
集成工艺规划与车间调度的节能优化方法
2023-11-16 08:18王成福宋李俊
制造业自动化 2023年10期
王成福,曹 刚,宋李俊*
(1重庆理工大学 管理学院,重庆 400054;2 重庆理工大学 机械工程学院,重庆 400054)
0 引言
制造业极大促进了全球经济增长,同时也消耗了大量能源。据相关统计数据,制造业约占全球一次能源使用量的33%,占全球CO2排放量的38%[1]。因此如何在经济稳定可持续发展的同时降低能源消耗,是我国制造业亟须解决的问题。
工艺规划与车间调度是制造系统的两个关键内容,国内外学者在这两方面进行了深入研究。然而传统的生产制造系统中,工艺规划与车间调度两个模块通常是独立、串行进行的,其面向节能的独立优化均得不到全局最优的结果[2]。
考虑到工艺规划和车间调度两者分开优化车间能耗的局限性,从工艺规划与车间调度集成(Integration of process planning and scheduling,IPPS)的角度优化车间节能开始逐渐得到关注[2-6],研究表明[4]两者综合考虑可以更好提高车间生产效率和降低能源消耗。目前对IPPS问题的研究大多假设机器的转速是固定的,而实际生产中,加工使用的机床有不同的加工档位可以选择,不同档位对应不同的加工功率和时间,在不影响生产进度的前提下,通过调整机床转速可以达到节能的目的[7]。因此,研究考虑机床多转速的绿色IPPS问题,具有重要的理论和实际意义。
综上所述,本文以作业车间为对象,研究考虑机器多转速的IPPS节能问题。首先,以达到车间总能耗和完工时间最小的目标,构建了一个集成机床、工艺路线、机器加工速度选择和工件加工顺序的优化模型;在此基础上,提出了一种改进的灰狼优化算法对该模型进行求解,最后用一个实例对模型和算法进行了验证。
1 面向节能的IPPS优化模型
1.1 问题描述
面向节能的IPPS问题描述如下:给定n个工件{1,2,...,n}在m台机器{1,2,...,m}上进行加工;每个工件i共有Si道工序{1,2,...,Si},工件i可由工序集Ji中的若干工序加工完成,形成多条工艺路线;工件i的第j道工序Qi,j可选择在mi,j个加工机器{1,2,...,mi,j}上加工;每台机器有l个档位,机器每个档位对应的转速、加工功率、空载功率及加工时间不同,每道工序可以在可选机器的所有档位上加工;机器转速越高,加工时间越短,加工功率越大,加工能耗(时间与功率的乘积)越高[8]。