基于数学模型的纳米材料激光成型中颗粒形成问题研究
2023-12-29 02:54徐颖颖
信息记录材料 2023年11期
徐颖颖
(漯河食品职业学院 河南 漯河 462300)
0 引言
发射波长约为1 μm 的激光系统控制入射激光辐射粒子的消失。 如果涉及入射激光辐射波长的粒子特别小,可以采用瑞利近似描述消失过程[1-2]。 根据博伦、霍夫曼公式,消失取决于两部分:散射和吸收。 通过相关的横截面可以测量入射激光辐射和纳米颗粒之间互动机制的强度[3]。 图1 显示了纳米铁粒子半径0 ~50 nm 间的各自横截面。 很明显,在现有粒子半径的整个范围内,占主导地位的部分可以追溯到入射激光辐射粒子的吸收。
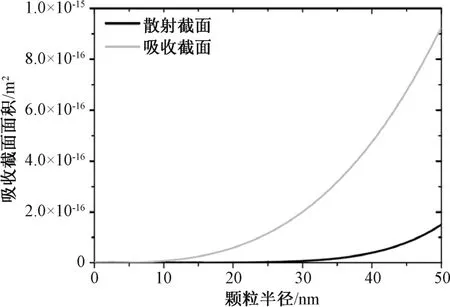
图1 铁粒子的散射和吸收截面与粒子半径之间的关系
多项研究显示,大量粒子的形成可以发生在金属激光焊接过程中。 特别是对于激光远程处理,粒子的形成会影响工艺的质量和稳定[4-5]。 但大多数对纳米颗粒成型的研究都只涉及一个特定的使用激光加工系统的参数设置[6-8]。 为了详细验证颗粒成型对激光远程焊接的影响,有必要对颗粒成形和工艺参数之间的关系进行进一步的研究。 因此,根据先前的研究结果,本研究关注不锈钢激光焊接过程中颗粒成型、激光功率和进给速率之间连接的评估。 一方面,在焊接过程水汽羽中应用了冷白光发光二极管(light emitting diode, LED)光束,分析了依赖于波长的LED 光束的衰减部分。 另一方面,检查了水汽羽形成和传播的高速记录。 在涉及的试验中,使用了一个2 kW的光线激光器。 互动区域内没有屏蔽或气体辅助支持,因此,在激光远程条件下进行了试验操作。
1 材料和方法
1.1 处理系统、材料及试样
试验使用了一个最大激光功率为2 kW 的多模光纤激光器。 在三轴工作位置使用激光和焦距为150 mm 的聚焦透镜,将光束聚焦的直径定为180 μm。 在试验工作中,光纤激光束在试样表面的焦点是1 mm,符合相关材料表面200 μm 的光束直径。 在此项研究中,激光功率在1 kW 和2 kW 之间变动,而粒子成型的相关进给速率在600 mm/min 和1 400 mm/min 之间变动。
所用试样由边缘长度为30 ~80 mm,厚度为4 mm 的板块组成。 试验对象为1.430 1 不锈钢。 关于交互区域高强度的激光材料加工,实现稳定状态下蒸发过程的临界强度1 MW/cm2。 在上述参数设定的情况下,工件表面强度介于3.2 MW/cm2~6.4 MW/cm2之间。 焊缝的横截面也证实了激光微创焊接领域试验的实现。
1.2 瑞利近似
波长为λL的电磁辐射与微粒子之间的交互可以采用瑞利近似公式加以描述。 基于半径为rP的近似球形粒子,其必须满足式(1):
粒子集体互动引起的入射光束的强度衰减由Lambert-Beer定律指出:
式(2)中,IT是穿过粒子集体的强度透射部分,I0指的是传入强度,L为穿过粒子集体的光程,N为粒子密度,Cext为消失的横截面。 这里,Cext由两部分组成:散射和吸收。截面Csca和Cabs遵循博伦、霍夫曼公式,横截面的计算如式(3)、式(4)所示:
式(3)、式(4)中,m(λL) 指的是粒子折射率与周围介质之间的比率。 在现有的研究中,假设粒子的折射率等于铁的折射率。 严密观察多达50 nm 大小的横截面,可以很清楚地发现,占主导地位的过程可以追溯到吸收截面(见图1)。 先前的试验结果表明,在进给速率为1 000 mm/min,激光光束功率为1.6 kW 的激光焊接过程中,平均粒子半径是15 nm。 因此,对于给定的参数范围,散射截面是被忽视的,消失截面还原为吸收截面。
