高速线材轧机吐丝机的定位控制
2010-11-29 09:25李鑫
中国重型装备 2010年3期
李 鑫
(宝钢集团八一钢铁股份有限公司,新疆830022)
高速线材轧机吐丝机的定位控制
李 鑫
(宝钢集团八一钢铁股份有限公司,新疆830022)
介绍了八钢高速线材轧机吐丝机计算机控制系统,通过改变精轧机前飞剪剪切轧件头部长度和改变吐丝机速度,有效的实现了吐丝机头部的定位。
高速线材轧机;吐丝机;定位控制
八钢新建的高速线材轧机于2009年9月正式投产,轧机为单线式,它的机械设备大部分从美国摩根公司引进,轧机的计算机控制系统从德国SIEMENS公司引进。整个轧机由18个机架加1套精轧机、3个飞剪、1台夹送辊和1台吐丝机组成。吐丝机的吐丝管是由一种螺旋型结构和螺线管组成。吐丝机工作时,螺丝管作高速旋转,当轧件从精轧机出来进入吐丝机时,吐丝机的吐丝管作高速旋转,轧件经过吐丝机时变为具有一定半径的圆形线材落到斯太尔摩辊道上。由于斯太尔摩辊道是由许多具有一定半径的圆形辊子并排安装而成,辊子之间具有一定间隙,当成品线材经过吐丝机时,头部很容易栽到斯太尔摩辊道的辊缝之间,造成第1段辊道卡线,使传动电机过流跳闸。为了避免这种情况的发生,必须对吐丝机进行定位控制,使轧件头部经过吐丝机时,按给定位置从吐丝管出来。
1 吐丝机定位控制系统的硬件配置
我公司高速线材轧机的计算机控制系统和传动控制系统全部由SIEMENS公司提供。整个主轧线由三套SIEMENS S7-400/300过程控制计算机组成,称为PLC1、PLC2和PLC3,其中PLC1负责对轧线的主副传动、飞剪、吐丝机定位进行控制。吐丝机定位控制部分示意图如图1所示。
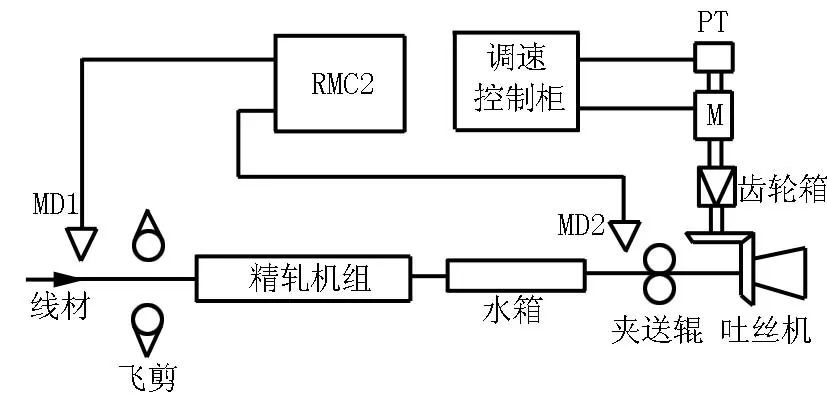
RMC2—Master Piece 260/1过程控制计算机PT—脉冲变送器 M—传动电机MD1、MD2—热金属检测器
1.1 传动控制单元
吐丝机是由一台250 kW、转速为1 500 r/min的直流电机传动,传动柜采用了SIEMENS公司的全数字式整流+逆变调速控制柜(型号6SE70)。它的速度给定可由传动柜本地给定,也可以由上位机WINCC6.2通过现场总线PROFIBUS-DP进行,根据吐丝机定位控制的要求,2%的突加给定,电机的上升时间小于300 ms。
1.2 脉冲变送器
脉冲变送器安装在吐丝机传动电机的尾部,与电机转子同步旋转。当变送器旋转时,由三个通道输出方波脉冲:脉冲变送器A、B两通道在电机旋转一周时输出1 024个方波脉冲,在相位上互差90°;C通道在电机旋转一圈时只输出一个方波脉冲,称为周脉冲。它的输出除作为电动机的速度反馈外,还将接在计数板6ES7 350-2的输入端,进行计算。
1.3 计数单元
在PLC1计算机框架里,安装了一块6ES7 350-2计数板,它有4个计数通道对输入的方波脉冲进行计数。为了进行吐丝机的定位控制,这里把脉冲变送器的输出信号连接到6ES7 350-2计数板的C1通道和C2通道,通过对变送器的输出脉冲计数,计算机能计算出吐丝管旋转到什么角度,从而控制轧件头部出吐丝管的角度。
1.4 热金属检测器
热金属检测器主要用于检测高温轧件的位置。当高温轧件被热金属检测器探测到时,输出高电平信号;无轧件时,输出低电平信号。
2 吐丝机头部定位的控制方式
吐丝机头部定位控制主要是确保轧件通过吐丝机时,轧件头部能够在给定位置出吐丝管。我们采用了两种方式,一是通过改变精轧机前的飞剪剪切长度;二是通过改变吐丝机的转速,实现对吐丝机的头部定位,使轧件头部在给定位置的范围内从吐丝管出来。下面根据美国摩根公司对吐丝机头部定位的技术要求:轧件头部输出位置(角度)=给定位置(角度)±60°,分析计算机控制的吐丝机定位控制系统。
