
IFM能力验证球压测试实践
2024-03-09 07:09谢守元李国建石珊群
日用电器 2024年1期
杨 斌 谢守元 李国建 石珊群
(德丰电创科技股份有限公司 东莞 523160)
引言
球压试验是对电工电子产品中聚合材料进行的一种重要的性能测试,它是通过测定材料在一定温度下负重时的材料变形情况,来评定材料和部件耐非正常热的能力的一种方法。该方法适用于电工电子设备、组件、部件、及陶瓷以外的固体电气绝缘材料[1]。
对于国际认可实验室,IECEE 及IEC/ISO 均要求实验室根据相关计划要求参加相应的国际能力验证测试,而球压测试就是常做项目之一;
能力验证的球压测试,是对国际能力验证机构提供的标准样品,按照规定标准和准则,利用实验室的仪器设备、环境设施、检测人员、规定方法,所进行的一种与常规操作一致的测试,旨在考核和确保认可实验室对于日常标准测试的检测能力和检测质量。
1 球压标准方法概要
球压测试按照国际标准IEC 60695-10-2 进行,对应国家标准为GB/T 5169.21-2017《电工电子产品着火危险试验 第21 部分:非正常热 球压试验方法》;
能力验证球压测试的标准方法[2],概括来说包括:适当的装置、规定的样品、确定的温度、标准的程序、规范的表述等;
1)适当的装置
负载:钢球φ5±0.05 mm,重量(20±0.2)N;
支撑:保水平、有强度、保平滑、够质量;
烘箱:波动、偏差合规,关门恢复5 min 内 → T±2 ℃,过冲≤5 ℃;
光学测量:光学倍率≥10,网格/测量台0.1 mm,压痕照明;
温度测量:100 ℃内±2 K,100 ℃上±3 %,首选K型或J 型热电偶。
2)规定的样品
直径44 mm,厚3.2 mm,共6 个;
分割后尺寸mm,至少10×10 或φ10。
3)确定的温度
本次球压指定测试温度为160 ℃。
4)标准的程序
预处理:(15~35)℃,(45~75)%RH,24 h;
预处理之后,按照图1 标准程序进行。

图1 球压测试标准程序流程图
5)规范的表述
结果评估:压痕直径≤2.0 mm 则合格;
不确定度按要求表述。
2 球压相关国际决议
与球压测试相关的国际决议和准则,如图2所示,包 括DSH2075-2017[3]、DSH0391D-2015[4]及od5014-2019[5]等相关决议。

图2 球压测试相关国际决议和准则
球压测试DSH2075-2017 决议内容如图3所示。
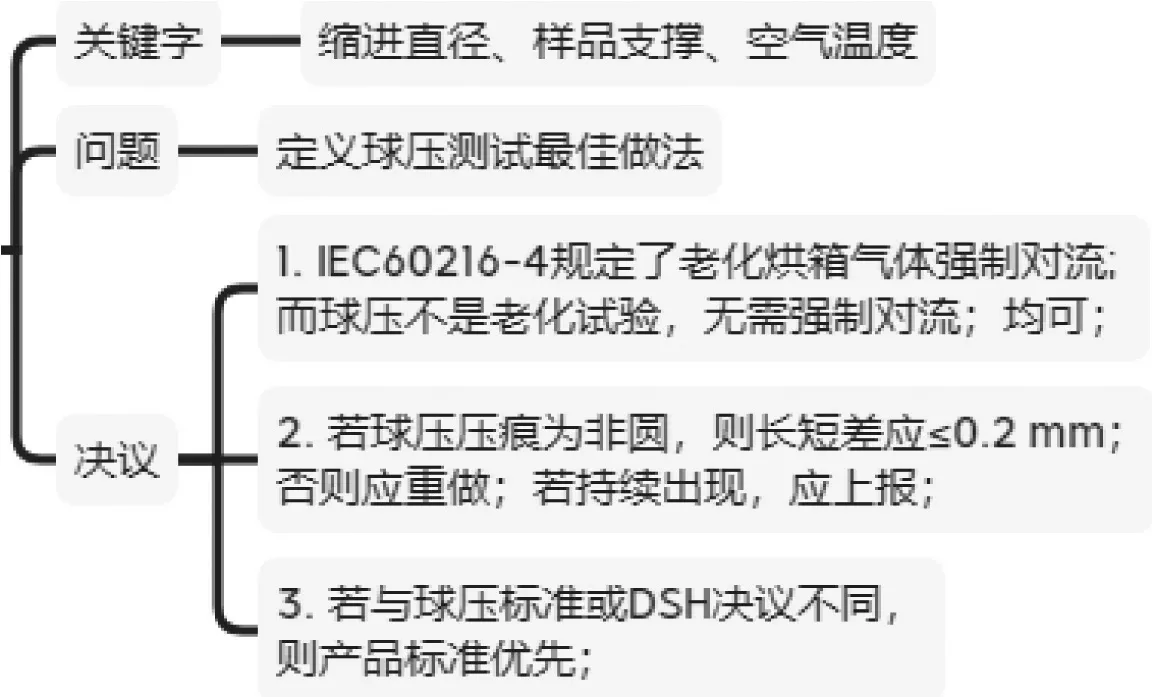
图3 球压测试DSH2075-2017 决议内容
球压测试DSH0391D-2015 决议内容如图4所示。

