农业轮胎钢丝圈上抽的原因分析及解决措施
2023-12-26 08:29解凯萍赵兴海孟海狮
橡胶科技 2023年12期
解凯萍,赵兴海,孟海狮,王 瑶
(1.中南林业科技大学,湖南 长沙 410004;2.徐州徐轮橡胶有限公司,江苏 徐州 221011)
随着我国农业机械化程度越来越高,农业机械被广泛应用于各种农田作业[1]。各种农业机械的不断推广,对农业轮胎的需求越来越广泛,而且近年来我国农业机械不断升级,对农业轮胎的质量要求也越来越高。对于农业轮胎生产企业来说,保证生产过程稳定,减少质量问题,是企业生存的关键。
胎圈问题,尤其是钢丝圈上抽问题始终是困扰轮胎生产企业的难题,因其涉及结构设计和生产工艺,影响因素很多[2-4]。本工作结合轮胎结构设计以及生产工艺,对钢丝圈上抽问题进行深入剖析,并提出相应的解决措施。
1 存在的问题
钢丝圈上抽病象指的是胎圈部位钢丝圈明显上移、胎趾部位严重缺少材料的情况,如图1所示。

图1 钢丝圈上抽病象
钢丝圈上抽轮胎趾口宽度远小于设计标准尺寸,具有以下特点。
(1)涉及轮胎的规格较多,具有一定的普遍性。
(2)出现几率较低(<2%),且同一时期出现的轮胎规格无规律,同一规格出现无连续性。
(3)病疵长度不超过150 mm、单侧胎圈问题居多。
2 原因分析及验证
2.1 成品断面分析
对轮胎的病象位置进行剖析(如图2所示),发现其具有如下共性。
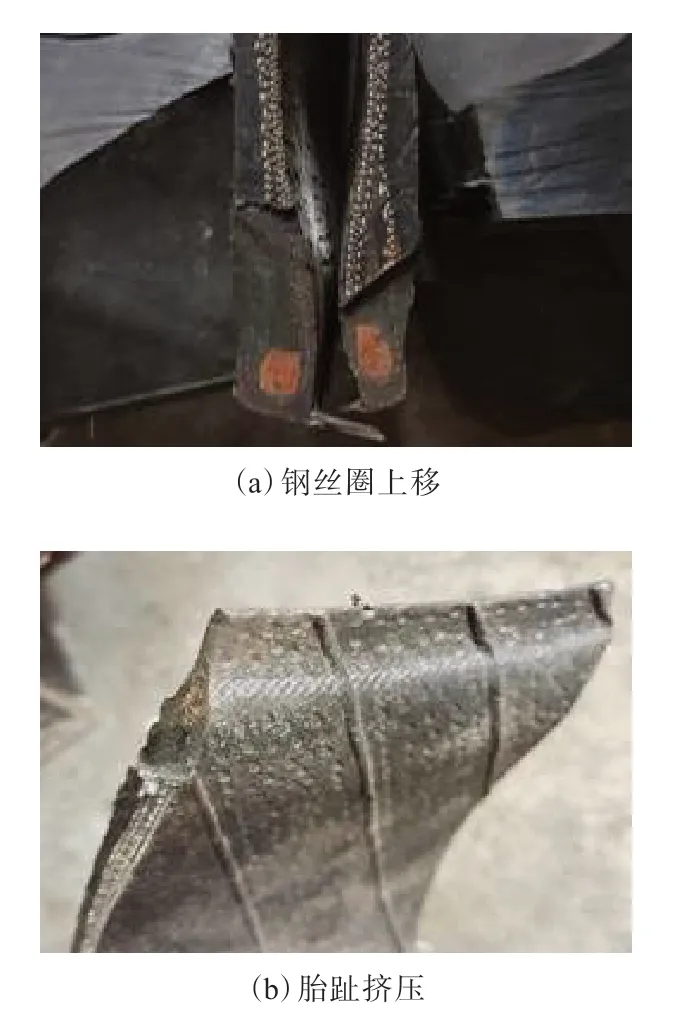
图2 轮胎病象位置
(1)钢丝圈明显上移,造成胎圈的底部材料严重不足。
(2)对侧钢丝圈下移,趾口宽度比设计值略小。
(3)两侧胎体帘布反包高度存在明显的差异(约为5~30 mm)。
(4)轮胎的胎趾位置有明显被水胎挤压的痕迹。
2.2 原因分析
根据断面分析,钢丝圈上抽是因钢丝圈移动造成胎圈材料不足,其原因可从内部、外部进行查找。
(1)半成品存放不当使胎圈变形,影响其与水胎配合。
(2)定型不符合工艺要求,水胎牙子与半成品胎圈配合错位。
(3)水胎存在问题,水胎牙子挤压半成品胎圈。
(4)钢丝圈直径过大,造成胎圈的底部材料不足。
(5)胎体帘布筒上偏或钢丝圈移动,导致两侧胎圈受力不均。
(6)成型时胎体帘布定长过大或过小,影响胎圈材料分布。
(7)胎体帘线伸张过大,导致胎圈的伸张变化不均匀。
2.3 原因验证
对以上原因进行逐步验证。
(1)半成品存放不当使胎圈变形。半成品悬空存放,胎圈局部受力,持续时间长,胎圈可见明显变形、不平整,通过标记存放半成品的胎圈长轴、短轴位置,发现仅部分成品胎圈出现轻微软胶边。
结论:半成品的胎圈存放变形与钢丝圈上抽关联性很小。
(2)定型不符合工艺要求,水胎牙子与胎圈配合错位。定型后通过标记水胎牙子与胎圈的配合错位处,发现成品胎圈无钢丝圈上抽现象。
结论:半成品定型不符合工艺要求与钢丝圈上抽关联性很小。
(3)水胎存在问题,水胎牙子挤压胎圈。通过统计胎圈有问题的轮胎所用的水胎以及解剖断面,未发现固定规律。
结论:水胎牙子问题与钢丝圈上抽无明显相关性。
(4)钢丝圈直径过大。选取某一规格轮胎,将钢丝圈直径增大2 mm,成品均未出现钢丝圈上抽,只有局部出现趾口宽度稍小现象。同时通过计算问题轮胎胎圈压缩率发现,部分问题轮胎胎圈材料稍微不足,其趾口宽度略小于设计值。
结论:钢丝圈直径过大、胎圈压缩率不合理影响胎圈质量,对钢丝圈上抽有直接影响。
