
中频无心感应电炉炉衬的气动筑炉与维护
2010-01-24 00:39陈晓光杨贵成
铸造设备与工艺 2010年3期
陈晓光,杨贵成
(1.秦皇岛冶金重工集团,河北 秦皇岛 066000;2.秦皇岛NPB轴承有限公司,河北 秦皇岛 066000)
感应电炉是利用电流感应产生热量来加热和熔化铁料的熔炉。与冲天炉熔炼相比,感应电炉熔炼的优点是熔炼过程中没有增碳和增硫现象,而且熔炼过程可以造渣覆盖铁液,在一定程度上能防止铁液中硅、锰及合金元素的氧化,并减少铁液从炉气中吸收气体,从而使铁液比较纯净。感应电炉适用于熔炼高质量灰铸铁、合金铸铁、球墨铸铁及蠕墨铸铁等。无芯中频感应电炉能够直接熔化固体炉料,而且开炉及停炉比较方便,适合于间断性生产条件;又因其熔化速度快、金属溶液温度高、化学成分均匀等优点逐渐为许多企业所采用。同时也存在炉衬使用寿命短,拆炉、筑炉时间长等问题。我们经历了从手动筑炉、电动筑炉到现在使用气动筑炉机筑炉的过程,不仅大大缩短筑炉时间,还延长了炉衬的使用寿命,提高了生产效率。下面将中频无心感应电炉炉衬耐火材料的选择、整体气动筑炉方法及注意事项作一介绍。
1 炉衬耐火材料的选择
由于我公司使用中频无心感应电炉生产铸铁件,因此使用酸性石英质炉衬耐火材料。我们先后使用过多家公司生产的石英质炉衬耐火材料,因耐火材料的质量,筑炉工艺,烧结工艺各不相同,导致炉衬的使用寿命各不相同。经过对比,选用了上海乐法耐火材料有限公司的石英砂炉衬耐火材料,规格为SILICA MIX7 A0.8。材料具有合理的粒度级配,理化指标稳定,耐高温、抗侵蚀。用户可以根据炉子容量、熔化材质等进行选择合适的炉衬材料,使用时不需要再加入其他材料,直接装入炉内干法打结,电炉炉衬使用寿命相对较长,最长已达到495炉次。
2 干法打结炉衬的特点
无芯感应炉干法打结炉衬的特点是:炉衬容易烘干,烧结时间短;对烘烤升温速度要求不严,炉衬断面为烧结层、过渡层和松散层,炉衬对裂纹扩展的敏感性小,具有一定的容让性;也能有效地阻止金属溶液的渗入;材料本身导热系数小,炉衬结构隔热性能较好;拆炉衬时容易清除;炉衬密度大,使用寿命比湿法打结的炉衬长很多。
3 筑炉设备及工具
炉衬的质量受人为因素影响较大,手工打结劳动强度大,紧实率低。而气动筑炉机筑炉,炉衬紧实率高,工人的劳动强度低,而且能够缩短工时、提高劳动效率。气动筑炉设备及工具主要有:气动振动器及振动平板,气动锤击式侧壁振动器,捣筑叉和铲,下料漏斗,水平仪,卷尺,应急灯等。
1)气动振动器及振动平板
气动振动器(图1)的主要技术参数如下:
工作气压:0.6 MPa;振动频率:4600r/min~6500r/min ;压缩空气量:1.8 m3/min。
该气动振动器用于电炉炉底的振筑。振动平板根据电炉的实际尺寸焊接在气动振动器上,振动器振动时靠振动平板紧实炉底耐火材料。
2)气动锤击式侧壁振动器
该振动器用于炉侧壁炉衬的振筑(图2)。主要技术参数如下:
工作气压:0.6 MPa;锤击频率:2200次/min;激振力:1830N;冲击力矩:8.40kg/cm;
压缩空气量:0.78 m3/min

图1 气动振动器

图2 气动锤击振动器
3)捣筑叉和铲
捣筑叉(图3)和铲(图4)是必须的工具,为防止生锈需用不锈钢材料制作。
4)下料漏斗
当侧壁高度大于0.8 m或炉子容量大于3 t时,需采用漏斗向侧壁加料,以防止干振料在加料过程中产生颗粒偏析和粉尘飞扬。
4 坩埚模的制作
