浅析高层钢框架结构施工技法
2010-09-18 05:03张伟平陈集强蒋宝林
电大理工 2010年2期
张伟平 陈集强 蒋宝林
铁煤集团建设公司(铁岭 112700)
0 引言
随着我国钢结构建筑市场的发展,对高层钢框架结构施工技术的要求越来越高,对高层钢框架结构施工工艺研究也越来越重要。本文结合作者的实际工作经历,介绍了高层钢框架结构施工工艺,与大家进行交流。
1 钢构件简介
1.1 钢结构构件的截面形式
(1)柱 柱截面可以采用 H 形、箱形、十字形、圆形等。
(2)梁 多为轧制或焊接的 H 型钢梁,也可使用复合截面。
1.2 钢结构构件的连接方式
(1)柱与柱的连接 高强螺栓连接,焊接,混合连接。
(2)柱与梁的连接 高强螺栓连接,焊接,混合连接。
(3)梁与梁的连接 高强螺栓连接,焊接连接。
1.3 钢构件的制作
在加工厂制作的流程为编制构件制作指示书→原材料矫正→放样、下料、切割→制孔→边缘加工→组装和焊接→端部加工和磨擦面处理→除锈和涂装→验收和发运。
2 测量定位
不仅钢结构变形的控制需要精确的测量定位,而且整体钢结构安装的质量和进度更是与测量工作的好坏密切相关,为此钢结构工程应积极采用先进的测量仪器,针对高层钢结构工程施工中的难点和重点,充分发挥已有类似工程施工的经验,结合高层钢结构施工的特点,对钢结构吊装和焊接质量进行引导和实时监控。
2.1 测量控制的主要内容
钢框架结构安装测量工作的主要内容包括:验收土建平面控制基线或红线界桩点及标高基准点,并作好书面交接记录基础埋件的放线就位及标高;设置好垫板组,控制好构件安装的标高和轴线;主轴线网的建立;平面控制网的测放;标高的引测;H型钢柱和箱形柱的校正。
2.2 测量控制的基本方法
(1)钢柱
采取用经纬仪校正垂直度和用全站仪复核轴线偏差相结合的控制方法。高程传递:除用大盘尺直接进行高程传递的常规方法外,还可基于三角高程原理采用全站仪进行高程传递。
(2)平面控制网的测放
根据现场通视条件,先测设主控制轴线,然后在此基础上加密各建筑轴线。
(3)平面控制网的垂直引测
激光铅直仪垂直引测已测设好的轴线控制点。
2.3 测量控制的准备工作
(1)测量仪器具的准备
按 ISO9002 质量管理体系的要求,在钢框架结构工程中使用的计量仪器具均应经过权威计量检测中心检验并校正合格,方可投入使用。并填写好以下相关表格作为管理资料存档。此次准备应填写的表格有《计量检测设备台账》、《计量检测设备周检通知单》、《机械设备校准记录》、《机械设备交接单》。测量仪器具计划配置表:全站仪、经纬仪、激光铅直仪、水准仪、经纬仪弯管目镜(垂直度校正)、对讲机、塔尺、水平尺、激光接收靶、磁铁线坠、钢卷尺、大盘尺、校正罗丝刀及拨针(仪器校正)、三脚架、激光反射贴片(测距和高程传递)。
(2)测量人员准备
根据工程测量工作量及操作的难易程度,需配备相应数量的测量人员。
(3)技术准备
熟悉图纸,学习测量施工规范。计算并记录内业成果。
测理定位主要包括以下几个流程①主轴线的测放;②平面控制网的测放;③平面控制网的垂直引测;④标高控制网的测放;⑤钢柱的测量校正。
3 安装工艺
3.1 安装准备
包括熟悉图纸,根据起重设备的性能和构件的截面尺寸、长度、对构件进行分段,根据塔吊型号、构件重量、工期编制吊装机具需用计划。根据构件重量和单层的构件数量,裁剪出不同长度、不同规格的钢丝绳作为安装和缆风绳用。组织一批业务精、技术熟练有类似工程工作经验的起重工、塔司等相关工种人员进场,一般要求配齐对讲机,对信号工还应要求配齐信号衫。同时明确钢构件的校正内容及顺序。
3.2 构件进场
高层钢结构项目一般处于城市的繁华地带,白天构件运输车辆不能进场,只能在晚上12 点至早 6 点之间进场。这就为构件的卸车提出了较高的要求。要在六个小时内卸完一天要安装的构件,要求加强和制作厂的协调和联系。要求制作厂对小梁进行打包发运以便于卸车,钢柱在车内要摆放整齐,需要两层叠放在一起的时候中间要垫枕木,防止因运输原因破坏构件上的栓钉和构件外表。
3.3 钢结构安装
