煤炭码头采制化原煤样转运系统研究与应用
2024-01-11 04:11刘文诠
港工技术 2023年6期
刘文诠
(国能珠海港务有限公司,广东珠海 519050)
关键字:煤炭码头;智能;采制化;转运
引言
煤炭作为重要的能源,深深影响着我国国民经济的发展和生产建设,而煤炭码头是煤炭资源的集散中转地,在煤炭交易流转中起着举足轻重的作用。煤炭交易中需根据煤质特性进行计价,因此对煤质,如煤的水分、灰分、挥发分、发热量、硫分等指标进行检测、化验、分析是必不可少的。为了符合检测分析的要求,煤炭码头还需要对煤炭原料进行采样制样工作。因此,煤炭码头通常配置相应的采制样系统,以满足市场对煤炭不同的检验要求。
煤炭采制化作业主要包括采样、制样、运输、储存、化验等环节[1]。在目前的技术中,煤炭原料的采取环节基本实现了自动化,但其中采取煤样的封装、标识依然需要人工参与;同样,在各个环节流转过程中,煤样也大多通过人工搬运、汽车或助力车运输;收到煤样后,也还需要手工收集、分拣、合并。可以看到,以往的采制化系统由于智能化程度低、人工干预较多,因此不仅工人劳动强度大、速度慢、有一定的危险性,且采制样精确度受人为因素影响较大,稳定性较差,不利于及时指导生产[2]。随着全球信息技术革命的持续迅猛发展,新技术在港口领域的应用推动着港口机械自动化、生产过程智能化的发展。自然而然,煤炭码头对于采制化系统也提出了更智能化的要求。我国的煤炭采制化系统设备发展已经具备一定规模,正在逐步向着全程自动化、智能化迈进。
煤炭码头智能采制化系统将煤炭采制化作业中各环节打通,实现煤炭采样、制样、运输、储存、化验作业在全部进出港作业模式下的智能化及一体化运行,并通过数据自动收集和上传,实现采制化作业全过程智能化运营与管理,提升煤炭码头对煤炭质数量的管理水平[3]。通过技术手段实现人与煤样隔离、人与数据隔离“双隔离”,降低采制化过程中人为干扰的因素,提供高安全、高效率、高可靠性和高品质服务,提升煤炭码头的市场公信力和客户满意度,最终提高港口的经济效益、管理效益、安全效益、环保效益及社会效益。
1 原煤样桶转运系统组成
煤炭采制化作业过程中,主要在原煤样收集、转运、接收过程中存在大量人工参与程度较高的工作,如封装、标识、运输、收集、分拣、存储等活动。本文的主要研究目标,就是通过采用自动化、信息化的手段减少这些活动中的人工干预,探索作业过程中对煤样的保护措施,避免造成煤样损失和二次污染,尽量降低对化验结果的影响。
由于港口采样作业种类较多,原煤样转运设备需与多采样点对接,如皮采采样机、汽车采样机、还有采制一体化对接转运(装船采样转运),最后均需进行归批,转运到全自动制样系统。按照采制样作业中原煤样的流动顺序,中间环节涉及原煤样收集系统、原煤样转运系统、原煤样接收系统等部分。
智能收集封装系统可对所采集的煤炭样品进行自动封装、编码信息读写、加密,同时具有自动进出桶功能。经过采集后,原煤样被装入样品桶中进行收集和传送,并写入煤炭样品的编码信息。该编码信息将随着样品桶的流动,在整个工艺流程每一作业阶段都可进行读写和管理,实现了样品的信息化监控与管理。智能收集封装系统的封装自动化作业,可实现全过程有效避免人为因素干扰,以保证作业过程中各个环节无堵煤、无交叉污染,样品代表性好,流程简单等功能需求。
