
数字成型技术在陶瓷文创产品快速开发中的应用研究
2024-02-05 10:01马小非邢俊杰
佛山陶瓷 2024年1期
马小非,邢俊杰
(1.开封大学,开封475000,2.河南弘汝文化艺术有限公司,汝州467500)
1 数字成型技术发展现状
在计算机技术快速更迭和高速发展的信息时代,数字成型技术作为新兴制造技术也已在经历数十年的技术沉淀后达到了一个较为成熟的阶段。目前在陶瓷产业中,从数字模型获得形式来看分为正向与逆向两种主要形式:正向获得的形式以开发者使用三维模型绘制软件根据设计需求建模为主,常用软件有Rhino、3ds max、Alias、Cinema 4d 等。逆向获得的形式以使用三维扫描设备进行高精度模型三维数据采集与处理为主,常用的点云处理软件有Geomagic、Studio、CATIA Imageware、Proe 等。
数字成型主流的形式有减材与增材两种:减材成型方式是一种通过减少制造材料的工艺从而达到成型设计要求的技术,通常以CNC 数控雕刻、激光烧蚀为手段的加工形式。增材成型(3D 打印)则是通过耗材的逐层堆积而达到成型的目的,目前流行的技术有FDM、SLA 等,运用于陶瓷产业中的3D 打印技术主要有光固化成型(简称SLA)、熔融沉积成型(简称FDM)和选择性激光烧结(简称SLS)。[1]光固化、熔融沉积成型方式可利用光敏树脂、PLA、ABS 等多种材料进行模种的制作属于间接成型,其特点是技术成熟、设备及耗材成本较低、维护简便。选择性激光烧结、激光诱导注浆成型(简称LIS)可使用陶瓷粉末、水基陶瓷浆料对陶瓷造型直接打印,但由于设备及使用、维护成本较高、生产效率低等因素影响,在普通陶瓷生产中并无广泛应用。
2 陶瓷文创产品的传统开发形式
传统陶瓷文创产品的开发流程中在设计效果图表现、模型打样制作、模种制作阶段,往往需要设计师与模型技师的相互协作通过手工的形式完成,在沟通过程中设计师要绘制产品效果图、三视图、结构图等大量图纸以达到精确向模型技师表达产品造型特点。由于传统的手绘效果图费时费工,绘制速度慢,学习掌握的难度大,已很难适应当今设计市场的要求。[2]同时模型技师也需要完全领会设计意图,再以手工的形式完成展示模型及生产模种的制作,这大大的延长了新产品的开发周期,增加了开发成本。
创意性是陶瓷文创产品的核心要素。随着现代信息传播途径的颠覆性改变,这就要求文创产品更新速度要适应现代消费市场对创新和审美需求,同时降低产品开发成本以适应文创产品市场寿命周期的缩短。当前,一系列依托计算机与三维成型技术的数字化辅助手段能有效的化解现代陶瓷文创产品传统开发形式中出现的矛盾。
3 陶瓷文创产品数字成型与快速开发
数字技术不但可以克服传统的视觉设计缺陷,还可以通过对产品的数据进行分析,为下一阶段的生产制造工作奠定基础。[3]快速成型(Rapid Prototyping,简称RP)技术不同于传统成型加工方法,RP 技术采用材料“累加法”制造零件原型。RP 技术用于陶瓷新产品的开发,不仅可缩短开发周期,而且可大大降低产品开发中失误的可能性。[4]陶瓷文创产品快速开发是一个多层面的系统化过程,在产品的设计及成型阶段引入数字成型技术后,可在产品设计表现、外观及功能评价、展示模型及模种制作等环节缩短产品开发周期。
3.1 三维图形技术
三维图形技术是利用计算机硬件及软件设备,通过二维平面空间图形模拟三维虚拟空间的一种图形技术,三维扫描、三维建模是三维图形技术的主要体现形式。三维扫描技术在博物馆陶瓷文创产品开发等此类型逆向开发中被广泛应用,具有精度高、使用灵活、对扫描数据采集对象无损害等优点,这一技术的应用极大的降低了设计师获取设计元素图形(数字模型)的工作强度。三维建模是产品设计中常用的一种表现手段,有助于设计师快速得到具有三维空间的视觉效果图,能够对产品形态分析、结构参数设定、材质效果等方面进行全面的评价,为设计分析与完善设计提供了较为可靠的依据。
3.2 三维打印技术
三维打印技术是二十世纪八十年代发展起来的集计算机技术、激光技术、数控技术、新材料技术等技术群主导下的增材制造成型技术,主要运用粉末状、液态状等状态下的塑料、金属、砂石等可粘合材料,通过逐层叠加打印来制造三维产品的技术。[5]三维打印技术是现代产品快速开发的重要手段,其成型速度快、成型材料多元化、成本低、精度和自动化程度高的优点为降低企业产品开发周期与成本提供了可能。
3.3 数字成型技术的优势与前景
数字成型技术极大的降低了陶瓷文创产品开发成本,缩短了新产品的开发周期,同时增强了文化元素的传播速度与途径。特别是扩展了参与开发人群的适应性,降低了参与设计门槛,更多的优秀文化元素和创意思想可以通过该技术进行有机的转化。数字成型技术的优势对应了陶瓷文创产品开发中的核心要素,目前随着科学技术不断进步正经历快速发展和实践应用推广阶段,这项技术逐渐被更多的产品设计师、陶艺家、陶瓷企业等人群与行业所广泛应用。
4 “包公杯”陶瓷文创产品开发案例
该文创产品以宋文化为设计背景,抽象概括了包公形象特征,将其与咖啡杯的使用功能相结合,并通过陶瓷材质的本质属性赋予了受众对传统陶瓷文化认同感。针对陶瓷文创产品开发的需要,该产品的设计和生产以数字建模(Rhino)和FDM打印技术为依托进行了快速开发。
4.1 Rhino 三维建模
“包公杯”整体形态主要由杯身与杯盖两个独立的部分组成,在绘图时要分别绘制,同时要注意盖子与杯身结合处卡扣尺寸的余量设置。根据草图分析,杯身、杯盖均属于同心圆造型可在操作视图中绘制出截面线后通过旋转成型得到实体模型,帽翅、月牙、V 字隔热圈装饰部图形均可通过画线挤出后修建得到相应的造型(图1)。
得到基础模型后,根据陶瓷成与烧制工艺特点、创意审美需要等方面的考虑对模型进一步的修改后进行渲染,或结合Keyshot 渲染软件得到效果更好的产品效果图,并可通过多视角的效果图对产品的整体设计状况进行分析与评价(图2)。

