
二氢异构化啤酒花浸膏的工艺优化
2010-03-25 03:36刘玉梅高智明罗安琼
食品科学 2010年10期
刘玉梅,高智明,罗安琼
(1.新疆大学化学化工学院,新疆 乌鲁木齐 8 30046;2.新疆三宝乐农业科技开发有限公司,新疆 乌鲁木齐 830002)
二氢异构化啤酒花浸膏的工艺优化
刘玉梅1,高智明2,罗安琼1
(1.新疆大学化学化工学院,新疆 乌鲁木齐 8 30046;2.新疆三宝乐农业科技开发有限公司,新疆 乌鲁木齐 830002)
二氢异构化啤酒花浸膏是啤酒花中的一个主要的软树脂成分α-酸经异构化成异α-酸后氢化还原制备的产物,具有苦味平和、无后苦味等特点,是异α-酸的还原产物中溶解度最好的一个产品。在正交试验的基础上,通过进一步的单因素试验考察异α-酸加氢还原为二氢异α-酸的工艺条件。结果表明,反应温度、催化剂NaBH4的用量、KOH与异α-酸的物质的量比及反应时间等都与反应产物二氢异α-酸的收率有直接关系,其影响程度依次减弱,合成二氢异α-酸的最佳工艺条件为氢氧化钾与异α-酸的物质的量比1:1、NaBH4与异α-酸的物质的量比0.25:1、反应温度100℃、反应时间2h。在此条件下,进一步的放大实验证明,反应收率可达97%以上。
啤酒花;二氢异构化啤酒花浸膏;氢化;还原
随着人们对啤酒风味的要求更加多样化,近代啤酒工业越来越倾向于使用苦味度比较柔和稳定,在麦汁中的溶解度好、具有更好的光化学反应稳定性和使用更加方便的“啤酒花制品”。这些啤酒花的加工产品品种多样,特性各有所长,不仅可更好地适应现代啤酒工业发展的需要,而且对改良啤酒的风味品质、保持产品质量的均一性和稳定性均起到了良好的促进作用[1-3]。除了20世纪80年代中期开始使用的各种啤酒花浸膏之外,目前使用较多的产品还包括异构化啤酒花浸膏、还原异构化啤酒花浸膏和啤酒花油等。其中,还原异构化啤酒花浸膏由于其中的不饱和键还原的位置和程度不同,又可进一步分为二氢异构化啤酒花浸膏、四氢异构化啤酒花浸膏、六氢异构化啤酒花浸膏等,其中以二氢异构化啤酒花浸膏的溶解度最好,而且苦味平和(只有异α-酸的0.7倍)、无后苦,稳定性和起泡能力也较异α-酸更好[4-5]。作为世界啤酒生产的第一大国,我国的啤酒厂以往主要以使用压缩啤酒花和颗粒啤酒花为主,近年来为了适应现代啤酒工业的发展,也为了满足消费者的需求,生产出多种口味和风味不同的啤酒,对各种性能优越的啤酒花制品的需求和使用量也在不断增加[6]。影响异α-酸氢化还原的因素很多,主要包括溶剂条件、反应时间、反应温度、p H值、催化剂的