原煤样转运系统主要实现样品桶在各采样点和制样点之间的转运输送。在实际的作业中,煤炭码头有着丰富多样的采样需求,例如船运进港采样、装船出港采样、火车出港采样、筛选煤采样、汽运采样等,这些采样点通常布置较为分散。这就导致了采样点与制样点的距离不同,路线多变,而且各个采样点需要处理的煤样量也不统一,煤样转运方式也变得更多样化,例如电动输送辊线传输、煤样转运车、悬挂式轨道传输、气动管道传输等,需要统筹考虑,根据具体的转运需求进行设计选择。原煤样转运系统作为中间环节,需要做好煤样批次信息处理,以及和各设备的对接工作。
原煤样接收系统能满足样品桶的自动接收、分拣、转运、开盖、倒样及回收等功能需求,并且与全自动制样设备进行对接。通过读取样品桶信息编码,原煤样自动分选系统将按照归集要求,自动抓取、分类样品桶送入相对应的制样设备,同时也可以将送出的样品空桶自动送回原煤样转运系统内。
2 转运方式比较
原煤样转运系统根据转运需求,可采用不同的转运方式,本研究集中讨论了电动输送辊线传输、煤样转运车运输、悬挂式轨道传输、气动管道传输四种转运方式。
2.1 电动输送辊线传输
电动输送辊线是应用非常广泛的输送设备,主要是利用圆筒式辊子的转动来输送物件。电动输送辊线主要由多个金属辊子、框架、链条、电机、挡板等组成。金属辊子安装于型材框架上,构成一个输送平面可将物品从一个地方输送到另一个地方。
托辊两侧采用链轮加链条驱动形式,电机启动后,通过链条带动辊子滚动。改变电机转速可以改变辊子的滚动速度,以达到适应不同输送要求的目的。在电动输送辊线的两侧设置可调节高度的尼龙挡板,以保证智能品桶在既定轨道内进行转运,同时也保证了样品桶的稳定性,避免其在转运过程中发生倾斜或者侧翻。
2.2 煤样转运车运输
采用煤样转运车的转运方式可以灵活适应分布位置较分散、行程距离较远、封装样品桶量多的转运情况。原煤样转运小车需要配套开发满足路线规划以及自动装卸原煤样桶工作的功能。

图1 原煤样转运小车车厢示意图
当原煤样转运小车行驶至原煤样收集系统指定位置处,打开自动车门,并通过伸缩输送机与其对接。控制系统发出指令,原煤样收集系统的转盘切换相应样品重桶至出样桶位,样品桶取送装置取出相应的样品桶至样品存储输送机。样品存储输送机与料桶提升装置共同作用,将样品桶输送至伸缩输送机,最后由重桶与空桶切换机构将样品重桶导向至样品重桶暂存器存储。重复以上输送过程,直至完成全部样品重桶的下车和存储。
样品空桶暂存器的样品桶通过重桶与空桶切换机构导向传送至伸缩输送机,而后送至样品存储输送机,由样品桶取送装置将其送入相应样品桶收集器内。待原煤样转运小车内的样品重桶与空桶全部装卸完毕,关闭自动门,小车即可按控制中心要求的行使路线完成转运动作。
2.3 悬挂式轨道传输
悬挂式轨道传输系统能够将智能收集系统的样品桶自动导出和导入,并通过水平传输和垂直传输将转运路径转移至高空轨道,最终通过远距离轨道传输至目的地。
该传输系统能与原煤样收集系统、原煤样接收系统进行作业对接。由原煤样收集系统封装完毕的智能样品桶将存放于缓存区域,同时向控制系统发出作业就绪信号。悬挂式轨道传输装置接到就绪信号后将样品桶推送入水平辊筒线,并统一传送至样品桶垂直提升机,由提升机提升至高空轨道,再切换至悬挂小车接力运输。小车在悬挂式轨道上依次运行至制样点后,通过垂直和水平转运设备降低高度,与原煤样接收系统对接作业,将样品桶自动送至煤制样间指定位置。悬挂式轨道传输系统的线路具备可逆功能,可实现自动将原煤样接收系统送出的空桶分别有序地从卸料点按原路线返回相应的采样点,并导入对应的原煤样收集系统。
