
除氧器裂纹探究及处理
2023-12-28 13:58董勤
中国设备工程 2023年24期
董勤
(浙江浙能中煤舟山煤电有限责任公司,浙江 舟山 316131)
除氧器是用来除去锅炉给水中溶氧和其他气体的热力设备。除氧器内加热后的水表面氧及其他气体的分压力为零,水中所有溶解气体得以从水中析出并汇集于顶部后从顶部排汽管排出除氧器外,从而得到品质合格的给水,以防止锅炉设备及管道等承压设备的腐蚀。
1 设备概况
某公司1030MW 机组每机配置1 台无头除氧器、2 台汽动给水泵和1 台电动给水泵。除氧器底部焊接3 个接管座分别与2 台汽动给水泵和1 台电动给水泵进水管连接。除氧器本体材质Q345R,电泵、汽泵出水管接管座材质16MnIV,防旋罩材质为304 不锈钢。
2 事件经过
2.1 2020 年2#机除氧器
2020 年10 月,2#机C 修时宏观检查发现,除氧器至电泵出水管接管座与除氧器筒身角焊缝(扩建端侧)存在2 处环向裂纹。之后,对2#机除氧器至电泵前置泵接管座与除氧器焊缝,除氧器至A 汽泵前置泵、B 汽泵前置泵接管焊缝进行打磨和全面PT+UT探伤,发现多处缺陷。
(1)电泵出水管接管座与防旋罩连接的8 处焊缝存在7 处裂纹,裂纹沿接管座内壁最长约80mm 见图1,沿除氧器筒体长度约70mm,接管座外部裂纹已延伸至筒体上,见图2。
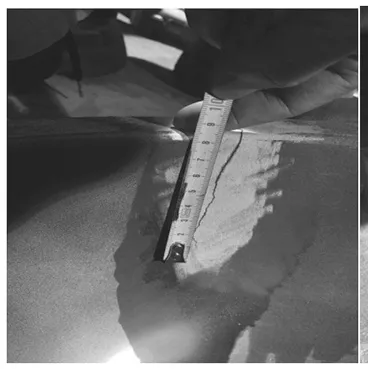
图1 管座内壁上80mm 裂纹
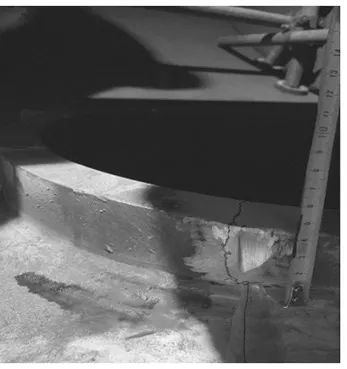
图2 接管座外部裂纹已延伸至筒体
(2)电泵出水管接管座与除氧器筒身角焊缝内壁共有2 处环向裂纹,见图3。
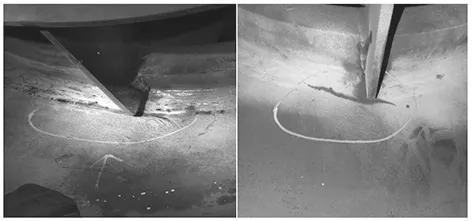
图3 接管座与除氧器筒身角焊缝内壁2 处环向裂纹
(3)防旋罩结构损坏严重见图4。
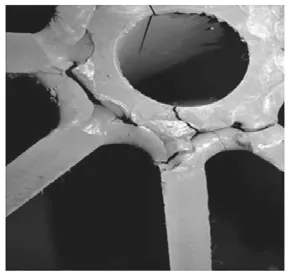
图4 防旋罩结构损坏严重
2.2 2021 年1#机除氧器
(1)出水管接管座与筒体母材内部角焊缝存在1处长约45cm 的裂纹缺陷,见图5,沿角焊缝与筒体母材熔合线开裂,两端裂纹延伸至筒体母材,见图6、图7。

图5 角焊缝长约45cm 的裂纹
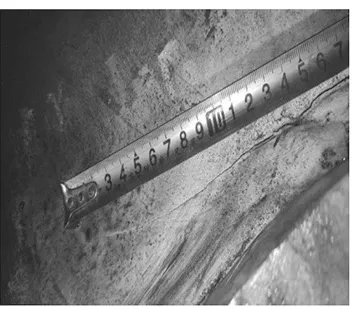