用量及种类等,为了寻找到还原异α-酸为二氢异α-酸的最佳反应条件,本实验以异α-酸为原料,选用了NaBH4和KBH4等还原羰基常用的催化剂,通过正交试验优化反应条件,得到合成二氢异α-酸的最佳工艺条件,旨在对这类产品的开发和生产起到一定的促进和借鉴作用。
1 材料与方法
1.1 材料、试剂与仪器
CO2萃取的啤酒花浸膏由新疆三宝乐农业科技开发有限公司提供。
异α-酸由本实验室以啤酒花浸膏为原料自制;异α-酸和二氢异α-酸的标准品 美国酿造化学协会;色谱分析所用试剂为色谱纯;硼氢化钠、硼氢化钾、氢氧化钾等试剂均为分析纯。
高效液相色谱仪(P2000II型高压恒流泵、UV200H型紫外检测器) 大连依利特分析仪器有限公司;BS210S电子天平 德国赛多利斯公司;HH-S4型数显恒温水浴金坛市医疗仪器厂。
1.2 方法
1.2.1 异α-酸的氢化反应条件
1.2.2 异α-酸和二氢异α-酸的高效液相色谱分析条件
色谱柱:HYPERSILODS-2 C18柱(150mm×4.6mm,4.5μm);流动相:甲醇-水-H3PO4体积比为75:24:1;流速:1.0mL/min;柱温:35℃;检测器波长:275nm;进样量:10μL;采用二氢异α-酸的标准品,峰面积外标法定量。
1.2.3 统计分析
实验数据的统计分析结果均是采用Microsoft Excel或OriginPro 8.0专业软件来处理的,实验数据表示为平均值±标准偏差。
2 结果与分析
2.1 异α-酸的氢化反应机理及影响因素
啤酒花中α-酸的异构化衍生物异α-酸具有多个不饱和键,在氢化还原剂的存在下可以发生还原,因氢化还原的体系和反应的程度不同可能会生成二氢、四氢和六氢异构化衍生物,二氢异构化啤酒花浸膏是将异α-酸分子中的羰基还原后所得到的产物,采用硼氢化钠或硼氢化钾等羰基还原剂时通常生成的是二氢异α-酸[7]。简单的反应流程见图1。
供试植物材料共8个,分皮、裸两组,皮燕麦以红旗2号为对照,参试品系是gp005、gp012、gp030;裸燕麦以品5号为对照,参试品系是gl011、gl001、gl016。对照为光照敏感品种。供试材料均由张家口市农科院提供。
