上料机自动控制系统的改进与技术革新
2023-12-26 09:33李士仲刘庆锋仇恒臣鲁延辉山东神力索具有限公司
锻造与冲压 2023年23期
文/李士仲,刘庆锋,仇恒臣,鲁延辉·山东神力索具有限公司
为着力打造智能化、绿色化、安全化于一体的高端索具制造产业园,争做行业发展的“领头羊”,神力索具顺应时代大势,勇担发展重任,抢抓机遇,明确目标,以攀高比强的奋进姿态,不断追求卓越。作为神力索具的员工,更要冲锋在前,除完成既定的工作以外,同时还要把科技创新和生产任务相融合,解决生产设备遇到的新问题,这不仅是为了提高生产效率,更是体现了我们每一个员工前进的动力和个人的价值观。
目前,由于设备的更新换代,生产线由机器人代替人工的发展时代已然来临,这就要求我们的生产配套设备能更好地实现最大的价值。特别是锻造车间使用的上料机,传统的控制方式主要由PLC 控制,或是由带有一体机的触摸屏控制的,传感器数量多。
上料机主要是把料件自动传送到中频炉加热,由于中频炉在工作中经常产生高次谐波,也有浪涌电压或大电流的出现,会干扰上料机上的电子设备,以致诸多传感器容易损坏,所以造成了上料机维护困难、周期长、价格高、故障率高等系列现状问题。而要真正体现一种设备的利用价值,除了更换新的设备外,就是让一台设备变的更有通用性,能够更好地适应各种生产线的需求,同时从机械和电气方面共同考虑,拿出更好的方案来改造设备。
为了让上料机真正实现自动控制,减少故障的频率,神力索具通过对电路进行分析,设计出一种新的自动控制系统。经过长期的使用,得到了很好的效果验证。其特点就是线路简单化,具备故障少、效率高、维修快等优点。下面笔者将上料机自动控制系统的工作原理,以及神力索具对电路的改进和技术革新给大家分享一下。
自动上料机的基本原理
目前,上料机不管是2 阀控制还是3 阀控制,其工作原理都是利用电磁阀带电和失电来推动气缸工作的:当电磁阀得电时,带电的气缸运动;失电时气缸返回原位。
图1 是带2 个电磁阀的控制系统 ,图2 是带3个电磁阀的控制系统,图3 是设备上料机整体外观。

图1 带2 个电磁阀的控制系统

图2 带3 个电磁阀的控制系统

图3 设备上料机整体外观
根据阀体的多少,通过其工作过程,神力索具设计出了符合企业设备生产的一种专用电路。这种电路通过时间来控制行程,从而取代从前传感器过多的电路控制系统,避免因传感器过多等原因造成的各种故障,这也是我公司在技术革新中自行设计出的新的控制线路。
带有3 个电磁阀的上料机控制线路
如果生产线上经常需更换不同的产品,因为产品的工件大小不同,这时可选用带3 阀的控制线路。
三阀控制线路,一键启动
三阀控制线路的特点就是:侧推和送料工作时,有个时间差,防止工件尺寸不同造成侧推误送料而影响送料。同时,经过改进,也是根据生产上的需求,神力索具三阀控制线路采用了一键启动的模式,这样也避免了开机的复杂性。让我们看一下它的工作状态吧!