调度优化的目标是在满足约束的条件下,给每个工件选择最适合的加工工序,进而选择合适的工艺路线,以及每道工序的加工机器和档位和在加工机器上的加工次序,同时使车间总能耗和完工时间最小。
本文采用AND/OR网络图表示工件的柔性工艺路线,如图1所示,工件1的工序2和工序3可以二者选其一进行加工,故工件1有2条可选工艺路线,分别为1-2-4和1-3-4两种组合。而工件2的工序2、3都需要加工,但没有先后顺序,故工件2只有一条工艺路线。本研究对工艺规划的优化中不考虑对加工特征方法、加工资源和切削参数的优化,仅对工艺路线进行选择优化。
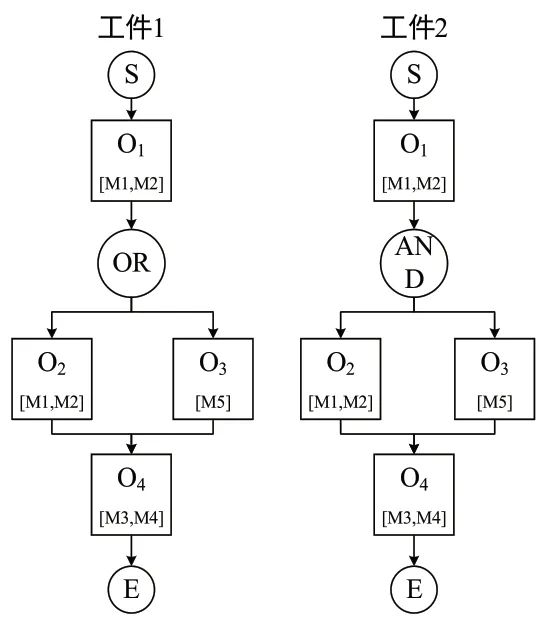
图1 工件1与工件2的工艺路线网络图
1.2 参数定义
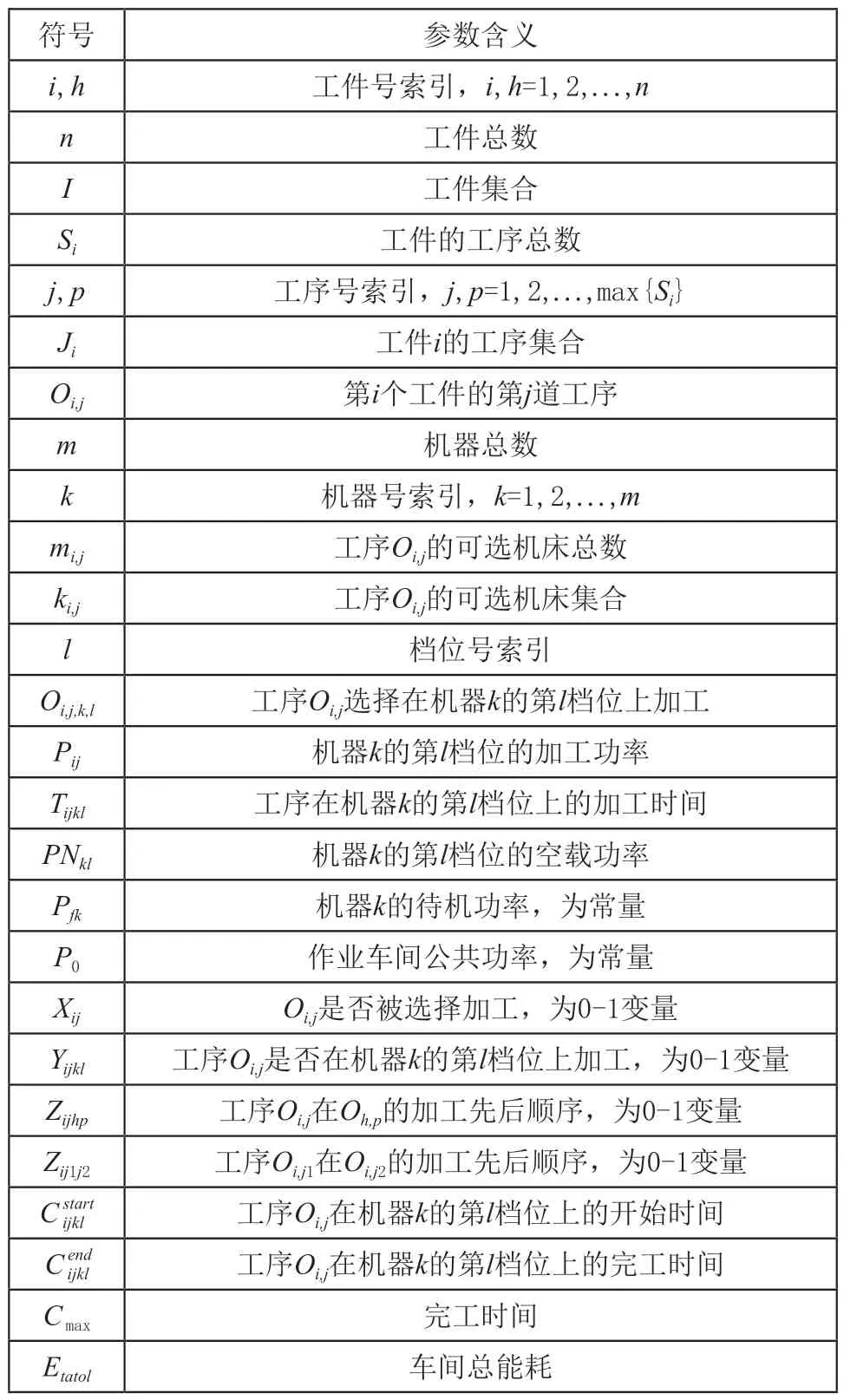
表1 参数定义表
1.3 假设条件
1)所有机器、工件在时刻均准备就绪,处于待机状态。
2)任一工序某一时刻只能在一台机器上加工且不能中断。
3)任一机器某一时刻只能加工一道工序且不能中断。
4)每道工序在可选机器上的各个档位都可加工。
5)不同工件的工序之间相互独立,没有先后约束。
6)不考虑同一工件不同工序以及同一机器上不同工件间的转换、运输时间。
2 车间能耗计算模型
车间总能耗主要分为机器能耗和公共能耗,机器能耗根据机器加工过程所处的状态(如图2所示),又可细分为开/关机能耗、加工能耗、空载能耗和待机能耗[4]。本文不考虑开/关机能耗,虽然当机器待机时间过长时,可以通过关闭机床进行节能,但在实际加工过程中,机器使用前需要热机以保证工件加工质量,且频繁开关机,增加人工操作,因此本文假设机器无加工任务时保持待机状态[9]。下面对各部分能耗进行分析计算:

图2 机器功率变化图
1)加工能耗
加工能耗是指机器加工工件的能量损耗[10],总加工能耗Ew可用式(1)表示为:
2)空载能耗