2.1 由飞剪剪切长度校正的吐丝机头部定位控制
在分析飞剪剪切长度校正的吐丝机头部定位控制之前,简单介绍一下吐丝管口的旋转轨迹与角度的计算方法。吐丝机作高速旋转时,吐丝机内吐丝机管口的旋转轨迹如图2所示。
由图2可看出,旋转的正方向为顺时针方向,它的实际旋转角度α的变化范围为0°~360°。

图2 吐丝机吐丝管口的旋转轨迹Figure 2 Rotating trace of spinning nozzle of spinning machine
飞剪剪切长度校正的头部定位控制原理是通过增加精轧机前的飞剪起动时间使轧件头部延迟到达吐丝管口而达到控制吐丝机头部定位的目的。控制的具体方法是:当轧件头部出吐丝管口时,计算机采样实际的输出位置角度值,通过与给定位置值相比较,计算出新的位置给定点。当下一根线材达到飞剪前的热金属检测器MD1时,计算机采样此时吐丝管口的角度值,然后根据这个角度值和新的位置设定点值及吐丝管口的旋转速度计算出飞剪校正的时间值,将这个值重新加入到速度给定上。
当我们选用飞剪校正控制吐丝机头部定位方式时,使用图3的计算机程序框图,框图里程序各元素均用SIEMENS step7语言表示。
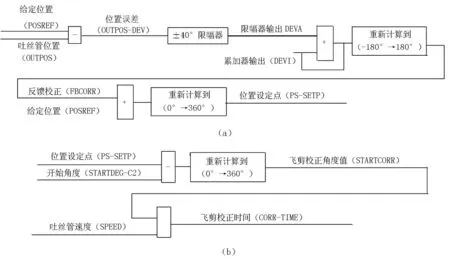
图3 飞剪校正控制吐丝机头部定位程序框图Figure 3 Flow chart for spinning machine head positioning controlled by cropping shears
当轧件到达夹送辊前热金属检测器MD2时,计算机执行图3(a)程序,它的主要任务是采样,将采样时吐丝管口的实际角度值与给定位置相比较,求得位置误差值OUTPOS-DEV。根据工艺对吐丝机定位误差±60°的要求,通过±40°的限幅器,即对位置误差值OUTPOS-DEV在±40°之内的,只作小的校正,对大于±40°的位置误差增大校正值。经±40°限幅器输出的位置误差值DEVA与累加器输出值DEVI相加,经-180°→+180°重新计算单元计算得到反馈校正值FBCORR,它再与位置给定值POSREF相加,通过0°→360°重新计算单元计算,得到下一根钢的位置设定点值PS-SETP。当第2根钢到达飞剪前热金属检测器MD1时,计算机执行图3(b)程序。计算机采样吐丝管口的位置,得到此时吐丝管口的开始角度STARTDEG-C2。将位置设定点值PS-SETP和STARTDEG-C2送入减法器,然后再送到0°→360°重新计算单元得到飞剪校正角度值STARTCORR。这个值再除以吐丝管旋转速度SPEED,得到飞剪校正时间CORR-TIME值,将这个值与设定长度飞剪剪切时间相加就得到飞剪的实际起动时间。由图3可见,位置设定值PS-SETP是随着输出位置误差值变化并改变飞剪的起动时间,使吐丝管的出口位置不断地逼近给定位置。图4示出在轧制速度105 m/s下,轧制∅6.5 mm线材时,飞剪校正吐丝机定位控制头部输出位置,给定位置320°(即-40°)。从图4可以看出,吐丝管的输出位置即轧件头部出吐丝管的实际位置满足了工艺的要求。
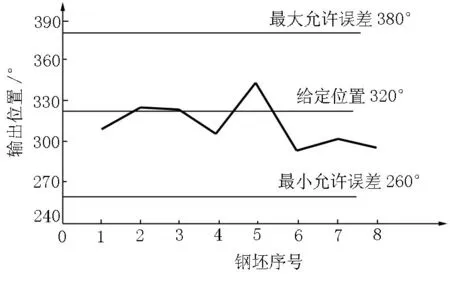
图4 飞剪校正吐丝机头部输出位置图Figure 4 The diagram of spinning machine head output position revised by cropping shears
2.2 由改变吐丝机速度实现吐丝机头部定位控制