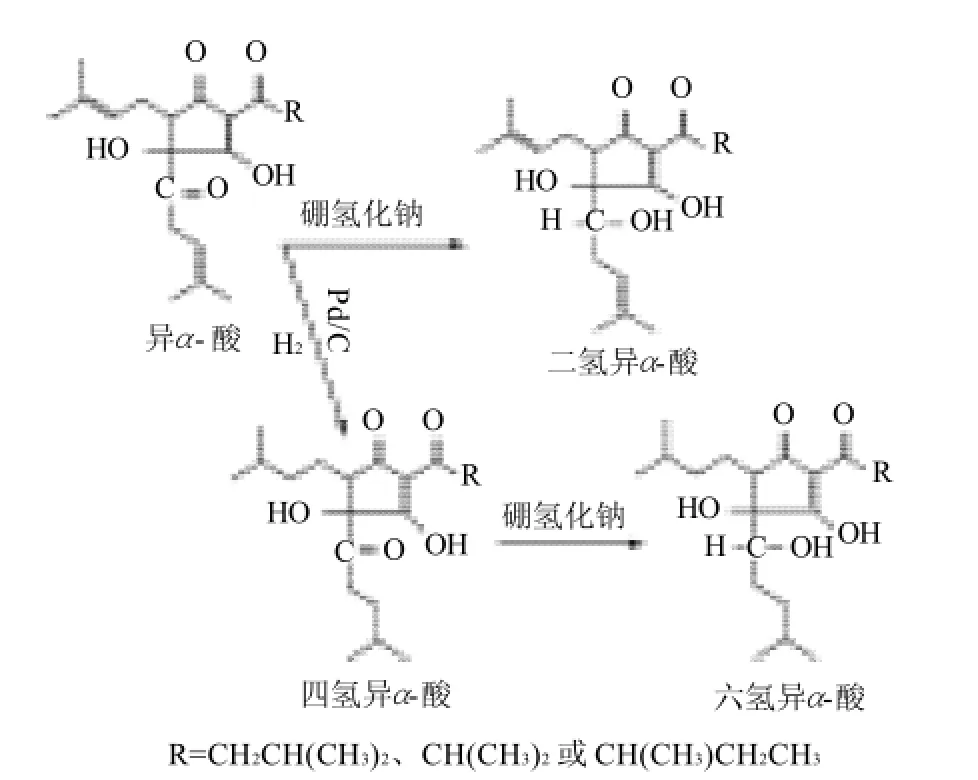
图1 异α-酸的还原反应Fig.1 Reduction mechanisms of iso-alpha-acids to R=CH2CH(CH3)2, CH(CH3)2 or CH(CH3)CH2CH3
2.2 主要组分的定量分析
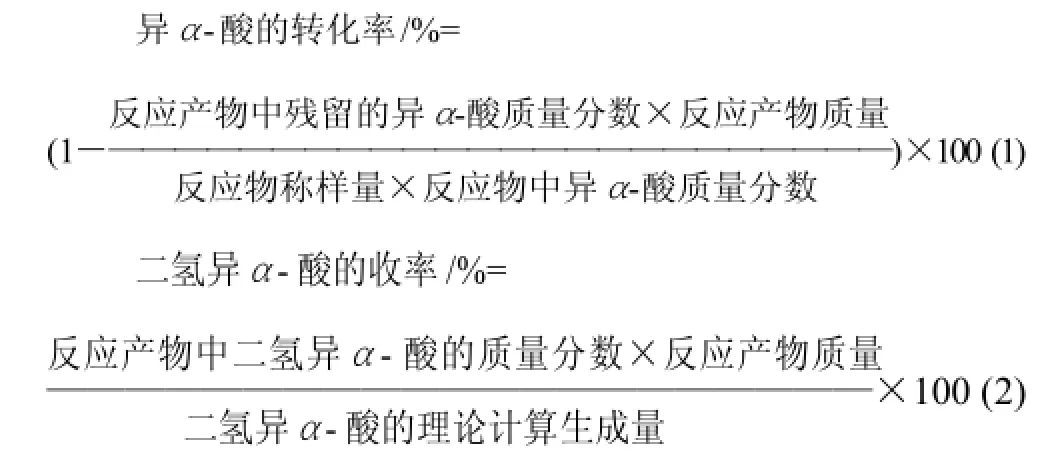
为了全面地评价各种选定条件下异α-酸的氢化程度和反应过程中的副反应发生的强弱,实验结果分别采用异α-酸的转化率和二氢异α-酸的收率两个指标来考核的,计算的依据是测定出反应体系中各组分的浓度。反应原料和反应混合物中各组分的质量分数是采用HPLC法,以外标法进行定量分析得到。
本实验中除正交试验外,其余数据均是采用N次试验平均值(N≥3)。
2.3 正交试验考察异α-酸氢化反应合成二氢异α-酸的影响因素
在化学反应中,选用合适的催化剂可以大幅度地提高生产效率,而同一类催化剂在价格上也会有较大的差异。预实验首先对异α-酸氢化反应催化剂的选择作了多次实验比较,结果表明,选用羰基还原剂NaBH4或KBH4做催化剂反应均可进行,KBH4略好于NaBH4,但从成本角度来考虑,决定选用NaBH4作催化剂。
在多次预试验的摸索和结果分析的基础上,为尽快找到合适的反应条件,首先确定了以反应温度、催化
剂用量、反应时间和溶液中KOH的用量等4个因素作为主要的试验因素,利用正交试验来考察所选因素对α-酸氢化反应影响的重要性。表1是所选的3因素4水平L9(34)的正交试验因素水平表。
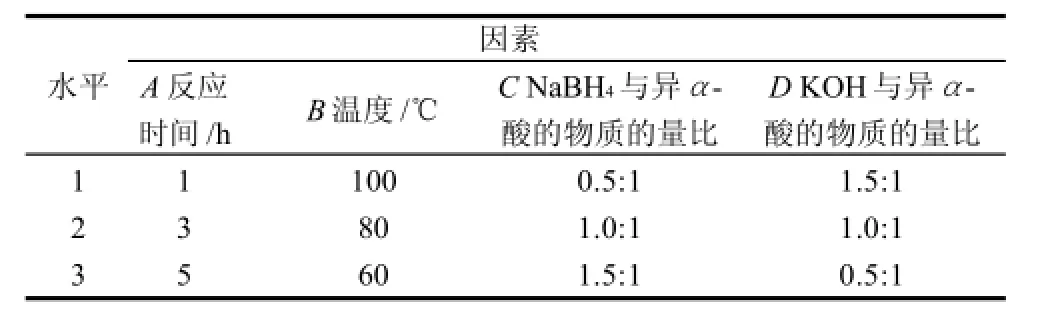
表1 正交试验的因素水平表Table 1 Factors and levels in orthogonal array design L9(34)
为了综合考虑各方面的因素,正交试验中将异α-酸的转化率和二氢异α-酸的收率同时作为考核指标。综合指标即是以这两个指标的加权和来计算的,以综合指标计算值高的水平组合为好。因二氢异α-酸收率为更重要的因素,综合考虑,采用了如下公式计算:

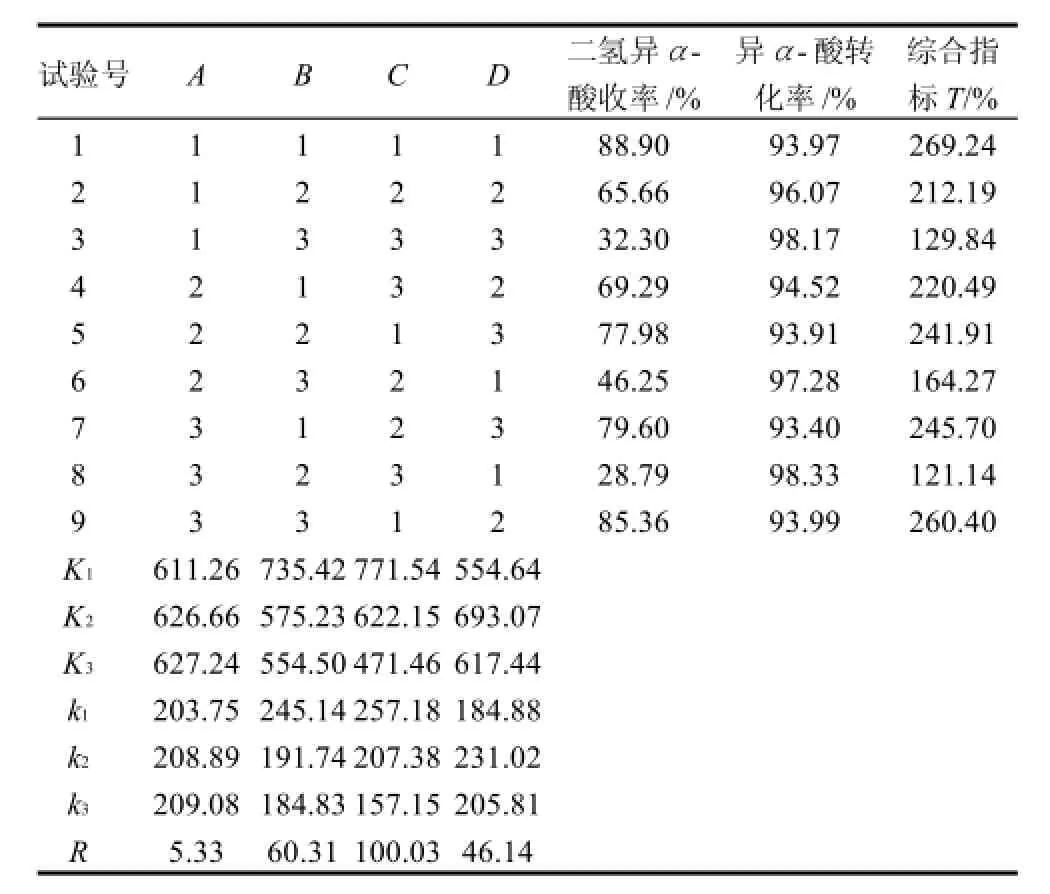