空载能耗是指机器由于上一个加工任务和下一个加工任务间出现闲置的能量损耗。而机器的空载功率会因为选择加工档位l的不同而变化,因此要由上一加工任务的加工档位来确定空载功率大小[7]。因此,分别计算每一加工档位下的空载能耗,累加得到机器k的空载能耗Eidle,k,用式(2)表示为:
进一步,可以求得总空载能耗Eidle用式(3)表示为:
3)待机能耗
待机能耗主要指机器在通电但非工作的状态下,用于维持待机状态的能量损耗[7]。一般而言,待机状态下机器的待机功率为定值,则总待机能耗Efk用式(4)表示为:
4)公共能耗
公共能耗是指维持作业车间运转但不直接参与作业车间加工所的能量损耗,如作业车间中照明、通风、空调等公共设备的能耗。实际生产中,这部分能耗较为稳定,公共能耗EP可用式(5)表示为:
3 集成优化模型
调度优化的目标函数是完工时间Cmax和车间总能耗Etatal:
在上述调度模型中,式(6)是总的优化目标,包括完工时间Cmax和作业车间能耗Etatal,完工时间通过式(7)计算,决策变量是Xij、Yi,j,k,l和;能耗Etatal通过式(8)计算,决策变量是Ew、Eidle、Efk和EP。式(9)、式(10)表示同一机器上,同一时刻只能加工一道工序;式(13)、式(14)表示同一工件的不同工序不能同时加工;式(12)、式(16)确保工序次序约束正确;式(17)确保每个工件只能选择一条加工路线;式(18)表示一道工序只能选择一台机器加工;式(11)、式(15)表示变量的取值范围。
4 调度优化模型求解方法
4.1 基本灰狼优化算法
灰狼优化算法(Grey Wolf Optimization Algorithm,GWO)是由Mirjalili等[11]于2014年提出的一种群智能优化算法。算法迭代过程中,种群个体按照适应度值大小由高到低被划分为头狼α、下属狼β、普通狼σ和底层狼ω。α、β和σ是决策层个体,负责确定猎物位置,并引导ω更新位置,通过靠近、包围、攻击等行为完成捕食。该算法特点是求解快、收敛精度高,且其原理简单、参数少、易实现,已被成功用于解决多种优化问题[12-15]。但灰狼优化算法多用于求解连续优化问题,对作业车间调度这类复杂的离散组合优化问题研究较少,因此本文将其应用于柔性作业车间调度问题,并对算法做了改进,以提高其求解复杂调度优化问题的性能。受篇幅限制,基本GWO算法的步骤可参考文献[11]。