实现吐丝机定位的另一种方法是轧件头部经过飞剪前热金属检测器MD1和夹送辊前热金属检测器MD2区间时,通过检测设定点位置与轧件实际头部位置误差,经积分器产生位置给定,在与轧件实际位置相比较产生速度给定值后送直流电机传动柜,调节吐丝机电机速度而使轧件头部按照给定的位置从吐丝机管口出来。当选择改变吐丝机速度进行定位模式时,定位控制在热金属检测器MD1和MD2之间进行。当第1根轧件头部通过MD2后,与飞剪校正的吐丝机定位方式一样,首先执行图3(a)的程序,计算出下一根的位置设定点值PS-SETP。当第2根轧件头部到达MD1检测器时,首先计算机采样吐丝管的实际位置,根据MD1到吐丝管出口的距离计算出轧件将在什么位置从吐丝管口出来的位置值PREDOUTPOS,然后将位置设定点PS-SETP和PREDOUTPOS相比较后,得到初始的位置误差值STARTERR,再与DSDP170的C1通道轧件头部计数器的计数值相加得到初始的位置预置值PREST,将该值送入能够跟踪轧件头部的积分器,作为积分器的初始值,积分器输出端输出位置给定值POSREF,与DSDP170的C1通道的轧件头部位置值相比较得到位置误差值POSDIFF。这个值经计算机运算后,将位置的PCORR送吐丝机传动柜调节吐丝机电机转速,从而达到控制轧件在预定的位置从吐丝管输出。图5示出在轧制速度105 m/s下,轧制∅6.5 mm线材时,改变吐丝机速度进行定位的头部输出位置,位置给定值320°。
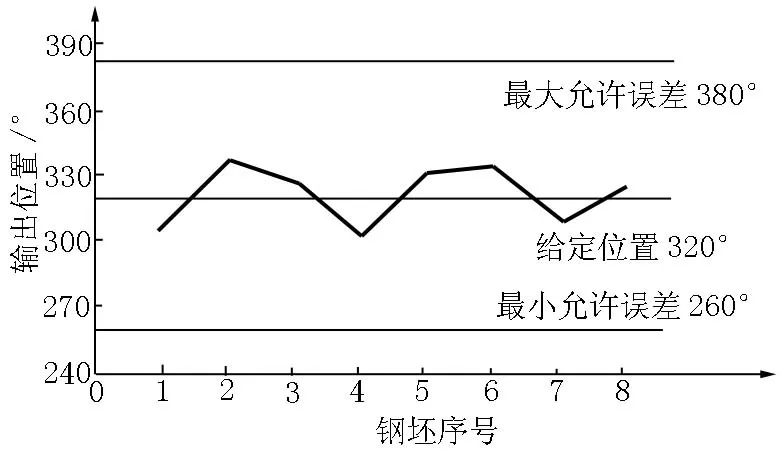
图5 吐丝机速度校正头部输出位置图Figure 5 The diagram of head output position revised by spinning machine speed
3 结束语
我们先后对上述两种吐丝机定位控制系统进行了调试,操作者可自行选择定位控制系统。投入使用后,运行情况良好,定位控制精度满足工艺要求,避免了轧件头部插入第1段斯太尔摩辊道的问题,大大地提高了生产效率。
Positioning Control for Spinning Machine of High Speed Wire Rod Mill
LiXin
This paper introduces the computer control system for spinning machine of high speed wire rod mill in Ba yi Steel. The length of rolled piece end sheared by the cropping shears in front of finishing mill and the speed of spinning machine are changed to realize the positioning of spinning machine head effectively.
high speed wire rod mill; spinning machine; positioning control
TH165+.2
B
2010—05—12
李鑫(1982—),助理工程师,从事电气设备管理工作。
编辑 杜青泉
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
江苏钢铁(2022年7期)2022-06-30
钛工业进展(2022年1期)2022-03-14
昆钢科技(2021年4期)2021-11-06
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
化工管理(2021年10期)2021-04-25
家庭影院技术(2020年11期)2020-12-28
商品与质量(2020年23期)2020-10-09
家庭影院技术(2020年4期)2020-05-21
科技资讯(2019年3期)2019-04-25