钢结构安装工艺流程图及钢结构安装顺序示意图如图1所示。
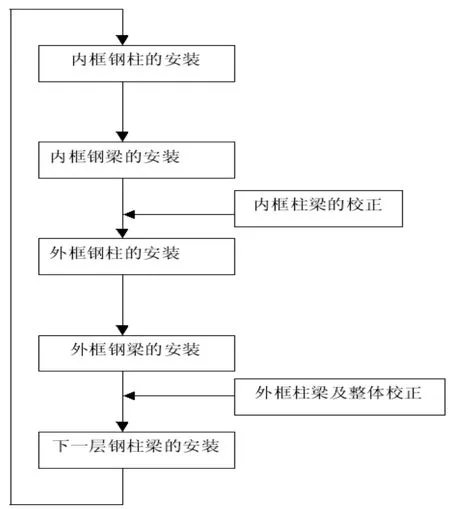
图1 钢结构安装工艺流程图及钢结构安装顺序示意图
钢结构整体安装顺序为(1)安装内框结构体系;(2)安装外框架结构体系;(3)顺次进行上部结构安装。钢结构安装在垂直方向上的正常状态是钢结构安装完成一节后,土建单位立即将这一节每一楼层的压型钢板吊运到位,然后立即把最上面一层的压型钢板铺好,使上部的钢结构吊装和下部的压型钢板铺设和土建施工隔离,但要注意的是钢结构施工的楼层不能与土建施工的楼层相差太多。
4 连接工艺
钢构件的连接方式通常有焊接和螺栓连接。焊接是将需要连接的钢板,在接合处用高温熔合在一起。焊接连接灵活方便,构造简单,不削弱杆件截面,节省钢材,刚度大,密封性好,在工厂易于采用自动化操作,焊接质量有保障,可以得到较为美观和简洁的结构外形,造价也较低。但焊接易产生残余应力和残余变形,对受压构件的局部稳定和整体稳定有影响;此外,现场焊接一般需人工施焊,工作强度大,对疲劳和脆断较为敏感,施工质量较难控制。为此,工程师应根据节点是在工地焊接还是在现场焊接,选择焊接的接头型式并采用合理的构造措施。钢结构制作与安装制作单位在焊接前,应制定合理的焊接工艺,保证焊接的质量,并对焊缝进行探伤检查。螺栓连接是钢结构建筑中另一种主要的连接方式,分为普通螺栓连接和高强度螺栓连接两种形式。
随着高强螺栓连接和焊接连接的大量采用,对被连接件的要求愈来愈严格。如构件位移、水平度、垂直度、磨平顶紧的密贴程度、板叠摩擦面的处理、连接间隙、孔的同心度、未焊表面处理等,都应经质量监督部门检查认可,方能进行紧固和焊接,以免留下难以处理的隐患。焊接和高强度螺栓并用的连接,当设计无特殊要求时,应按先栓后焊的顺序施工。钢结构安装中还要经常使用临时螺栓。临时螺栓除了起临时连接作用之外,还应有足够承受构件自重和抵抗校正时来自外力的作用。安装使用的临时螺栓和冲钉的数量应满足如下要求,临时螺栓不应少于2个且不应少于安装孔总数的1/3;冲钉不宜多于临时螺栓的 30%,扩钻后的 A、B 级螺栓孔不得使用冲钉。施工单位对首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应按国家现行的《建筑钢结构焊接规程》和《钢制压力容器焊接工艺评定》的规定进行焊接工艺评定,并确定出焊接工艺。焊工要经过考试并取得合格证后方可从事焊接工作,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。焊丝、焊条、焊钉、焊剂的使用应符合规范要求。安装定位焊缝需考虑工地安装的特点,如构件的自重、所承受的外力、气候影响等,其焊点数量、高度、长度均应由计算确定。
5 结束语
钢框架结构施工技术,主要包括钢柱、钢梁、楼梯的吊装、测量校正、连接、压型钢板的铺设等工序,但在钢结构施工的同时往往要穿插土建、机电等部分的施工。钢框架结构的施工必须要与土建等其它单位进行密切配合,做到统筹兼顾,才能高效、高质量地完成施工任务。
[1]汪建华.焊接变形和残余应力预测理论与计算-发展及应用前景.第三届计算机在焊接中的应用技术交流会论文集,2000.
[2]李国强,薛伟辰.当代建筑工程的新结构体系.建筑钢结构进展, 2001.
[3][日]渡边帮夫等.钢结构设计与施工.北京:中国建筑工业出版社, 2000.
猜你喜欢
建材发展导向(2022年20期)2022-11-03
结构工程师(2022年2期)2022-07-15
建材发展导向(2021年15期)2021-11-05
建材发展导向(2021年14期)2021-08-23
国学(2020年1期)2020-06-29
建材发展导向(2019年13期)2019-08-24
摄影之友(影像视觉)(2017年10期)2017-11-07
摄影之友(影像视觉)(2017年1期)2017-07-18
工程建设与设计(2016年2期)2016-08-22
河南科技(2014年1期)2014-02-27