4.2 改进灰狼优化算法
针对机器多转速的IPPS问题的特点和约束,本文算法提出一种四层编码机制,设计一种由α、β和σ其中一个层级的灰狼来引导种群更新的种群个体更新方法,同时,引入遗传算法的交叉操作,避免算法出现早熟收敛。此外,针对本文多目标优化的特点,也在基本GWO上进行了一些改进,算法流程如图3所示。
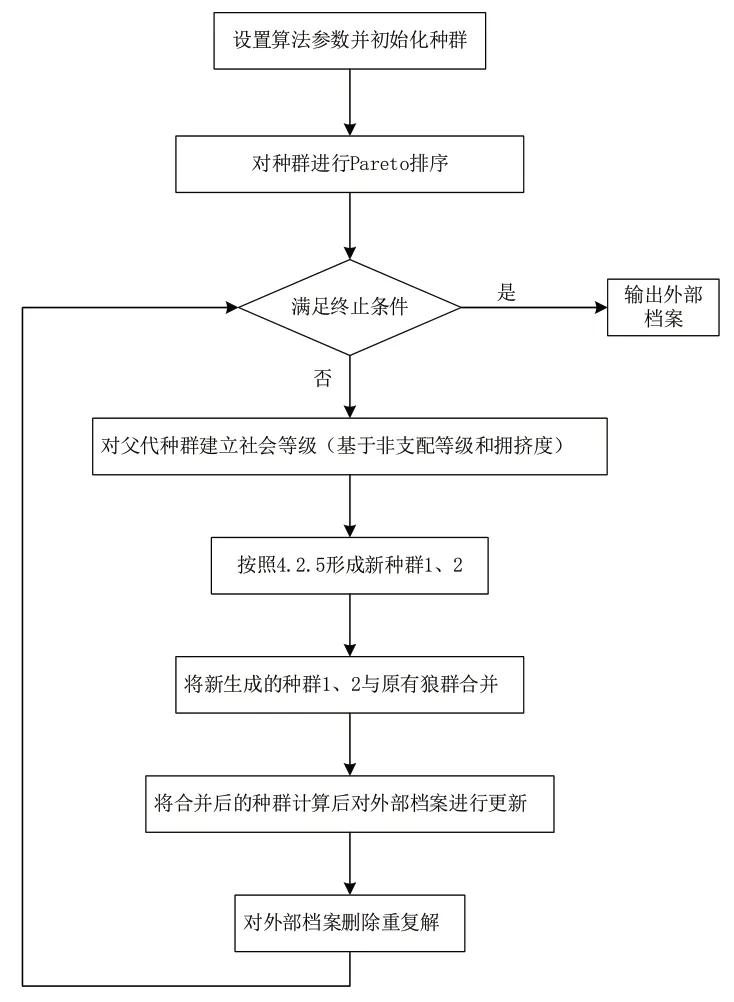
图3 改进灰狼算法流程图
4.2.1 编码机制
本文提出一种基于工件加工顺序、机器分配、速度选择和工艺路线选择的四层编码方法,即每个解均包含四层编码如图4所示。该编码方式中,前三层的编码长度为加工任务的工序总数,第四层的编码长度为可选择的工艺总数。第一层和第二层采用实数编码,各元素在[0,1]内任意取值;第三层为整数编码,各元素在[1,a]内任意取值,a为每道工序的可选档位机器数;第四层也为整数编码,各元素在[1,b]内任意取值,b为每个可选工艺的可选工序数。假设车间内包含3个工件,其编码方法见图4,3个工件的工序数分别为6、5、4,其中工件1的工序3和4,工件2的工序4和5,工件3的工序2和3为可替换工艺,每台机器有3个档位可选择,则前三层的编码长度为15,第四层的编码长度为3,第三层编码表示工件i的第j道工序选择l档加工,第四层编码[1,2,1],其中1表示第1个可选择工艺选择可选工序的第一个,2表示第1个可选择工艺选择可选工序的第2个,以此类推。
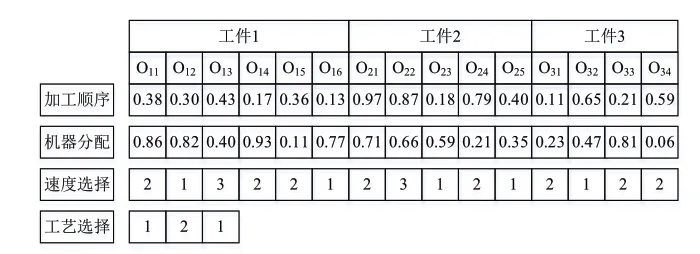
图4 四层编码方式图
由图4可以看出,解码时,第三层和第四层编码可以直接确定各工序的速度选择和工艺选择,第一层和第二层编码的各元素为连续值,而作业车间调度解为离散值,因此需要将其转换为离散形式的调度解。
1)加工顺序层的解码具体步骤
步骤1:根据第四层的工艺选择得到各个工件当前待加工的工序集合,集合包含的工序个数记为l1;
