
气相色谱法分析加氢裂化尾油裂解气
2024-01-05 06:51吴建波陈江辉焦奕翔刘学龙韩小平
化工科技 2023年3期
潘 宇,吴建波,陈江辉,焦奕翔,刘学龙,韩小平
(1.中国石油吉林石化公司研究院,吉林吉林 132021;2.中国石油吉林石化公司矿区服务事业部,吉林吉林 132021;3.吉林大学材料科学与工程专业,吉林长春 130015)
乙烯产业是世界石油行业的龙头产业,更是一个国家和地区石油化工发展水平的标志[1-5]。乙烯裂解原料主要以轻质石脑油为主,由于石脑油的产量有限[6-8],裂解原料逐渐向重质乙烯原料发展,包括化工轻油、加氢裂化尾油等。乙烯收率是衡量乙烯装置经济效益的重要指标,为了提高乙烯收率,对原料裂解条件进行优化控制,离线的裂解气取样分析不可或缺[9-10]。研究利用小型蒸汽模拟裂解装置,通过气相色谱对加氢裂化尾油裂解气进行分析,可快速有效确定裂解气组成及加氢裂化尾油最佳裂解条件,为控制裂解炉工艺调整提供重要参数。
1 实验部分
1.1 原料及仪器
加氢裂化尾油:某石化公司炼油厂加氢裂化装置。
气相色谱仪:Agilent 7890,美国Agilent公司;自动馏程测定仪:DRD-10,大连石油仪器有限公司;密度仪:DMA-4500,奥地利安东帕有限公司。
使用Agilent公司的7890 气相色谱仪分析裂解产物气相组成,色谱仪包含两个检测器,分别为TCD 检测器和FID 检测器,分别用于测氢气、二氧化碳及烃类(三苯)组成。
1.2 蒸汽裂解模拟评价装置
实验装置由北京拓川科技设备有限公司研制,主要包括计量系统、进料系统、裂解炉加热及反应系统、产物冷凝及收集系统等8部分。
裂解气收集系统取样简图见图1。
由图1可知,裂解气经过四级冷却后,在裂解气出口,通过专用的取样器进行裂解气气体取样,并通过离线气相色谱分析。经过水冷的液体样品经过蒸馏,获取沸点t≤180℃的样品,用于气相色谱法分析苯、甲苯、二甲苯组成。
2 结果与讨论
2.1 加氢裂化尾油原料分析
采用外标法进行定性定量分析。气相分析组成包括H2、C4、C5,液相组成包括三苯检测(BTX)及裂解汽油、裂解柴油以及裂解燃料油。分析方法见表1。

表1 分析方法
通过自动馏程测定仪和密度仪对原料进行馏程和密度测定,并计算了芳烃指数值(BMCI),密度0.828 6 g/cm,平均分子质量268.1,BMCI值为13.6,加氢裂化尾油性质见表2。

表2 加氢裂化尾油原料物性
2.2 分析方法
通过实验的优化选择,最终确定气相色谱仪器最佳分析条件见表3。

表3 气相色谱仪器操作条件
采用色谱面积归一法,分析裂解气按照公式(1)计算。
式中:Ai为组分i的峰面积,pA•s;∑Ai为各组分峰面积和,p A•s。
2.3 裂解气组成定性分析结果
通过气相色谱法检测加氢裂化尾油裂解气组成,并采用与标准物质对照,利用保留时间直接对组分进行定性分析,加氢裂化尾油裂解气组成定性结果见图2。图2 为TCD 通道的检测氢气结果。

图2 TCD检测氢气结果图
以加氢裂化尾油为原料,裂解气样品进行计算分析得到的质量分数结果见表4。

表4 加氢裂化尾油裂解气烃组成
由表4可知,加氢裂化尾油经过气相色谱全组分定性分析能有效确定裂解气组成,经过计算,可得裂解气中相应组分的质量分数,在最佳裂解条件下,乙烯和丙烯收率可以达到47.58%,乙烯、丙烯和1,3-丁二烯收率可以达到54.00%。
2.4 裂解产物三苯含量分析
加氢裂化尾油裂解气中三苯含量分析见表5。

表5 加氢裂化尾油裂解气中三苯组成
由表5可知,通过气相色谱法检测,加氢裂化尾油裂解气中,主要产物苯质量百分含量为1.27%,甲苯的质量百分含量为0.91%。
在最佳条件下,验证分析方法准确度和精密度。将标准样品通过FID 检测器和TCD 检测器分别重复分析5次,用外标法进行定量分析,结果进行归一化计算,分析结果见表6。

表6 各组分定量分析结果
由表6可知,将标准样品重复5次测试,各组分的相对标准偏差最大值为2.753%,最大相对误差为2.388%,回收率为98.182%~102.388%。结果表明,这种分析方法具有较高准确度和精密度。
通过气相色谱分析出来的组分含量,确定该油品的裂解条件,评价装置设定工艺条件对不同裂解温度进行裂解反应,反应时间为60 min,进行2次裂解气的分析,研究裂解温度对裂解产物分布的影响。按照工业乙烯生产装置原料的稀释比条件,通过改变裂解温度调整裂解深度进行评价,并对裂解结果进行比较,最后确定最佳裂解条件。裂解温度对加氢裂化尾油裂解性能影响评价曲线见图3。
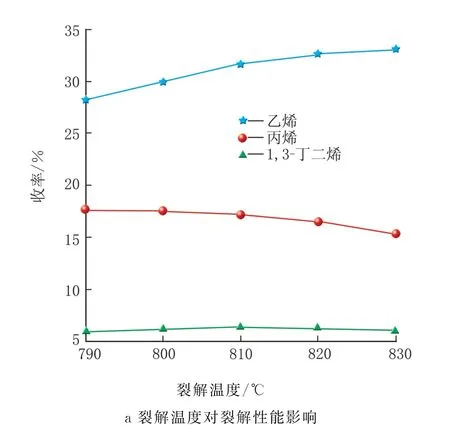
图3 裂解温度对加氢裂化尾油裂解性能影响评价曲线
由图3a可知,裂解温度在790℃~830℃,随着裂解温度升高,裂解产生的乙烯烃收率逐渐增大,丙烯收率呈现减低趋势,1,3-丁二烯收率变化不大。由图3b可知,在加氢裂化尾油的最佳裂解温度为820℃,水/油的质量比稀释比为0.65,停留时间为0.205 s,反应压力为85 KPa条件下,双烯收率、三烯收率较为理想。
3 结 论
(1)多通道气相色谱法具有分离效果好、操作简单、分析速度快的优点。
(2)以加氢裂化尾油为样品,采用气相色谱法分析加氢裂化尾油裂解气,经过四级冷却法取样,能够取得代表性的样品,通过气相色谱对裂解气全组分分析,能够准确定性约25种组分,并通过已建立的标准曲线方程进行定量分析,准确计算出每种组分的含量。为准确判断裂解原料的裂解性能,确定最佳裂解条件提供基础,对实际生产装置及工艺分析具有重要意义。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中国特种设备安全(2021年5期)2021-11-06
石油化工(2020年3期)2020-04-28
化工管理(2020年9期)2020-04-22
石油化工技术与经济(2018年5期)2018-11-15
科学与财富(2018年14期)2018-06-11
设备管理与维修(2016年6期)2016-03-16
设备管理与维修(2016年5期)2016-03-16
中国矿业(2015年10期)2015-01-30
山东工业技术(2014年19期)2014-08-15