图6 焊缝裂纹延伸至母材

图7 焊缝裂纹延伸至母材
(2)接管座与上方防旋板其中的6 处角焊缝均存在裂纹缺陷,具体缺陷形貌,其中最严重的1 处裂纹已贯穿管座壁厚方向,并延伸至角焊缝,见图8。

图8 防旋罩裂纹延伸至角焊缝
2.3 2022 年2#机除氧器
2#机C 修发现1 条裂纹由管孔内壁贯穿至外壁,并延伸至内部角焊缝及筒体母材,呈垂直于焊缝方向,内壁裂纹长度约80mm,筒体母材处裂纹长度约80mm,见图9;另外,还发现1 条裂纹长度约40mm,位于原来焊接处理过的部位,见图10。
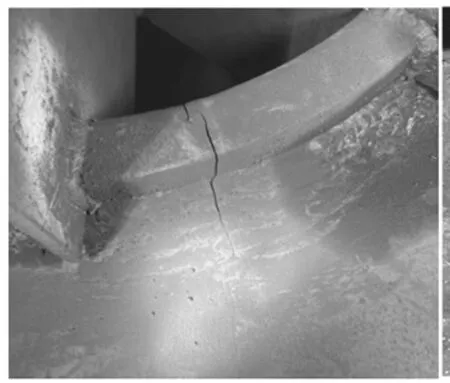
图9 新出现的贯穿裂纹
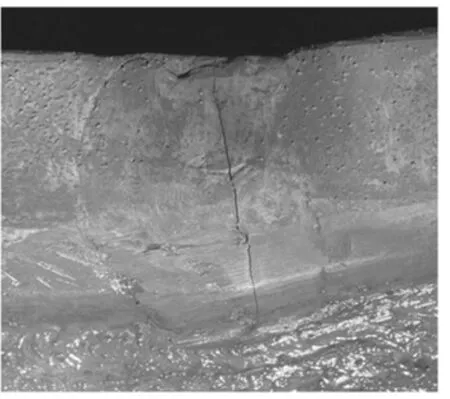
图10 原修复部位裂纹
3 原因分析
统计2020 年2#机除氧器、2021 年1#机除氧器、2022 年2#机除氧器电泵出水管接管座主要裂纹(红色线条)的分布图如下,见图11、图12、图13。
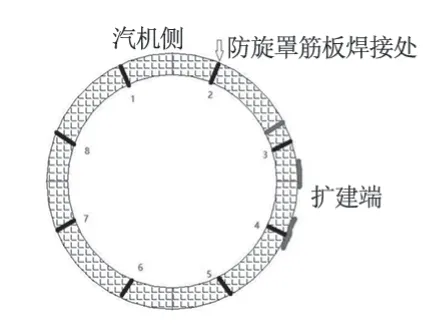
图11 2020 年2#机除氧器主要裂纹
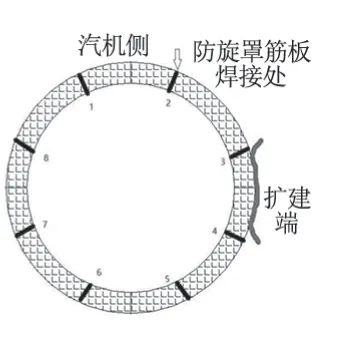
图12 2021 年1#机除氧器主要裂纹
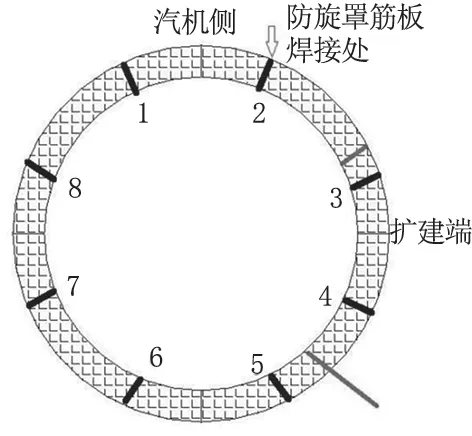
图13 2022 年2#机除氧器主要裂纹
综合3 年的两机除氧器主要裂纹,可发现以下特点:
(1)裂纹均分布在靠扩建端的一侧;2020 年和2021 年,电泵出水管接管座的环焊缝上均有裂纹;2020 年、2022 年,管座的相同位置出现裂纹。3 年里出现的裂纹均集中在2 ~5 号位置。(2)从除氧器外形结构设计上可知,除氧器从左至右的1#、2#、4#支座均为滚动支座、3#为固定支座,4#支座靠近扩建端侧。(3)多次检查两机除氧器A、B 汽泵出水管接管座及接管座与筒体的角焊缝均未发现类似严重裂纹。(4)查阅除氧器水温与负荷数据见表1 及图14。

表1 除氧器水温与负荷数据
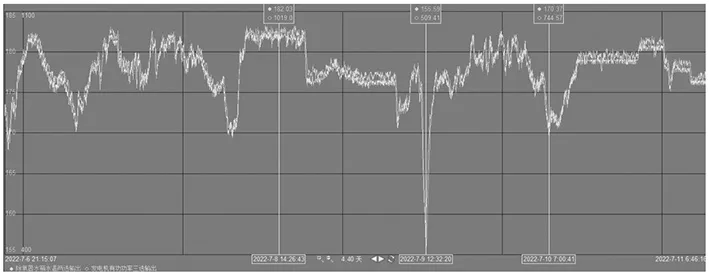
图14 除氧器水温与负荷曲线