表2 异α-酸氢化反应正交试验结果Table 2 Arrangement of orthogonal array design L9(34) and corresponding experimental values of dihydro-iso-alpha-acid yield, conversion rate of iso-alpha-acids and their weighed index
由正交试验中各因素的极差值可知,在选定的反应条件下,反应时间对氢化反应的的影响相对较小,其他3个因素的影响要明显地高于反应时间。催化剂NaBH4的使用量影响最为明显,KOH与异α-酸的物质的量比和反应温度对反应产物收率的影响程度依次增加。正交试验的直观分析见图2。
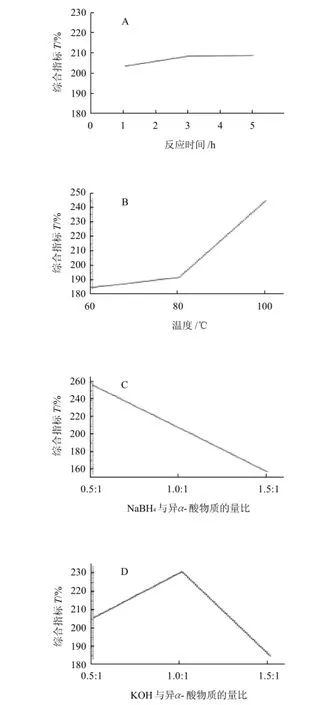
图2 异α-酸氢化反应的直观分析图Fig.2 Intuitive analysis of effect of each reaction condition on dihydro-iso-alpha-acid yield
从图2可以看出,当反应时间从1h增加到3h时,反应收率呈缓慢增加的趋势,继续延长时间则基本不再发生变化。而反应温度的影响则相反,当温度低于80℃时,不利于反应进行,随着温度的提高,反应进行的速度明显的提高,这表明了氢化反应必须要有足够的外
界提供的能量才可以进行。催化剂NaBH4与异α-酸的物质的量比的关系则与前两个因素不同,随着NaBH4与异α-酸的物质的量比的增加,反应产物中二氢异α-酸的含量反而呈下降趋势,但单纯从异α-酸的转化率来看变化并不明显,基本上反应物中的异α-酸均已发生了反应。这表明催化剂的用量高时,在氢化的同时还会发生过氢化现象,即有各种副反应发生,反应产物发生了进一步的氢解现象。KOH与异α-酸的物质的量比对反应结果的影响也比较特殊,从直观分析图也可以看出,加碱量从高到低,反应收率从低到高增加,但当超过一定的范围时,则反应收率会发生明显地下降,这表明合适的加碱量对保证氢化反应的完全也是非常重要的。由于反应时间大于3h后没有变化,因此从正交试验中得到优化的反应条件为A2B1C1D2或A3B1C1D2,即在100℃的条件下,反应时间为3h或5h时,KOH与异α-酸的物质的量比为1:1,催化剂NaBH4与异α-酸的物质的量比为0.5:1为优化的试验条件,这一优化的条件并未出现在正交试验中。