步骤2:按照顺序依次选择待加工工序集合编码的元素值x(h1),按照式(19)进行转换,并选择当前待加工工序集合中的第u(h1)个工序进行加工;
其中:x(h1)表示加工顺序第h个编码位置的元素值;u(h1)∈[1,l1]表示所选工序在当前待加工工序集中的序号,即下一个需要加工的工序为当前待加工工序中的第u(h1)个;
步骤3:剔除已安排加工的工序并更新待加工工序集合,然后重复上述步骤,直至所有工序安排完毕。
2)机器分配层的解码具体步骤
步骤1:同样根据第四层的工艺选择得到加工工序集合,集合内每个工序包含的可选机器个数记为l2;
步骤2:将每个工序对应的机器分配层的元素值x(h2),按照式(20)进行转换,由此获得每个工序选择可选机器集中加工该工序的机器编号;
其中:x(h1)表示加工顺序第h个编码位置的元素值;u(h1)∈[1,l1]表示所选工序在当前待加工工序集中的序号,即下一个需要加工的工序为当前待加工工序中的第u(h1)个。
4.2.2 种群初始化及Pareto前沿解
本文采用随机初始化的方法获得初始种群,按照4.2.1的编码机制,每只狼即一个序列。
对于多目标优化问题,种群个体的优劣不能由适应度大小直接判断,需通过Pareto排序将种群中的个体分成若干个非支配等级,首先找出当前种群中的非支配最优解,并赋值等级为1级,然后将这些解从种群中剔除,在剩下个体中寻找新的非支配解,并为其中个体的等级赋值为2级,依次类推,直至所有个体被分级,从而得到Pareto前沿解。
4.2.3 建立社会等级
在基本灰狼优化算法中,新个体由当前个体根据决策层个体α,β和σ(初始种群中前三位)的信息而产生。仅通过非支配等级可能会出现两个个体无法比较的情况,导致无法确定决策层个体。因此,本文采用基于非支配等级和拥挤距离的方法。对种群中个体排序遵循的原则:对于任意两个个体,等级低的个体排在前面;若两个个体等级相同,则比较二者的拥挤距离,拥挤距离大的个体排在前面[12]。排序完成后,选择排名前三的个体,将其分别作为决策层个体α,β和σ。
4.2.4 外部档案更新