作为试验工作的一部分,分析了水汽羽探测光束的相对衰减。 鉴于相对衰减和取代方程(4),生成以下关系:
方程(5)包括三个部分:第一部分是等式的左边,它表示探测光束传播和入射强度之间的测量关系。 第二部分结合了颗粒成型的特征参数(粒子密度、颗粒平均体积和水汽羽探测光束光程)。 第三部分考虑到给定参数波长和折射率。 总之,方程(6)可以利用一条经过原点的直线加以描述。
变量X、Y及斜率△s之间的关系如式(7)~(9)所示:
2 试验
2.1 水汽羽传播
方程(6)描述了传入探测光束衰减与成型颗粒之间的关系。 除此之外,这个关系取决于产品的粒子密度、平均粒子体积和水汽羽探测光束光程。 它们之间的结合体现在变量△s中。 为了比较不同工艺参数下焊接过程中的颗粒成型,必须要进行一个独立于探测光束光程之外的评估。 为此,对水汽羽的高速成像进行了分析。
交互区域需固定使用方便高速的摄影机,试样移动方向垂直于纤维激光的入射方向。 光纤激光在试样表面的焦点为1 mm。 水汽羽在周围大气中扩散。 相机的光轴垂直于光纤激光的入射方向,以捕获蒸汽云的前视图图像。保护窗放置在相机前侧。 一方面,可以借此保护相机镜头免受熔化损坏和蒸发材料的驱逐;另一方面,相机传感器阵列上的入射分散纤维激光辐射可以受到保护镜光传输特性的保护。 录音帧率为3 kHz。 这里的曝光时间很短,为12 μs,可以防止强烈等离子体辐照形成的高速图像曝光过度。
由于曝光时间短,图像集中于蒸汽云最高密度和温度区域。 水汽羽的快速扩张及与周围环境的热交换导致蒸发材料的冷却。 因此,可以在高速图像中看到蒸汽上方有蒸发材料和纳米颗粒。 通过水汽羽左右两边的两条直线确定依赖于材料表面高度的水汽羽的扩散。 在此基础上,假设大多数的水汽羽近似在两条直线之间扩散。
2.2 颗粒成型
光纤激光器的光束影响试样表面,平行于表面移动。在表面高强度下形成一个小孔,蒸发材料在周围环境中传播,粒子成型过程由此开始。 在激光焊接过程中,通过蒸汽云引导探测光束。 使用冷白色的光纤耦合LED 作为探测光束。 LED 在425 nm~700 nm 之间的光谱范围内发射光束。 探针光束穿过水汽羽,垂直交叉于光纤激光。 由于探测光束和成型粒子之间的交互,探测光束衰减。 光圈用来消除等离子体辐射,只集中于衰减探测光束中心附近的光线。 在那之后,捕获的衰减探测束部分用第二光纤引导到评估单元。 用双色镜和中性分束器加以分开。 光谱过滤器放置在每个光电探测器的前面以分析对波长的依赖。使用光谱过滤器的评估集中在544 nm、590 nm、544 nm、670 nm 和700 nm 波长。 用另一个作为触发信号的光电探测器检测等离子体辐射,光电探测器连接到一个12 位数据采集卡,该卡的最大采样率为25 ms /s,机载样本的内存为1 gs。
检测信号的分析依赖于工艺参数激光功率和进给率的平均粒子形成率。 为此,测定5 个被认为是探测辐射部分中的每一个部分激光焊接过程的平均衰减。 基于瑞利近似,通过一条穿过测量值的直线,计算出斜率△s。 用粒子密度N和平均粒子体积VP测定粒子成型率。 考虑到穿过水汽羽的探测光束的光程L,在球形粒子的假定下,用如公式(10)计算出N·VP。
3 结果与讨论
3.1 水汽羽宽度