图2 渲染效果图
4.2 FDM(PLA 材质)3D 打印
FDM(熔融沉积成型),采用热熔喷头,使半流动状态的材料按CAD 分层数据控制的路径挤压并沉积在指定的位置凝固成型, 逐层沉积、凝固后形成整个原型或零件,这一技术发展较为成熟,设备及耗材使用成本低。打印耗材PLA(聚乳酸),是一种新型的生物基及可再生生物降解材料,可实现在自然界中的循环,无论是材料生产和使用过程中均无污染,是理想的绿色高分子材料。
将绘制完成的模型在Rhino 中另存为STL 格式,通过3D 打印机自带的打印切片软件打开STL 模型文件,(图3)根据打印要求设置模型的位置关系与基础打印参数,可以通过移动打印层数滑块预览打印过程,较大程度上避免打印过程中出现的错误(图4)。切片完成后导出为Gcode 文件,可直接打印或将文件保存至存储介质中,在打印机上连接存储介质后读取文件进行打印。
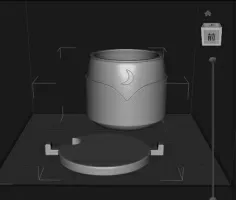
图3STL 模型文件
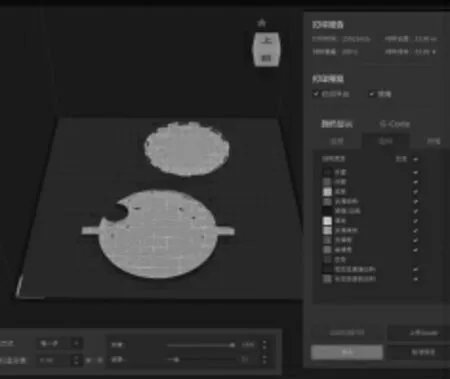
图4 出现的错误
打印前清理打基板耗材残留、油渍等,使耗材能牢固的与打印基板稳定结合,固定好基板后可手动或自动对基板进行调平。完成打印准备工作后,用3D 打印机打开Gcode 切片文件,机器根据打印文件及参数设置自动进行打印(图5)。打印过程中不必全程监控,但在打印初始阶段需要观察基板调平、打印模型翘边等问题是否出现,出现问题应及时终止打印,以免造成耗材与时间的浪费,解决问题后重新进行打印以保障打印效果符合设计要求(图6)。
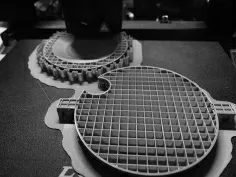
图5 打印过程
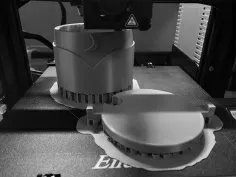
图6 重新打印
4.3 石膏模具翻制
根据石膏模具翻制工艺要求进行模种的打印,打印完成后对模型表面不平整的毛刺使用修剪钳进行修剪,也可配合使用600 目左右的砂纸对其打磨(图7)。若对石膏模具精细度要较高,翻制前在模种表面均匀喷上2-4 层清漆使模种表面更加光滑,能进一步降低打印时留下的层痕,也便于脱模(图8)。

图7 打磨

图8 模具

图9 大带轮的结构尺寸
5 结语
数字成型技术为陶瓷文创产品开发提供了高效、便捷、低成本的形式,同时也为更多设计师(艺术家)广泛的参与到陶瓷艺术的创作中提供了平台,能将设计创意思维更直观有效的转化为具有三维空间及可视化的模型(实物)提供了多种解决方案,满足了现代陶瓷文创产品消费市场对于产品日新月异的需求。目前数字成型技术经过数十年发展已达到较为成熟的阶段,未来如何将AI(人工智能)技术与其结合,作为陶瓷设计发展的新动力,是陶瓷设计可持续发展研究的新方向。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
现代装饰(2022年3期)2022-07-05
华人时刊(2022年7期)2022-06-05
华人时刊(2022年5期)2022-06-05
华人时刊(2022年1期)2022-04-26
现代出版(2020年3期)2020-06-20
当代陕西(2019年20期)2019-11-25
锦绣·上旬刊(2019年7期)2019-10-21
制造技术与机床(2017年5期)2018-01-19
中国医院院长(2017年9期)2017-06-15