悬挂式轨道传输系统地高空轨道需设置于离地面5 m 以上的高度,以保障轨道传输过程中不影响地面车辆通行。长距运输轨道通常依靠现有建、构筑物装轨道支吊架,尽量不多占用路面,当无建、构筑物可以附着时,就需要单独设置立柱和支吊架。为方便运输轨道穿越建、构筑物墙壁,部分墙体需开设相应尺寸的孔洞,因此建设过程中需要考虑码头作业区域其它设备及建筑物、构筑物的使用和安全。
2.4 气动管道传输
气动管道传输是通过气力输送的形式将封装后的煤样输送到指定的地方,整个过程自动完成,避免了煤样输送环节的人为干预,防止煤样在调取的过程中人为换样,同时节省人力。传输目的地间的管道可设考虑为双管路设计,以提高煤样传输可靠性。
气动管道传输系统包括中央控制单元、风机动力单元、管道换向器、发送工作站、接收工作站、缓冲组件、传输管道、传输瓶及附属支撑件等组成等[4]。通过中央控制系统的控制选择不同路径,风机动力单位实现管道内吸气、吹气的切换,使管道内形成正负空气压力差,从而形成气动力,推动煤样瓶传输。风机的调速控制可自动调节风速风量,控制煤样瓶的移动速度[5]。由管道换向器实现传输管道切换功能,以此将各传输工作站连接起来,共同构成完整系统[6]。在整个传输过程中,缓冲组件有效地降低了样瓶的冲击。水平管道应确保平直安装,弯管安装需要有足够转弯半径,以免发生卡瓶现象。
气动管道传输系统设置有监测装置,能实时监控整套系统运行状态及煤样在管道中的输送过程,实时记录样品的状态和位置。当发生故障和堵塞时,可根据系统的运行状态和跟踪记录,判断设备故障及故障位置,并自动报警。
2.5 转运方式比较与选择
上述四种转运方式各有优劣势:
1)电动输送辊线方式可同时输送大批量的智能样品桶,并且具备一定的缓冲功能,当出现拥堵的可能时,可通过调整速度来缓解拥堵情况,当发生故障停机时,停止运作的辊道可以作为样品桶的临时存放点,等待故障排除后重新投入转运。相比悬挂式轨道传输和气动管道传输,该方式建设安装简单,日常检修维护难度低,同时其建设成本也相对较低。但是,电动输送辊线的转运路径固定,不够灵活,而且不可避免的是其占地面积较大,需考虑码头作业区用地规划。
2)采用煤样转运车运输的运转方式,可以批量运送大量样品桶,并且不受场地和路径限制,可以快速、灵活地完成转运工作,长距离转运时,优势明显。并且该方式对建设场地的要求较低,几乎不占用作业区域,建设成本也相对较低。但是,目前煤样转运车采用人工驾驶的方式,使得该环节无法避免人为因素导致的交通故障、延迟等情况,未来可考虑采用自动驾驶车辆,进一步减少人工干预。
3)悬挂式轨道传输方式与电动输送辊线一样,可以实现大批量样品桶的转运,且具备拥堵缓冲功能,对作业区占地的影响也小于电动输送辊线方式。但是,由于该方式的传输轨道架设在5 m 以上的高度,该系统的建设和检修维护难度也相对变高,同时需要防范高空作业带来的风险。
4)气动管道传输可以实现高效的样品桶转运作业,具备传输速度快,噪音低,占地影响较小等优点。但是,气动管道传输作业时,需要保障当前路径唯一,且不可进行批量传送,一旦发生管道堵塞,影响较大,而且其建设成本、安装和维护的难度都高于其他方式。
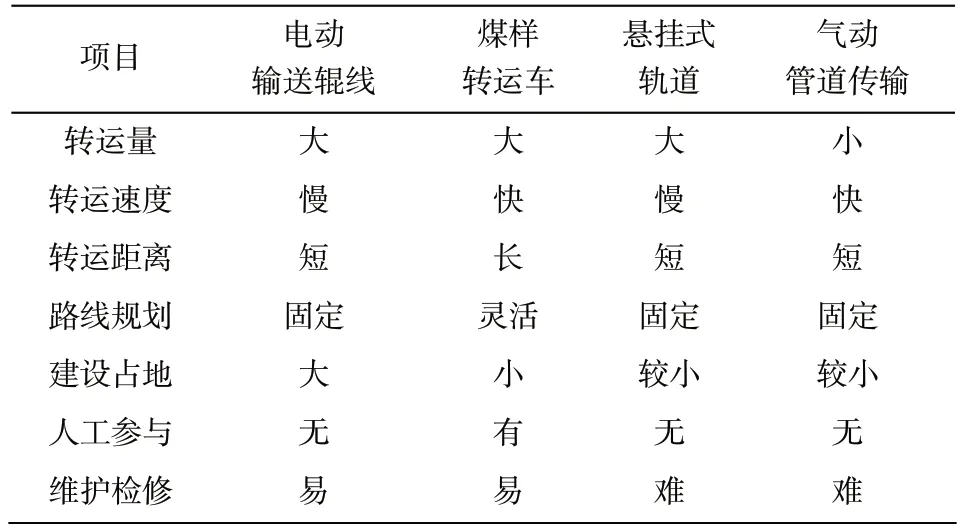
表1 转运方式比较
综上,原煤样转运系统在选择转运方式时,需要考虑煤炭码头的具体情况,包括采样点分布、采样点与制样点间距离、转运路线、需处理煤样量、建设成本、检修难度等因素。本研究过程中,充分考虑了研究项目所在码头的实际情况,鉴于装船采样点距离制样点距离较近,该段原煤样样品桶转运采用了电动输送辊线直接传输装置进行转运,同时也保留转运小车接口及功能作为辅助转运方式。其他采制样作业点设置分散,综合考虑效率、灵活性等需求,采用了煤样转运车传输方式。