为了研究远程条件下激光焊接过程中的颗粒成型情况,探测光束穿过水汽羽的光程。 探测光束在试样表面水平穿透10 mm 的高度。 通过水汽羽探测光束的光程是一个重要的评估参数。 它等于各自高度下蒸汽云的宽度。在激光焊接过程中,通过分析羽流形成的高速图像,确定水汽羽的宽度。 图2 显示了有关激光功率的水汽羽的平均宽度。 平均是指整个焊接持续的时间。

图2 依赖于激光功率的在试样表面10 mm 高度以上的水汽羽平均宽度
关于给定的参数范围,结果指出,试样表面10 mm 以上水汽羽宽度的增加与激光功率有关。 起始于激光功率1 kW,宽度为8.1 mm,结束于激光功率2 kW,宽度为11.6 mm。 由于小孔内吸收激光功率和蒸发率之间的联系,依赖于激光功率的水汽羽密度的增加同时导致实质面以上蒸汽云的扩张。 因此,考虑到水汽羽的宽度与进给速率之间的联系,传播行为也是不同的,如图3 所示。
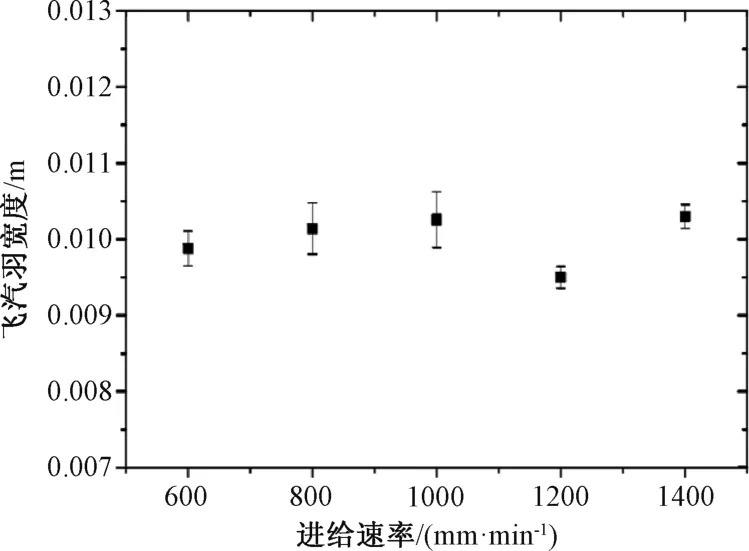
图3 试样表面10 mm 高度以上的水汽羽平均宽度与进给速率之间的关系
基于600 mm/min 和1 400 mm/min 的进给速率时间间隔,结果表明没有一个依赖于进给速率的,水汽羽宽度增加或下降是常数值。 相反,结果呈现出宽度在9.5 mm和10.3 mm 之间的波动行为。
3.2 颗粒成型
通过结合高速成像的结果和水汽羽探测光束的衰减研究颗粒成型情况。 在这里,平均粒子形成过程首当其冲。 平均是指各自全部的焊接时间。 作为颗粒成型的测定,图4 呈现了有关激光功率的粒子密度和平均粒子体积。 根据方程式(7)作出测定。
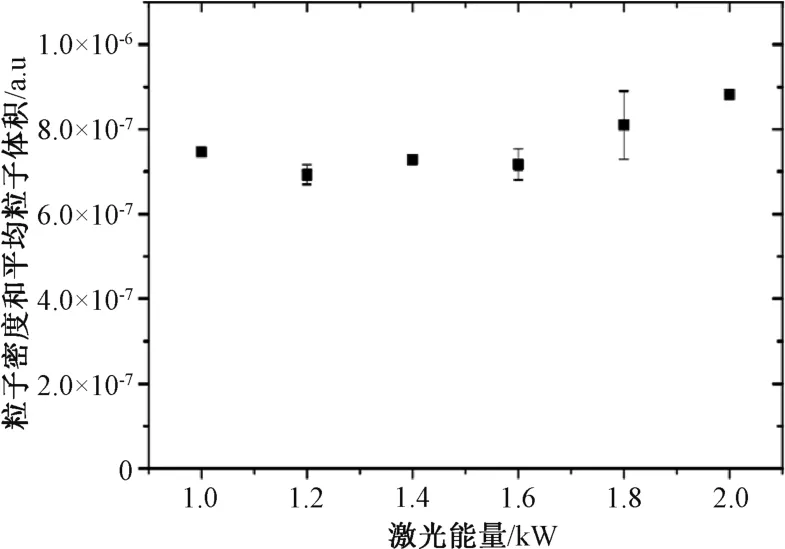
图4 产品粒子密度和平均粒子体积与激光功率之间的关系
关于研究激光功率范围,可以看出,粒子密度和粒子体积不会显示统一的上升或下降行为。 与水汽羽传播高速成像的分析相比,结果显示,虽然依赖于激光功率的蒸发率增加,但同时扩大的水汽羽并不导致N·VP的显著上涨。 图5 显示了依赖于进给率的产品的粒子密度和平均粒子体积。

图5 依赖于进给速率的产品粒子密度和平均粒子体积
4 结论
综上所述,基于对不锈钢激光焊接过程中的颗粒成型进行研究,实施了一个应用2 kW 光纤激光器的试验。 因涉及远程处理,在交互区域没有使用过程或辅助气体支持。 与之前的试验相比,本次试验集中于颗粒成型和工艺参数进给速率、激光功率之间的直接联系。 结果总结如下:纳米颗粒入射激光辐射的吸收在激光远程处理过程中呈现出一个重要的交互机制;在远程条件下的激光焊接过程中,进给速率在600 mm/min~1 400 mm/min 之间变化,该变化对颗粒成型没有显著影响;对于高于1.6 kW 的激光功率,激光功率的增加会导致纳米粒子和入射激光辐射之间交互影响程度的增加。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
成都信息工程大学学报(2022年4期)2022-11-18
奥秘(2021年3期)2021-04-12
制造技术与机床(2017年5期)2018-01-19
高原山地气象研究(2016年1期)2016-11-10
光学精密工程(2016年6期)2016-11-07
中国卫生标准管理(2015年24期)2016-01-14
广东海洋大学学报(2015年3期)2015-12-22
中国塑料(2015年5期)2015-10-14
红领巾·探索(2014年1期)2015-03-16