外部档案用于存放搜索过程中的Pareto前沿解,并基于Pareto支配关系对其进行更新,更新方法如下:当有一个新解,若外部档案中任一解能支配它,则拒绝其加入;若其支配外部档案中的部分解,将允许其加入外部档案,并除去受支配解;若其与外部档案中的所有解均为非支配关系,则新解直接加入外部档案[12]。此外,若新产生的解与外部档案中已有的解重复,则剔除。
4.2.5 种群个体更新方法
1)搜索算子
在基本灰狼优化算法中,种群位置更新由决策层个体(α,β和σ)共同决定,但在解决复杂问题优化时,理想解会更接近α,β或σ其中一个,导致由决策层个体(α,β和σ)共同决定的种群更新方法效果不是那么理想。因此,本文对搜索过程进行改进,生成子种群1,新种群由两部分组成,新种群8%的灰狼则按照随机生成的方法产生,剩余92%的灰狼按照以下步骤生成:
步骤1:按照[0.3,0.2,0.1]的比例选择α,β和σ其中一只灰狼;
步骤2:对选中的灰狼,则选择更新其中60%、40%、20%或10%的基因位,选择的比例为[0.5 0.2 0.2 0.1],更新方式为基本灰狼算法的更新方式,如式(21)、式(22):
步骤3:按步骤1、2进行更新,直到生成规定数量的新个体。
2)交叉算子
灰狼优化算法进化时,个体根据适应度最优的3个个体进行个体位置更新,这使得算法容易陷入局部最优。由于遗传算法的全局搜索能力较强,在灰狼优化算法中引入交叉算子,进一步提升该算法的计算性能。交叉过程中,首先从[1,4]产生随机整数x,再从[1,2,3,4]四层中随机选出x层,对选出的编码层进行交叉操作。本文采用单点交叉、双点交叉或多点交叉三种交叉方式,三种交叉方式的选择比例为[0.3,0.9,0.5],需要交叉的编码层按照给定的比重选择一种方式进行交叉操作,生成子种群2。
5 应用案例
本文选择某柔性作业车间,对其一批包含5个工件的加工任务进行试验,以验证本文建立的调度优化模型的节能潜力及算法改进的可行性。该任务5个工件的柔性工艺路线网用AND/OR图表示,如图5所示,车间工件能耗与车间信息表如表2所示,其中公共功率P0=40W。改进的灰狼优化算法参数设置如下:种群数量100,迭代次数500,交叉概率0.8。案例1为考虑工艺路线柔性、机器柔性、加工顺序柔性和加工速度柔性的节能调度(优化目标为C、E),案例2为案例1中不考虑机器加工速度柔性即都是以固定档位加工的调度(优化目标为C、E)。