3 方案设计与实施
3.1 原煤样收集系统
智能收集封装系统由智能样品桶、样品桶管理机、辅助装置组成。
普通的简易样品桶不仅在密封性上有所欠缺,并且在人工标识和分拣过程中也容易出现错误和混淆。此外,样品信息需要跟随样品转移,目前样品的识别采用人工编号的方式居多,样品信息基本都是手工填写或电脑手动输入,容易发生笔误的现象,给采制化工作带来不必要的麻烦[7]。因此,在实现煤样自动化收集作业之前,需先解决样品桶的这些问题。本研究中,特意使用了具备读写信息及加密功能的智能闭锁样品桶。该样品桶采用了厚度不低于2 mm 的316 不锈钢材质,以提升样品桶本身的耐磨程度,并通过加盖闭锁确保其密封性能,以防煤粉泄露。样品桶身与桶盖采用分体型式,桶体及桶盖分别内置智能芯片、RFID 识别码片、自备电源。智能样品桶的电子信息存储,是具备智能识别、自动开启、自动关闭、自动封装、状态检测、自动称重、报警等功能的基础。
此外,智能收集封装系统的辅助设备还由样品桶收集转台、称重装置(称重精度0.1 kg)、自动封装机、样品信息读写器等部分组成。采集煤样时,可根据控制系统指令,实现一个完整的自动封装动作循环,包括给桶、识别、下料、称重、输送、加盖等。系统在称重位安装有桶光电检测装置及桶号识别装置,确保桶位旋转正确,不发生混样,并且与采样系统、缩分器联锁。转盘机构转动角位移的终点由接近开关控制,能自动进行封装。使样品桶收集器的旋转转盘机构根据指令,切换到相应的样品桶转至进样桶位,原煤样采样样品存储于指定的智能样品桶内并写入相应的煤样种类、采样时间、样品重量等相关信息。系统可以随时监控刮扫次数和称重数据的变化,记录单次缩分量、样品重量变化等数据,判断空桶、满桶或重量数据异常。
智能收集封装系统采用可编程控制器(PLC)为控制核心,实现封装系统的自动控制和就地控制。封装机的运行状态信息、传感器诊断信息、执行器件的诊断信息等,均可在控制显示屏上显示。设备设有必要的堵转、过载、短路、断相、接地等保护,系统具备故障报警功能,出现报警信号时,发出报警声,同时在PLC 控制系统设置一个通讯接口,用于向管控中心系统提供信息,可将采样装置主设备的运行状态信号和重要的报警信息接入管控中心系统,同时实现计量数据自动上传。

图2 智能收集封装系统(侧视图)
为了应对紧急突发情况,智能收集封装系统也设有人工应急取样功能。样品收集器配备应急取样接口,用于应急开盖取样。
3.2 原煤样转运系统
本研究采用了电动输送辊线传输和煤样转运车传输两种转运方式。
电动输送辊线传输系统中,辊线框架采用了型材制作,驱动电机要求驱动速度稳定,以保障样品桶的平稳前行。本研究中,电动输送辊线不仅应用在了装船采制样作业流程中,还被应用在了各采样点和制样点建筑内的样品桶运送。例如电动输送辊线与自动推送装置相互配合实现样品桶的自动导入和导出功能。自动推送装置设置在称重式样品桶样品收集器的进出桶位、提升机进出桶位等位置。该装置配备有直线式气动推杆,通过集样器的桶座旋转机构和样品桶输送系统接近开关传感器给出的信号,机械推杆进行取桶、推送样品桶操作。

图3 电动输送辊线与导入导出装置对接示意图
本研究研发了2 台原煤样转运小车,用于将各采样间采集的煤样封装桶运送至制样间。