(5)成型时胎体帘布筒上偏或钢丝圈移动。选取某一规格轮胎,将胎体帘布筒整体上偏或局部上偏,成品胎圈出现对称性的趾口软边或趾口窄现象,反包高度小的位置出现趾口软边,反包高度大的位置出现趾口窄现象。
当前,移动互联网技术在教育领域中的应用越来越普及,并深刻影响了教与学的众多环节,在这种大形势下,教育工作者突破固化思维、主动引导显得尤为重要。通过资源共享、课程建设、教学互动、移动学习等功能的建设,将我们的教育教学向移动互联领域推广和辐射,是当前教育教学模式变革的一个重要方向。
结论:成型时无论胎体帘布筒整体上偏还是局部上偏,均可能会导致成品轮胎出现趾口窄或趾口软边现象,原因是胎体帘布反包高度差异造成钢丝圈受力不同。
(6)胎体帘布定长过大或过小。选取某一规格轮胎,帘布定长增大或者减小,成品轮胎出现无规律的趾口软边、趾口窄现象。
结论:帘布定长过大或过小与胎圈质量存在关联性,不确定是否影响钢丝圈上抽问题。
(7)胎体帘线伸张过大。通过计算出现钢丝圈上抽的轮胎胎体帘线伸张值发现,帘线伸张过大情况所占的比例较小。
结论:胎体帘线伸张过大不是造成钢丝圈上抽的直接因素。
综上分析和验证,钢丝圈上抽原因为设计的胎圈材料稍微不足,且胎圈受力过大或不均,使钢丝圈发生位移,导致胎圈部位材料严重不足。
3 解决措施
针对上述确定的原因,制定如下解决措施。
(1)胎圈压缩率减小至90%~98%。
(2)胎体帘线伸张值减小至1.025~1.030。
(3)胎里直径与成型机机头直径比值取1.40~1.45。
按照以上思路进行施工设计调整,成品轮胎未再出现钢丝圈上抽问题,趾口饱满、宽度稳定,如图3所示。

图3 合格轮胎胎圈
4 成品性能
随机抽取施工设计调整后的轮胎进行性能测试,成品轮胎各项性能均符合国家标准要求。
以14.9-24 8PR R1轮胎为例,采用W13试验轮辋进行充气外缘尺寸检测,标准充气压力为180 kPa。充气轮胎的测量结果为:胎肩处外周长3 747 mm,充气外直径 1 253 mm,充气断面宽383 mm,行驶面宽度 332 mm,花纹深度 35.8 mm。成品轮胎充气外缘尺寸符合GB/T 1192—2017要求[充气外直径为1 258(1 239~1 297)mm,充气断面宽为377(363~400)mm]。
5 结语
通过对钢丝圈上抽病象的分析,从内部、外部因素逐一进行验证排查,最终得出胎体帘线伸张与胎圈压缩率不合理是导致该病象产生的根本原因。通过适当减小胎圈压缩率和胎体帘线伸张值,并合理选取胎里直径与成型机机头直径比值,很好地解决了该问题。钢丝圈上抽问题的攻克也为解决其他胎圈问题提供了思路,并不是单一的参数设计不当才会导致胎圈问题。钢丝圈上抽问题的解决,提高了农业轮胎的胎圈质量,使轮胎批量生产过程中工艺的稳定性和成品轮胎的外观质量得到明显提高,为公司创造了良好的经济效益和社会效益。
猜你喜欢
轮胎工业(2022年11期)2022-11-30
国际纺织导报(2022年4期)2022-11-04
橡塑技术与装备(2021年21期)2021-11-17
轮胎工业(2020年1期)2020-07-28
轮胎工业(2020年7期)2020-03-01
轮胎工业(2020年12期)2020-02-28
橡塑技术与装备(2018年5期)2018-03-17
轮胎工业(2017年7期)2017-07-23
纺织器材(2016年5期)2016-11-22
专用汽车(2016年9期)2016-03-01