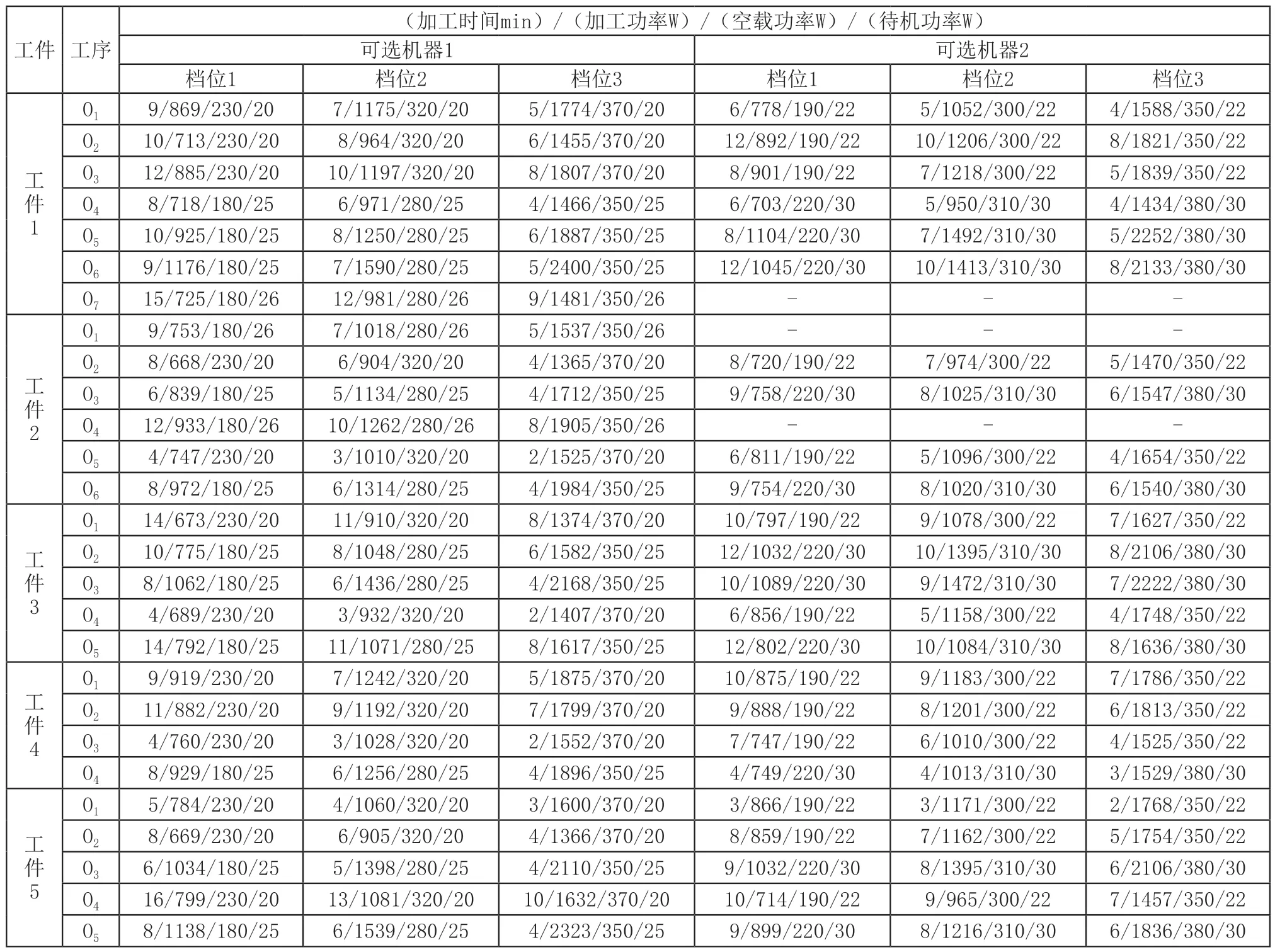
表2 工件能耗与时间信息表
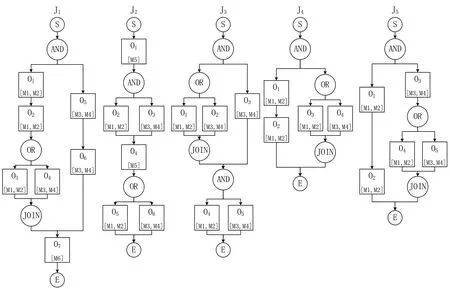
图5 零件柔性工艺路线图
5.1 案例1的分析
案例1考虑了工艺路线柔性、机器柔性、加工顺序柔性和加工速度柔性的节能调度(优化目标为C、E),根据文章第2节的调度优化模型和4.2节算法步骤求解该模型得到Pareto非支配解集如表3所示。为了分析不同工艺路线和生产调度方案下两个目标函数值的关系,图6是对案例1求出的Pareto解集中目标函数的走势图,可以看到,形成的Pareto边界分布比较均匀,说明改进的灰狼优化算法很好地平衡了完工时间和能源消耗两个目标。由于多目标优化问题无法使每个目标同时达到最优,故选择Pareto解集中完工时间最小和能源消耗最低的两个解,得到对应优化方案的甘特图如图7和图8所示。因此,本文提出的模型和求解方法能够求解考虑工艺路线柔性、机器柔性、加工顺序柔性和加工速度柔性的节能调度优化问题,并能够获得多目标的Pareto非支配解集。
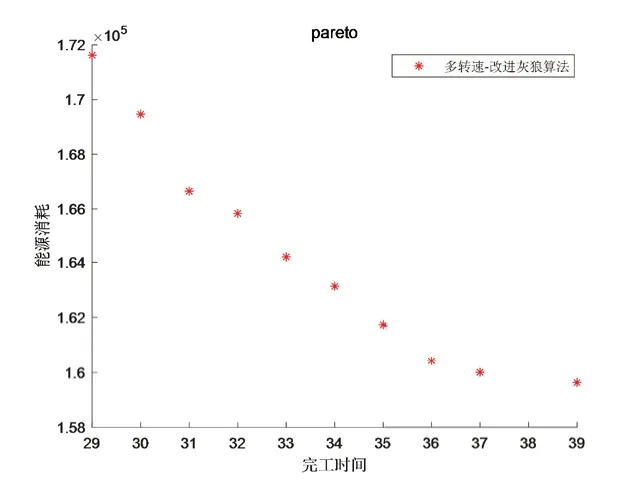
图6 Pareto解集中目标函数走势图
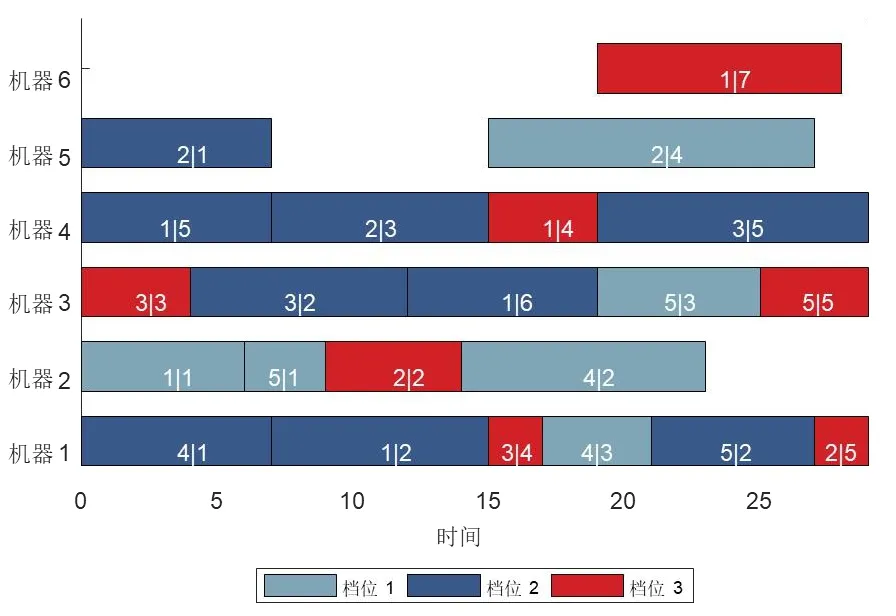
图7 完工时间最小对应方案的甘特图
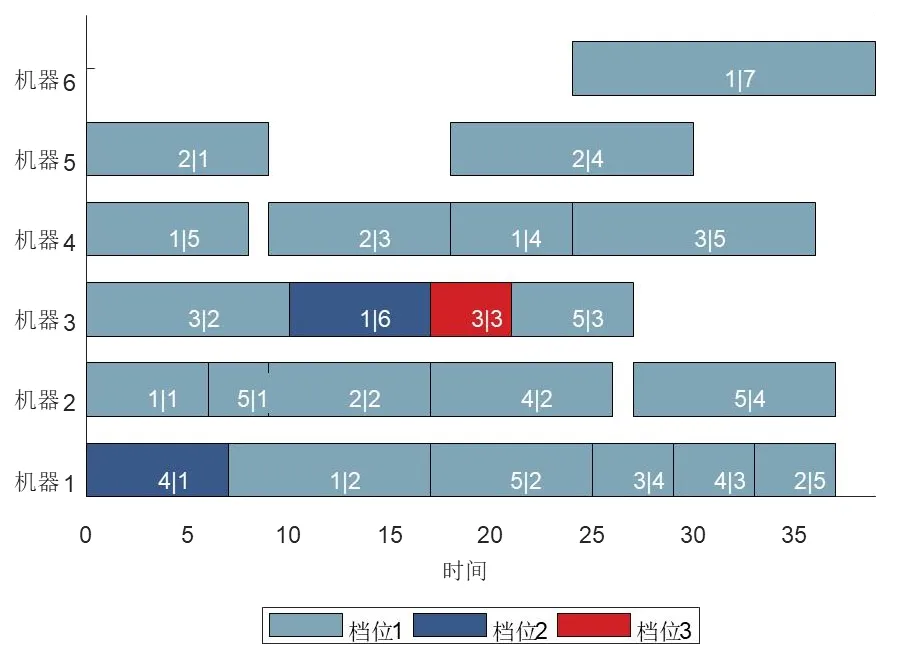
图8 能源消耗最小对应方案的甘特图
5.2 案例1与案例2的对比分析
案例1与案例2差别在于是否考虑了机器加工速度的柔性。案例2分别以档位1、档位2和档位3其中一种档位进行加工,并用改进的灰狼优化算法求解得到Pareto解集,并得到案例1与案例2的Pareto解集分布图如图9所示。通过对比发现,考虑工艺路线柔性、机器柔性、加工顺序柔性和加工速度柔性的综合优化,无论是加工过程中的完工时间还是能源消耗,得到的结果都要优于不考虑加工速度柔性的调度结果。因此,本文提出的考虑工艺路线、加工机器、加工顺序和加工速度同时优化的节能调度模型能更好地实现高效节能的目标。

图9 固定转速与多转速的Pareto解结果对比