原煤样转运小车采用为纯电动四轮结构,具备独立的全封闭驾驶室、全密封结构的载货车厢和电动卷帘门,能够与原煤样封装装置、原煤样接收装置的样桶转运平台无缝对接,实现采样点煤样桶自动送进或送出车厢,并且电动卷帘门与制样间自动门对接,样品桶通过导入导出装置和原煤样接收装置,实现制样点样品桶自动上车和下车各级动作。自动装卸车功能完全取代了人工搬运。
在原煤样转运小车的驾驶室设有1 个监控摄像头,在载货车厢设有2 个监控摄像头,车辆启动监控同时开始录制,将录像同步上传至视频监控系统的服务器内,同时与视频监控系统对接,满足转运工作全过程的视频监控需求和安防监控需求。

图4 原煤样转运小车(侧视图)
3.3 原煤样接收系统
制样间配套设置原煤样接收系统,主要装置包括:样品桶自动接收系统、分选系统、输送系统、自动开盖装置、自动抓桶装置、上料缓存装置、空桶平台、桶盖回收装置、电气控制系统等。原煤样接收装置平台具备与原煤样转运系统对接的功能,可将煤样桶自动转送至筛选转运平台上,通过读码识别装置,依靠批次编码信息自动筛选出需制备的煤样,同时将读码信息实时上传煤质智慧管控系统。样品桶通过抓桶、开盖、倒样等流程后,由控制系统下发指令,开始进行制样流程[8]。
原煤样自动分选系统是以分拣机器人为中心,四周配有样品桶输送机、空桶存储台及多个不同分类的重桶存储台。分拣机器人手臂前端装有专用手爪,样品桶输送机上部配有电子信息读卡器。通过分拣机器人、样品桶输送机、重桶存储台及控制系统实现样品的信息识别并分类存储在不同的样品存储台与分类合并送样于制样设备。根据控制系统下发的指令,原煤样自动分拣系统的分拣机器人辨别输送机上样品桶的原煤样信息,把不同煤种、批次、矿点等煤样信息的智能样品桶分别抓取送入相应分类的重桶存储台存储。当原煤样需要进一步制样时,分拣机器人根据控制系统发出动作指令抓取相对应某一样品存储台上存储的样品重桶送入指定的全自动制样系统的送桶进样模块。全自动制样系统制样完毕,送桶进样模块送出的样品空桶,再次由分拣机器人抓取送入空桶样品存储台存储。当空桶存储台存储的样品空桶需要进行转运时,分拣机器人将抓取样品空桶送入样品桶输送机,然后送入原煤样转运系统内。

图5 原煤样自动分选系统示意图
此外,原煤样接收装置考虑了应急时人工接卸样品桶的可能,并在人工制样间、全自动制样间各配置了一套人工扫码开盖装置,以预防紧急情况。
4 结语
本研究成果目前已投入使用,有针对性地解决了研究项目所在煤炭码头现有采样系统智能化程度低、人为因素影响大、以及运输、存储系统环节缺失的现状。
本研究通过建设具备自动化作业功能的原煤样收集系统、转运系统和接收系统,减少作业过程中人工参与程度,避免煤样损失和二次污染,同时采用信息化手段,使得煤样信息、设备状态等信息实时上传、存储,实现收集、转运、接收作业全过程的监控、追溯和管理。以本研究为基础,可以助力实现采、制、运、储、化智能化管理,数据实时传输、分析与建模,进行统筹管理与辅助决策。最终建设成为融合控制自动化、运行数字化、管理智能化的新一代智能采制样系统,有效提升煤炭质数量管控能力,提高客户满意度。
猜你喜欢
矿业安全与环保(2023年6期)2024-01-06
山东冶金(2022年2期)2022-08-08
矿山安全信息(2021年15期)2021-12-31
矿山安全信息(2021年15期)2021-12-31
矿山安全信息(2021年25期)2021-01-03
煤矿安全(2020年10期)2020-11-02
煤(2019年4期)2019-04-28
化学分析计量(2016年1期)2016-03-14
现代企业(2015年4期)2015-02-28
河南科技(2014年24期)2014-02-27