2021 年测量1#机除氧器电泵出水管接管座温度为58℃,2022 年2#机除氧器测量除氧器电泵出水管接管座温度为42℃。经运行人员关闭密封水隔离阀后,电泵出水管接管座处的温度上升为178℃,此时,除氧器本体水温183℃,机组负荷1000MW。
综上所述,裂纹均靠近3#固定支座处,且除氧器电泵出水管接管座的温度较低,汽泵A、B 出水管接管座未发现类似裂纹的情况,分析除氧器电泵出水管接管座产生裂纹的主要原因如下。
电动给水泵的机械密封密封水水源为凝结水,水温为30 ~40℃,除氧器正常运行水温即除氧器筒体金属温度为142 ~182℃,存在较大的温差。机组设计时,因考虑一次调频和调峰时凝结水泵的变频运行,凝结水压力会降低,无法满足给水泵密封要求,故配置有密封水泵,运行压力在3MPa 左右,该压力远高于除氧器压力及管道沿程阻力;且电泵组长期处于热备用出口阀关闭进口阀组全开,泵组机械密封的密封水为注入式,密封水不断注入电泵组进口管道,造成密封水经电泵前置泵进口管回到除氧器,不断地给除氧器电泵接管座降温,致使电泵接管座与除氧器水温温差达100℃以上。电泵出水管接管座附近可能存在不均匀温度场,叠加负荷波动时除氧器水温的变化,致接管座附近存在热交变应力,长时间运行后会出现金属热疲劳裂纹;且密封水注入后的除氧器电泵接管座与除氧器本体之间存在100 ~140℃的温差,由于3#支座为固定支座,除氧器筒体受热后只能往1#、2#滚动支座方向膨胀,而电泵出水管接管座内部温度低未与除氧器筒体同步膨胀,从而始终在接管座本体和接管座与除氧器筒体的焊缝2 ~5 位置存在较大的膨胀应力将筒体与接管座焊缝或接管座本体撕裂。
结合2020 年、2021 年检查发现,除氧器筒体与电泵出水管接管座焊缝内存在大量断续的未熔、气孔、夹渣缺陷,首出现象为筒体与接管座焊缝撕裂。2020 年,除氧器筒体与接管座修复后,消除了接管座与筒体焊缝的未熔合等焊接缺陷。2022 年检查发现,接管座本体上的原修复处撕裂,该处为接管座本体最为薄弱点,在膨胀应力作用下首先被撕裂。且2020 年2#机除氧器电泵出水管接管座防旋罩结构损坏严重,2021 年、2022 年1#机、2#机除氧器电泵出水管接管座的防旋罩与接管座焊接处及周边区域均发现裂纹,从另一方面佐证了该膨胀应力的存在。
因此,要避免今后再次出现除氧器电泵出水管接管座裂纹的产生,必须提高接管座处的温度。
4 裂纹处理
4.1 处理过程
