吸附油气回收工艺可满足处理量1600 m3/h的要求,并且除回收汽油装卸过程产生的油气外还可进行苯装卸时产生的气态物质,油气处理效率可达到97%以上。与该公司原采用的吸收剂+组分汽油两级吸收工艺相比,油气回收率提高2%,非甲烷总烃排放浓度从25 g/m3降低至120 mg/m3,大大降低环保处罚风险。从装置安全性能方面看,多级油气回收装置为撬装设备,节省占地面积三分之二,并且三个模块之间单独运行,当某一模块需要维修时不会影响其他模块的运行,具有较高的技术革新可塑性[8]。
2.3 主要油气回收技术优缺点对比
对比主要的几种油气回收技术的优缺点,吸附+吸收工艺优缺点明显,该工艺经过多年应用、改进,比较成熟,油气回收率高、排放浓度低,装置自动化程度高、操作简单。装机总功率低,一般设置两个吸附罐,交替运行,适用于间歇运行和连续运行工况。整体装置在常温、微负压工况下运行,不会产生含油污水。通过市场应用优化,主体装置采用撬装,工厂预制深度大,现场施工量小,施工周期短、风险低。
3 某成品油库吸附+吸收法工艺油气回收改造案例
该成品油库建成后,采取了吸附+吸收的工艺方法来进行油气回收,该装置吸附罐采用了两套吸附装置,其中一套吸附装置为两个2 m3的吸附罐并联使用,另一套吸附装置为6.2 m3的吸附罐,两套装置交替吸附+解析,吸收塔容积为3 m3。具体装置工艺图见图1。
虽然采用了吸附+吸收的工艺方法,但因为装置设计不合理,装置在使用一段时间后,吸附剂的吸附能力下降,导致了在发车的过程中,两套吸附装置很快就会轮流达到吸附饱和上限,但首套吸附装置解析过程尚未完成,装置无法进一步吸附,导致排放超标情况。
为了解决排放超标问题,该油库实施了装置更换改造,改造选用的工艺仍然采用该油库吸附+吸收工艺,选用两个14 m3的吸附罐和5 m3的吸附塔,增大了吸附罐容量,使得吸附切换过程能够满足解析时间要求。工艺包括油气收集和油气处理两个过程,油气收集过程:发车所产生的油气经回收鹤管进行收集,连通油气集液罐,经过管道及油罐温度差异起到一定的冷凝和气液分离作用,部分油气可在集液罐处直接收集。油气的处理过程:集液罐的油气通过管线进入吸附罐,活性炭作为吸附剂对油气中的烃类进行吸附,经过吸附后的低浓度油气达标排放,当吸附饱和后通过真空泵进行抽真空解析操作,吸附的油气在低真空度时脱离吸附剂表面,解析下来的高浓度油气在吸收塔进行喷淋回收。
对该装置2023年1-6月装车量及回收量进行统计,得到半年期间的油气回收率如图2、表3所示。上半年该装置运行状态稳定,回收油量4.1~9.7 m3,每月通过第三方对油气排放口进行非甲烷总烃检测,最终油气排放浓度在0.07~1.7 g/m3,均能满足达标排放。油气处理效率在96%以上。在工艺操作过程中找到装置运行的平衡点极其重要,吸附+吸收工艺对活性炭吸附能力依赖加大,为提高活性炭吸附能力,活性炭使用前应进行钝化处理,减少吸附过程中吸附热的产生。定期进行深度解析,将活性炭中积累的烃类组分全部解析。
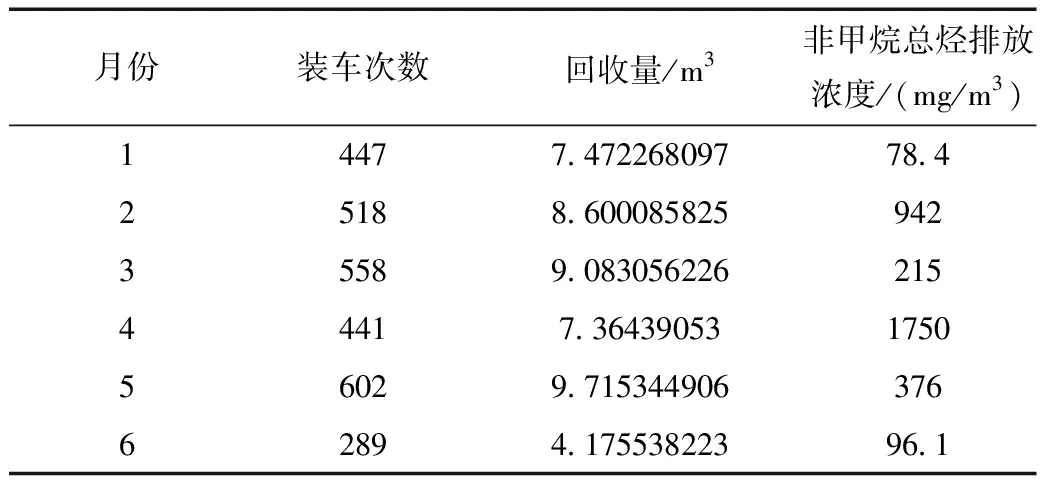
表3 油气回收装置装车量、回收量和回收率
4 结 语
面对更高的环保要求,油气回收技术是油气储运系统油气治理的主要工艺,目前吸附组合工艺仍是当下主流选择。相比于其他油气回收工艺,吸附+吸收工艺,在吸收效果、设备投资、运行费用等方面具有一定优势。不受周转量、发油作业时间限制,适应性广泛。成品油库油气回收,结合库内现有仓储工艺,易于安排贫富油循环工艺,建议优先考虑吸附吸收回收技术。各油品储运企业根据企业还需结合实际生产状况选择最合适的油气回收工艺,在日常工作中特别关注装置运行规律,总结出适合本单位的操作方法,提高装置吸收效率、延长装置使用寿命。上述的油气回收工艺仅为各企业在选择油气回收工艺时提供一定的参考。
猜你喜欢
化工管理(2022年13期)2022-12-02
能源工程(2021年1期)2021-04-13
童话世界(2020年32期)2020-12-25
山东冶金(2019年6期)2020-01-06
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
设备管理与维修(2016年7期)2016-04-23
应用化工(2014年1期)2014-08-16
应用化工(2014年9期)2014-08-10
食品工业科技(2014年15期)2014-03-11
压缩机技术(2014年3期)2014-02-28