5.3 本文算法改进分析
为证明本文所提的算法改进有效,将用原始灰狼算法与本文提出的改进灰狼优化算法求解案例1得到的Pareto解集进行对比分析,如图10所示,改进灰狼优化算法求得的Pareto解支配了基本灰狼算法所求出的,说明改进后效果要优于改进前。表4为灰狼优化算法对案例1求解结果在数量和质量的比较。其中:每个指标左边为基本灰狼算法的结果,右边为改进灰狼算法的结果。
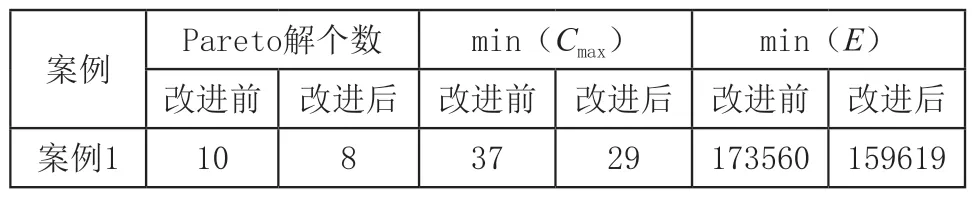
表4 基本灰狼算法改进前后在案例1中的结果对比
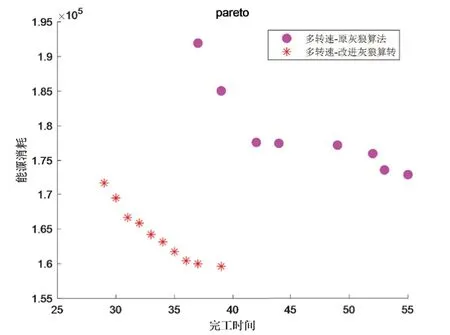
图10 改进灰狼优化算法与原灰狼算法结果对比
6 结语
本文研究在面向节能的工艺规划与车间调度集成问题的基础上,考虑了制造过程中的机器加工速度柔性,建立了以车间总能耗、加工完工时间为优化目标的柔性作业车间节能调度模型。同时,提出了一种改进的灰狼优化算法对该模型进行求解,并结合实际案例,经过详细分析,验证了考虑机器加工速度柔性要比不考虑机器加工柔性的工艺规划与车间调度问题节能效果更好,同时还证明了改进后算法的可行性。
本文提出的节能调度模型,一定程度上降低了作业车间能耗,为企业实际应用提供了方向和方法。然而本文研究的调度案例规模较小,缺乏所提节能调度模型对大规模调度问题的适用性研究和不同求解算法的对比研究,这将作为下一步的研究内容。此外,在节能调度问题中考虑开/关机策略也是非常值得研究的。
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
昆钢科技(2022年2期)2022-07-08
石油沥青(2021年5期)2021-12-02
文化创新比较研究(2020年7期)2021-01-13
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
小太阳画报(2019年1期)2019-06-11
数学大王·低年级(2018年5期)2018-11-01
快乐语文(2016年15期)2016-11-07
工程建设与设计(2016年1期)2016-02-27