坩埚模用6 mm厚的钢板卷制焊接而成。坩埚模应保持同心,以保证坩埚侧壁厚度的均匀。坩埚模外侧面的所有焊缝必须打磨平整,铁锈、氧化皮等杂质也必须清除干净。坩埚模内侧面的焊缝必须铲除焊皮。沿坩埚侧壁圆周以300mm左右的间隔钻出φ3mm的排气孔。坩埚模底部以100mm左右的间隔钻φ5mm的排气孔。
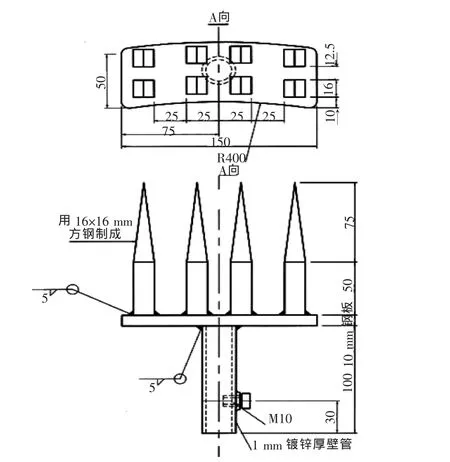
图3 捣筑叉零件图

图4 铲的零件图
5 筑炉前的准备
筑炉前必须作好以下工作。
1)检查炉体:首先检查炉口、炉嘴状况并进行修补;其次检查感应线圈水泥是否完好,如有裂纹、凹坑必须用线圈水泥修好,然后对炉口、炉嘴、线圈水泥进行烘干,最后用压缩空气清除灰尘及杂物。
2)清理施工现场,保持工作现场清洁,穿戴好工作服并将口袋里的东西掏净,防止掉入炉料中,最好穿特制工作服。工作中严禁吸烟。
3)检查各种电器和接线,铺好云母纸,连接处用胶带粘牢,防止在筑炉过程中分离或脱落。准备气动筑炉机及所需工具等。
4)吹净炉衬材料包装袋上的灰尘,检查材料牌号和规格是否符合要求。炉衬材料要倒在用不锈钢板制作的盘里,不得混入任何金属物、包装袋纸、木条、煤粉、焦炭、沙土等杂物。以免高温下混入物熔化形成炉衬内空隙和裂纹,影响炉衬质量。
5)筑炉时要有专人组织、指挥,负责检查质量和测量尺寸,并做好记录。
6 炉衬的气动筑炉工艺
1)炉底施工工艺
(1)首先检查云母纸是否完好,胶带是否粘牢,其次按照技术要求在炉底上安装好检测漏炉报警天线。然后加入炉料将其固定好,确保筑炉完成后漏炉报警天线端头与坩埚良好接触。
(2)炉底振捣过程如下:
a)首先加入炉底所需总的一半炉衬耐火材料,用捣筑叉和铲将炉衬材料弄平整,并捣叉四遍去除空气。
b)按上述操作规程再加入其余炉衬耐火材料,直至底部料层高度高于炉底设计标高75mm。
c)突然将气动振动器气阀全开启一会儿,以检查气动振动器是否固定牢固。
d)用吊车将安装好气动振动器小心吊放到电炉底部。振动底板应仅与炉衬材料接触。
e)调节气阀使气动振动器正常工作。炉底振动时间约为20min~30min。期间应数次交替变换气压,改变振动频率,以使整个炉底能获得满意的振实效果。固定不变的振动频率,将导致炉底炉衬表面硬,内部疏松的结果。
f)提起振动底板时要边低速开启气动振动器,边小心缓慢提起振动底板,以免突然快速提起时出现真空抽吸现象,造成炉底耐火材料开裂。
g)气动振筑完成后的炉底耐火材料厚度要大于规定的炉底厚度25mm左右。
h)在放入坩埚模之前,用镘刀刮去多余高度的炉衬材料,用水平仪检查炉底表面的水平度。调整漏炉报警天线,确保他们与坩埚模连接。
i)将坩埚外周与侧壁炉衬材料相接的炉底炉衬表面划松,以使炉底与侧壁炉衬材料具有良好的衔接。此项工作在坩埚模放置之前完成比较容易,但应注意不要将坩埚模底部范围划松。
j)炉底气动振筑完成后,必须检查气动振动器有无零件脱落,使用工具有无丢失,确认无误后方可进行下道工序。否则,拆除已经气动振筑完成的炉底查找,然后重新筑炉底。
2)坩埚模放置
将坩埚模小心放入炉底,确保它放置水平。且位于炉子中心,以确保从炉底到炉顶的侧壁厚度均等。
3)炉衬侧壁施工工艺
(1)坩埚模定位并固定后,先用捣筑叉将与侧壁炉衬衔接的炉底部分的耐火材料叉筑4次,然后加入侧壁耐火材料开始侧壁捣筑工作。注意不能碰坏或沾污云母纸。