图4 球压测试DSH0391D-2015 决议内容
od5014-2019 是IECEE 关于仪器仪表精度限值规定的操作指引,如图5所示,与球压测试相关的各项指标参数对应的仪器仪表精度限值如下。

图5 od-5014 对应球压测试仪器精度限值要求
决议内容规定了烘箱可以无需强制对流,非圆压痕长短差不应超过0.2 mm,热电偶摆放位置等;对应仪器仪表的精度限值包括了温度、时间、尺寸、质量、环境温湿度要求等;
3 球压测试操作实践
本试验的烘箱采用精密高温箱,在设定温度稳定之后的开门、放样、关门、恢复过程中,其温度控制表现如图6所示。

图6 烘箱开门关门温度变化曲线

图7 球压测试压痕尺寸d 的测量
标准要求:开门、放样、压球、关门等操作时间不超过30 s,关门后温度恢复至T±2 ℃的时间不超过5 min,温度过冲不超过5 ℃;实际操作中,相关温度参数如表1。
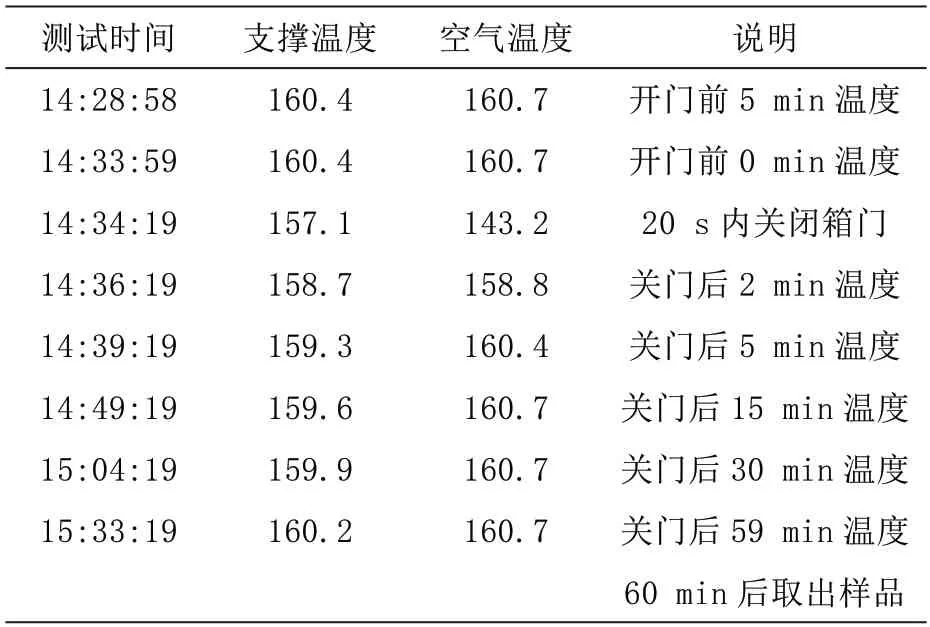
表1 球压测试烘箱关键时点温度
取出样品后,10 s 内将样品放入(20±5)℃水中,浸没(6±2)min,去除水迹并在3 min 内测定压痕直径。
4 压痕测量与分析
高温承重球压压痕过程完成之后,需要对样品压痕的程度进行测量。球压压痕一般包括以下几种形式,如表2所示。对于压痕测量,关键是要确定压痕的边界,而标准里明确给出了几个要求:

表2 球压压痕形态表
1)压痕边界是指一端到另一端清晰边界的最大距离,通常是指钢球与压痕的接触切面;
2)排除任何向上的形变;
3)如果存在争议,可以通过横剖面来判断;
4)可涂对比色以清晰化压痕边界;
5)可通过照明光线调整清晰化压痕边界。
5 测量不确定度评定
本次能力验证球压测试,要求提供测量不确定度评估,详细过程依据IEC 指南GUIDE 115-2021《电工领域合格评定活动测量不确定度的应用》[6]进行,其主要过程包括:
1)显著影响因素识别;
2)测量值单位量化转换;
3)将过程不确定度合并为单一不确定度;
4)确定测量值的概率分布形态;
5)确定不确定度分量的相关性;
6)合并计算各分量不确定度;
7)考虑置信水平并计算扩展不确定度;
8)测量不确定度评定结果报告。
结合本项目实例,球压测试的测量不确定度分量主要包含以下四点:
1)制样重复性u1:指球压样品测试过程中,由预处理、仪器设备设定和确认、试验温度控制、球压重物施加和保持、到最后取出样品并入水冷却的整个过程中,人员、设备和环境因素对样品制样重复性所造成的影响;
2)标准精密性u2:指球压压球的标准符合性,可通过计量校验证书的计量结果来进行引用计算;
3)测量重复性u3:指测量人员使用测量仪器设备对标准球压样品压痕进行多次测量的测量重复性;
4)测量仪器精度u4:指所使用的经过校验的压痕尺寸测量仪器的相关精度,可从计量证书中取得。
上述测量不确定度分量中,制样重复性和测量重复性属于A 类分量,可以通过多次重复测试计算得到;而标准精密性和测量仪器精度对应的不确定度分量,属于B 类分量,可以通过计量证书取得。
A 类测量不确定度按照若干次测量过程的观察进行计算,计算过程如下:
其相对测量不确定度ur为:

为便于简化计算,文中灵敏系数均取1。
上述四种不确定度分量,即制样重复性、标准精密性、测量重复性、和测量仪器精度,其不确定度分量分别以u1、u2、u3、u4表示,其相对不确定度分量则分别以u1r、u2r、u3r、u4r表示。
则各个相对测量不确定度分量计算如下:
可以看到各测量不确定度分量中,人为因素的两个分量贡献比较大,而仪器设备因素的两个分量则贡献相对较小;
合并相对标准不确定度ucr为:
取覆盖因子k=2,置信水平95 %,则相对扩展不确定度为:u=ucr*k=3.33 %。
最后压痕测量值表达式为:
Y=1.4(1±3.33 %)=1.4±0.05(mm),k=2,置信水平95 %。
6 结语
能力验证测试是一项非常严谨、细致的工作,它体现了一个认可实验室在相关领域的检测能力[7],本项目详尽阐述了球压测试能力验证过程的各个关注重点和要点,整理总结了球压测试压痕测量的相关类别和注意事项,提出了对于球压测量不确定度分量的特定分析和计算方法。
本项目为实际国际能力验证项目,使用本文所述的系统和方法,经过实践的检验,获得了良好的实际应用效果,可以对实验室进行球压能力验证实践起到有效的参考和借鉴作用。
猜你喜欢
上海涂料(2021年5期)2022-01-15
昆钢科技(2021年2期)2021-07-22
橡塑技术与装备(2021年1期)2021-01-05
中国造纸(2019年7期)2019-08-28
职工法律天地(2018年12期)2018-01-22
水利信息化(2017年4期)2017-09-15
中国设备工程(2017年7期)2017-01-20
材料科学与工程学报(2016年4期)2017-01-15
材料科学与工程学报(2016年1期)2017-01-15
建筑材料学报(2014年6期)2014-03-11