正交试验中的最好试验结果是条件为A1B1C1D1,即反应温度为100℃,催化剂NaBH4与异α-酸的物质的量比为0.5:1,与此相同,而反应时间和KOH与异α-酸的物质的量比分别为1h和1.5:1。由于催化剂NaBH4与异α-酸的物质的量比为0.5:1是否为最适宜的比例不能完全确定,而反应时间的选择也需要进一步的试验来验证,为了找到更合适的反应条件,在分析了正交试验结果的基础上又对催化剂添加比例和反应时间的关系进行了进一步的探讨。
2.4 催化剂和反应时间与氢化反应的关系
从正交试验的结果可以看出,随着催化剂用量的增加,异α-酸的转化更为完全,但总体来看,增加的幅度有限。而从二氢异α-酸的收率来看,随着催化剂用量的增加,收率反而下降,这表明催化剂用量过大,反应过程中可能发生了过氢化反应,这是极为不利的。理论上,1分子的NaBH4可以还原4分子的异α-酸,但由于NaBH4容易分解,很多反应中都需要过量的NaBH4来完成反应。正是由于这种考虑,正交试验选择了0.5:1~1.5:1的NaBH4用量,但从正交试验结果可知,NaBH4物质的量比0.5:1时最好,因此,有必要进一步考察NaBH4用量的影响。表3中的实验数据是在正交试验的优化条件下,即反应温度100℃, KOH与异α-酸的物质的量比为1:1的条件下,比较了在NaBH4与异α-酸物质的量比小于0.5:1的不同条件下,反应时间与二氢异α-酸的收率之间的关系。
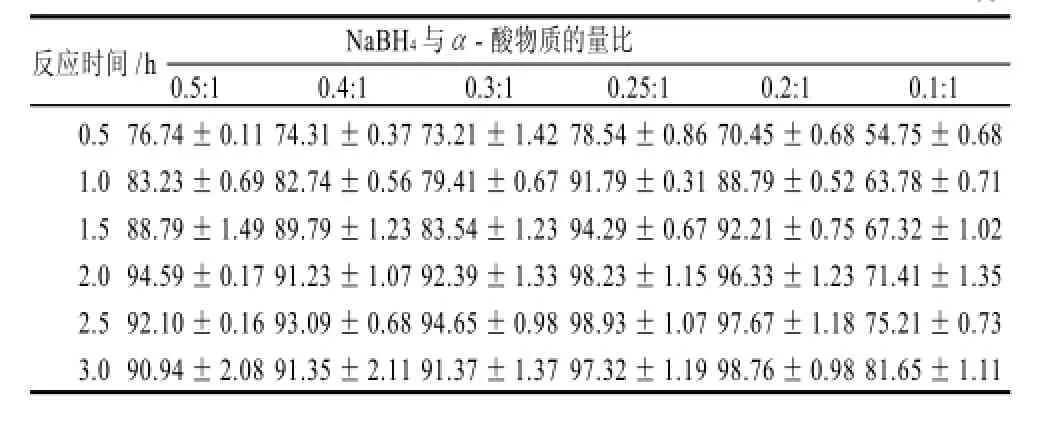
表3 不同的催化剂用量和反应时间对二氢异α-酸的收率的影响Table 3 Effect of NaBH4 amount and reaction time on dihydroiso-alpha-acid yield
表3的数据表明,当NaBH4与异α-酸的物质的量比为0.25:1时,二氢异α-酸的收率最高,在0.1:1时,异α-酸在3h内氢化不完全;高于0.3:1时,反应中可能由于副反应的增多而影响反应产物的收率。另外从反应时间上来看,2h时的反应收率基本上已经稳定,继续延长反应时间对反应结果并无改善,甚至还会加大发生副反应的可能。因此,通过反复试验,最终确定反应温度100℃,KOH与异α-酸的物质的量比1:1,催化剂NaBH4与异α-酸的物质的量比0.25:1,反应时间2h为氢化反应的最佳工艺条件。并在此基础上进行了放大验证,由表4结果可知,反应收率可达97%以上。