(2)耐火材料的加入:前两次加入侧壁所需总量的大约1/8的炉衬耐火材料,用捣筑叉和铲划平耐火材料并插四遍以去除空气。第三次加入侧壁所需总的量大约1/10的耐火材料,用捣筑叉和铲划平耐火材料并插四遍以去除空气。以后每次加入相同的量,并插四遍以去除空气。一直加满为止。注意每层加料后,用照明灯仔细检查云母纸是否损坏,炉衬材料中是否夹带金属小件、塑料、布质碎片等杂物,一经发现应立即去除。
(3)先非常缓慢地开启气阀,确认所有锤体完全伸出,弹簧卡箍紧压销栓座后才可全部打开阀门进行锤击作业。
(4)将气动锤击式侧壁振动器用起重机吊起,调节好锤体与坩埚模内壁之间的间距。锤击头与坩埚模内壁之间的间距一般为30mm。
(5)锤击头的冲击速度大小可以用供气量来调节。在压缩过程中,锤击头必须以全功率锤击。
(6)在坩埚模下部的锥形部位要锤击3次,调节锤体与坩埚模内壁之间的间距时,要用起重机将筑炉机吊出坩埚模再进行。每次锤击时间须持续4min~5min。
(7)侧壁部位锤击过程中,炉衬干振料振实下降后应及时添加。锤击时间:每上升100mm锤击约3min~4min。直至炉口以下300mm为止。为了避免使干振料重新振松,应在坩埚模上方用较小的锤击力结束锤击。
(8)修整炉口和炉嘴部位的耐火材料,清点使用的工具,装入金属材料准备烧结。
7 炉衬耐火材料的烧结工艺
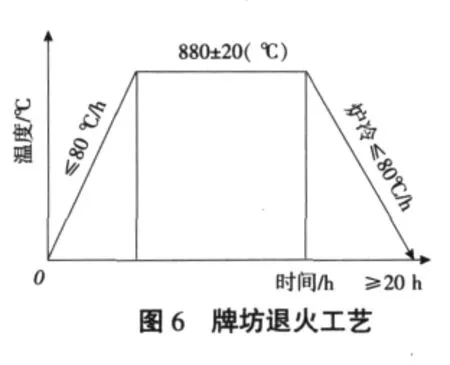
整体炉衬气动振筑结束后,必须及时进行烘烤和烧结,低温缓慢烘烤和高温满炉烧结是必不可少的环节。炉衬烧结工艺如图5所示。保温温度要比最高熔炼温度高约50℃~100℃。
8 电炉炉衬的日常维护
为了保护电炉设备,延长炉衬使用寿命,提高工作效率。在日常工作中应注意以下事项。
1)加入炉内的原材料必须干净,去除型砂、铁锈、渣子等杂物。
2)大块材料必须切割成合适的块度,长度一般不超过炉口直径的2/3,以防止加料过程中划伤炉衬。
3)在往冷炉中加料时,第一批料应为块度较小的碎料或切屑,防止大块材料直接撞击炉底,导致炉底损伤。
4)连续熔炼时,不要出净铁水,要剩余10%左右。然后先加入钢屑等碎料,减轻大块材料的冲击,既保护炉衬,又防止铁水飞溅。
5)熔炼过程中要勤观察,防止炉内金属材料搭棚。否则,炉内温度过高,严重侵蚀炉衬,发生穿炉事故。
6)粘在炉衬上的渣子要及时清理,保持炉衬的清洁。
7)每周测量一次炉体尺寸,掌握炉衬的实际状况,发现问题及时处理。
8)熔炼过程中要随时观察漏炉保护电流的大小,掌握电炉炉衬状况,防止穿炉事故发生。
[1]陆文华.铸铁及其熔炼[M].北京:机械工业出版社,1981.
[2]中国机械工程学会铸造专业委员会.铸造手册(第一卷)[M].北京:机械工业出版社,1993.
[3]杨贵成.中频感应电炉炉衬的干法打结与维护[J].中国铸造装备与技术,2002(4):65-66.
猜你喜欢
钢铁钒钛(2022年4期)2022-11-16
山东冶金(2022年4期)2022-09-14
魅力中国(2019年11期)2019-11-04
陶瓷学报(2018年1期)2018-03-22
资源再生(2017年4期)2017-06-15
中小企业管理与科技·中旬刊(2017年5期)2017-06-06
中国资源综合利用(2016年10期)2016-01-22
中国铸造装备与技术(2014年5期)2014-03-25
有色金属设计(2014年4期)2014-03-11
城市建设理论研究(2012年13期)2012-06-04