割除电泵出水管接管座上的防旋罩,并对防旋罩原角焊缝、电泵出水管接管座焊缝打磨、清理后PT 和超声检查;对检查出的缺陷部位进行预热、焊接、焊后热处理及无损检测。
4.2 处理工艺要点
(1)对接管座角焊缝裂纹与内部缺陷、管孔母材裂纹原焊缝缺陷进行磨除,适当沿沟槽外观走向修磨出便于焊接操作的坡口,在保证补焊质量和操作方便的情况下,尽量减小沟槽,两侧平整,转角处圆滑过渡无尖角及死角存在,底部平缓无凹凸不平。(2)对于较深的裂纹,从外侧磨除裂纹,且修磨时钻止裂孔,在外侧沿裂纹修磨至内外侧坡口间剩余厚度2 ~3mm 时,将两侧的修磨处适当修整出坡口并检查确认坡口侧壁无缺陷后方可施焊。(3)除打底层和盖面层外,每层焊接完成后在热红状态下进行锤击,以释放应力。(4)焊接工作结束前,每完成一处缺陷修复,如不进行热处理,必须用保温棉包裹缓冷。
5 改进措施
(1)从A 汽泵前置泵出水管接一路暖泵水管,从电泵泵体底部接入,并经电泵、电泵前置泵回至除氧器,消除电泵在停运时除氧器电泵出水管接管座及防旋罩与除氧器内部的温差,防止电泵试转时接管座处的冷热交变。(2)加装电泵暖泵管后,将电泵及电泵前置泵上的O 型圈材质由原设计的乙丙橡胶更换为耐高温性、稳定性、耐磨性更为优异的氟橡胶或全氟醚橡胶。(3)在除氧器电泵及A 汽泵出水管接管座外壁接近筒体处安装壁温测点,用于监视电泵出水管接管座温度及进行对比分析。(4)电泵组运行方式由热备用改为冷备用,电泵组密封水隔离停用,仅按需投运。密封水投运前,必须投运暖泵水。
6 结语
给水系统的除氧器是电厂运行中的主要设备,且为重要受监督检验的压力容器设备,一旦出现裂纹泄漏等缺陷,将严重影响机组的安全运行。本文对除氧器电泵出水管接管座裂纹产生原因及相应处理进行了分析与探究,总结经验,并为今后处理类似问题提供参考。
猜你喜欢
科技创新与应用(2022年17期)2022-06-21
电力设备管理(2021年14期)2021-12-02
阅读(快乐英语中年级)(2021年9期)2021-10-19
科学与财富(2021年35期)2021-05-10
防爆电机(2020年3期)2020-11-06
重型机械(2020年2期)2020-07-24
舰船科学技术(2019年7期)2019-08-16
家电科技(2018年7期)2018-08-06
电子制作(2018年12期)2018-08-01
电站辅机(2018年1期)2018-04-17