表4 最佳工艺条件的放大验证实验Table 4 Results of scale-up experiments for the validation of optimized reaction conditions
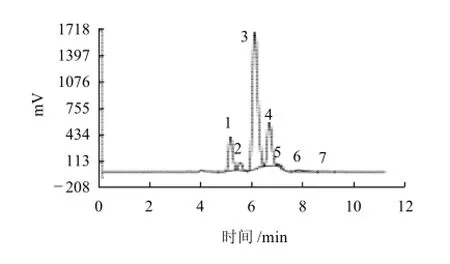
图3 二氢异α-酸的标准样品色谱图Fig.3 HPLC chromatogram of dihydroiso-alpha-acid standard
图3 和图4分别为二氢异α-酸的标准样品和反应产物的高效液相分析的色谱图。由于异α-酸是由3个同系物组成的,还原产物中每个产物都有顺、反两种异构体,理论上应该存在6个异构体,但以目前的分离条件,二氢异α-酸的标准样品仅能得到4个主要的色谱
峰,而反应产物中在这4个主要的色谱峰之前的一个色谱峰即为未反应完全的异α-酸。
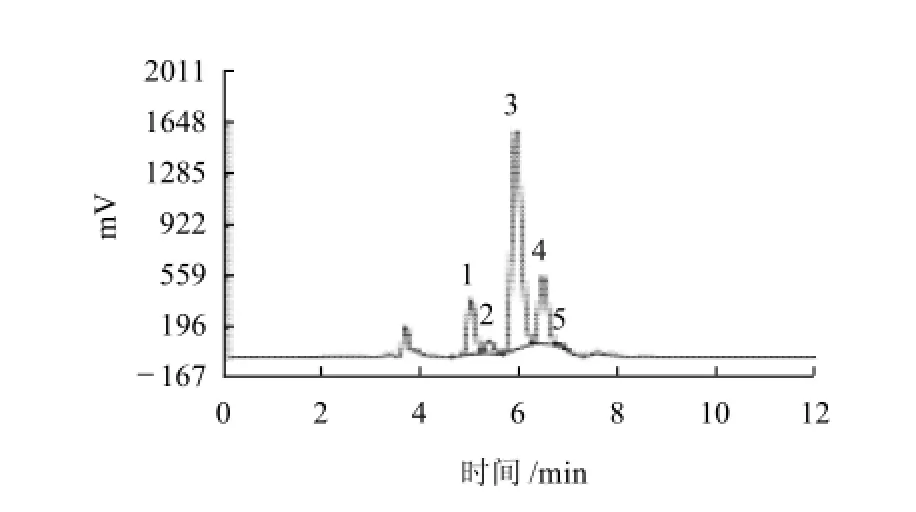
图4 二氢异α-酸的反应产物色谱图Fig.4 HPLC chromatogram of a dihydroiso-alpha-acid product synthesized in this study
3 结 论
本实验以啤酒花浸膏中α-酸的异构化衍生物异α-酸为原料,通过正交试验考察了异α-酸加氢还原为二氢异α-酸的工艺条件。结果表明,催化剂的选择对反应的顺利进行是十分重要的,但羰基还原剂NaBH4或KBH4对反应的影响并无太大差异,而催化剂NaBH4的用量、反应温度、KOH与异α-酸的物质的量比及反应时间等都与反应产物二氢异α-酸的收率有直接关系,其影响程度依次减弱。在分析了正交试验结果的基础上,通过进一步的单因素试验最终确定以异α-酸为原料合成二氢异α-酸的最佳工艺条件:氢氧化钾与异α-酸的物质的量比为1:1、NaBH4与异α-酸的物质的量比为0.25:1、反应温度为100℃、反应时间为2h。并在此条件下,通过放大验证实验证明,反应收率可达97%以上。
[1]STEWART G G. The chemistry of beer instability[J]. Journal of Chemical Education, 2004, 81(7): 963-968.