三阀控制线路工作状态
首先,工作前先打开气阀通气,打开急停按钮后,上料机就会自动进入工作状态。上料机上的电磁阀就会带电,让工件上升,到达一定的位置后,通过输送带送到侧推位置。我们利用分解线路的方法,对线路进行分解控制,这时上料系统是循环工作的。
值得注意的是,上料到达高度不够时,只需要加长上料继电器的工作时间就可以了。当上料过多或满料时,为了不让工作立即停止也防止误上满料,仅需在输送带的中间部位加装1 个感应器:只有料件连续接触传感器5 秒,上料机延时继电器才保持带电,这时上料电磁阀失电;且只有当料件过了传感器没有信号时,上料才能继续工作。
同时,侧推和送料气缸也开始工作,为了让侧推和送料有一个先后顺序,防止把料件送错位,我公司设计了时间差自动控制系统:让推料器只有返回到位时,才在命令控制下进行下一次送料。通过长期的使用,证实此控制线路稳定,故障率明显降低,而且抗干扰性也增强了,工作效率更是提高了20%以上,从而达到了减员的目的。
带有2 个电磁阀的上料机控制线路
带2 个阀的控制系统,一般是气缸有2 个,电磁阀2 个;另一种是气缸有3 个,电磁阀只有2 个。此处以带有2 个电磁阀、3 个气缸(二阀三气缸)的上料机控制线路为例,它主要是由1 个电磁阀在带电时同时带动2 个气缸进行工作。它的工作过程与三阀控制线路有相似之处,但又有不同的地方。
二阀三气缸上料机工作状态
首先,将上料机的气路打开,这时,打开急停旋钮,上料机的控制系统就开始工作了。这时,2 个电磁阀会同时带电,但由于2 个阀是独立控制的,所以各自的工作任务不相同,也互不干扰。
上料阀带电时,循环继电器就会带电,通过它的延时断开使第一电磁阀带电,气缸向上运动,把料一层一层送到设定位置,当到达既定位置时,电磁阀断电,气缸回落,到设定的等待时间时,时间继电器又开始循环工作。
当料件送满后,中间传感器感应到并按设定的5秒连续带电时,断电时间继电器工作,让上料的时间继电器断电。这样上料机的上料部分停止工作,只有传送带连续地把料件送到推料的位置。
侧推和推料时,2 个气缸是由另一个电磁阀(第二电磁阀)控制的,这时2 个气缸同时工作,为了不让2 个气缸工作中送的料件产生错位或故障,就要求其间要有时间差,可以通过将侧推距离调短、工作气阀调大、推料气缸推料前行速度调慢等方法,用机械上的变动来解决时间差的问题。有时,还可以把侧推上的气阀管更换,实现送料时,侧推返回;送料返回时,侧推送料。
当然,我们可以根据生产需求选择用几阀的上料机。这种控制线路虽然貌似筒单,但实用性却更强。我公司通过改进和技术革新,解决了设备存在已久的难题。经过长久的使用,已证实该控制线路故障率可大大降低,维修更加方便,而且电器元件通用性更强,使用更长久,降低了消耗费用,提高了生产效率。
二阀控制线路分析与设计
现通过某上料机二阀线路的工作电气原理图,对线路进行分析和设计,希望对大家更直观地了解上料机的工作原理和工作过程有所帮助。图4 是一种上料机的二阀线路图。
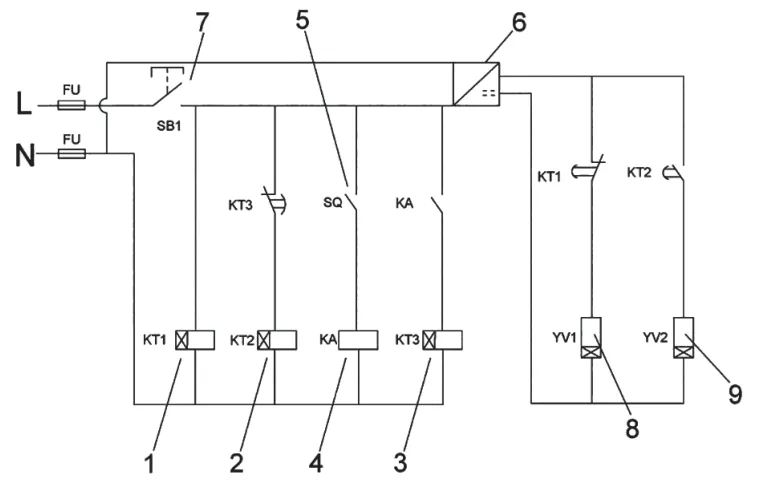
图4 上料机的二阀线路图
⑴主要采用220V 的交流电源通过保险;急停开关控制相线的通断;有3 个时间继电器,供电电源为220V;而时间继电器的延时触点采用低压24V 控制,这样主要是为了防止电磁阀接地或损坏时损伤时间继电器触点,以保障线路上的电气元件使用寿命更长。
⑵同时,为了生产设备在任务重时能够快速维修,防止因重要元件无法快速修复而误工,工作中针对上料机PLC 或触摸屏主控制系统易发生故障处,设计出一种单一移动式的控制线路,对整体线路进行分解,让这个线路达到快速、方便更换的目的,图5 为一种单一式的移动线路,它只是在上料机无法修复时,可用这种线路进行工作。这也是我们在技术革新中的尝试,也希望给其他企业带来更好的维修技巧。
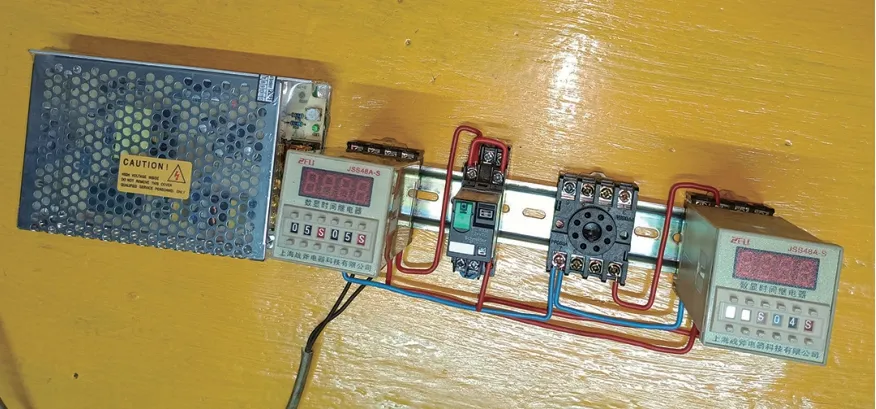
图5 单一式的移动线路
⑶如何让移动式线路的工作过程实现自动控制:其主要的工作方式是利用了循环时间继电器。通电后,它的延时触点能在设定的范围内等待延时,延时到达后,延时触头才会通或断,延时运行工作时间长短可通过时间继电器上的左端数字调节;如果工作中需要延长或缩短工作时间,只需调节时间继电器上的右端数字,也就是工作的等待时间即可。当延时到达后,循环时间继电器复位,通过循环的方式让电磁阀带电或失电,从而使推料和送料气缸循环往复工作。
⑷上料方式线路的工作原理和工作过程,同样利用循环的方式来带动电磁阀带电或失电,让气缸上升或下降。如果需要延长上料的工作时间,只要调节循环时间继电器上右边的数字,而左边的数字调节的是工作运行中的时间。循环继电器右边都是设定为等待工作状态。而且通电后都能够循环工作。不同的是多加了一个不循环的时间继电器。它的主要任务是上料到达一定的数量时,传感器在设定时间内连续检测到有料件接触,它的延时常闭触点才会断开,让串在其上的循环继电器失电,从而上料电磁阀也失电;只有当传感器检测到无料件时,单循环继电器失电,延时常开触点闭合,循环继电器才又重复工作。从而避免因上料过多造成的故障。
结束语
总之,随着锻造行业的快速发展,生产工艺流程也发生着重大变化。随着自动化、智能化快速的发展,各生产线也进入了自动化、智能化的时代。
上料机送料是锻造生产线上的第一个工序,只有确保上料机在工作过程中能够在设定的时间内源源不断地进行送料,继而把料件推进中频炉内加热,才不会因料件误送造成料件烧化或中频炉损伤,影响生产。这就需要我们不断地去了解、改进、创新它,把故障率降到最低点。
通过总结上料机在技术上的改进和创新,希望能够让改造后的设备发挥它的优势,更希望其得到更好地推广和应用,为锻造行业贡献一份力量!
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
装备制造技术(2021年1期)2021-05-21
橡塑技术与装备(2021年1期)2021-01-05
自动化仪表(2020年10期)2020-11-13
河北省科学院学报(2020年4期)2020-03-19
模具制造(2019年4期)2019-06-24
科技创新导报(2016年9期)2016-05-14
船舶力学(2015年6期)2015-12-12
汽车维护与修理(2014年10期)2014-02-28