[2]WEISS A, SCHOENBERGER C, MITTER W, et al. Sensory and analytical characterization of reduced, isomerised hop extracts and their influence and use in beer[J]. J Inst Brew, 2002, 108(2): 236-242.
[3]ROBERTS T R, WILSON R J H. Information on prevention of lightstruck flavour production[M]// PRIEST F G, STEWART G G. Handbook of brewing. 2nd ed. Boca Raton: CRC Press, 2006: 177-279.
[4]MOIR M, SMITH R J. Foam-enhancing and bitter, reduced iso-αacids derived from hops[J]. Proc Congr Eur Brew Conv, 1995, 25: 125-134.
[5]De COOMAN L, AERTS G, WITTERS A, et al. Comparative study of the stability of iso-alpha-acids, dihydro iso-alpha-acids and tetrahydroisoalpha-acids during beer ageing[J]. Cerevisia, 2001, 26(3): 155-160.
[6]刘玉梅, 汤坚, 刘奎钫. 啤酒花的化学研究及其和啤酒酿造的关系[J]. 酿酒科技, 2006(2): 71-75.
[7]WILSON R J H, GIMBEL A M, ROBERTS T R, et al. Rho-iso-alpha acid hop products and methods: EP,1777289A1[P]. 2007-04-25.
Chemical Synthesis of Dihydro-iso-alpha-acids
LIU Yu-mei1,GAO Zhi-ming2,LUO
(1. College of Chemistry and Chemical Engineering, Xinjiang University.. 830046, China;2. Xinjiang Sapporo Agriculture Science and Technology Development Co. Ltd., Urumqi 830002, China)
Dihydro-iso-alpha-acids are the products of isomerization followed by hydrogenation of alpha-acids as one kind of the main soft resins in flower cone of hops (Humulus lupulus L.) and show a slightly bitter taste and the best solubility among all hydrogenation products of isomerizd alpha-acids. Single factor and orthogonal array design methods were used to deal with the effects of reaction temperature and time and amounts of added NaBH4and KOH to iso-alpha-acids on dihydro-iso-alpha-acid yield. Results indicated that the above reaction conditions all exhibited an obvious effect on dihydro-iso-alpha-acid yield in the decreasing order: reaction temperature > amount of added KOH > amount of added NaBH4 > reaction time and their optimal values were as follows: a reaction system composed of iso-alpha-acids, KOH and NaBH4 at 1:1:0.25 molar ratio left to react for 2 h at 100 ℃. Two-, 3- and 5- fold scale-up experiments carried out under such conditions all gave over 97% dihydro-iso-αacids yields.
hops;dihydro-iso-alpha-acids;hydrogenation;reduction
TS262.5
A
1002-6630(2010)10-0112-05
2009-07-30
新疆维吾尔自治区科技支疆计划项目(200991247)
刘玉梅(1965—),女,高级工程师,博士,主要从事天然产物功能因子与分析检测研究。E-mail:xjdxlym@163.com
猜你喜欢
美食(2022年5期)2022-05-06
石油石化绿色低碳(2019年6期)2019-01-14
家庭医药(2018年11期)2018-11-21
家庭医药(2018年22期)2018-01-31
流程工业(2017年12期)2017-08-12
化工进展(2015年3期)2015-11-11
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
橡胶工业(2015年2期)2015-07-29
西南军医(2014年5期)2014-04-25
食品工业科技(2014年9期)2014-03-11
