钢管加厚机送料装置的改进
2010-11-30 02:04任明杰徐能惠
中国重型装备 2010年2期
任明杰 徐能惠
(金属材料挤压/锻造国家重点实验室,陕西710032)
随着市场对加厚管需求的增加,各钢厂都在努力提高产能,这就对设备的生产效率和产品质量提出了更高的要求。为此,我们在设计上不断改进,力求最大限度地满足生产需要。其中对钢管加厚机送料装置的改进很成功,改进后的钢管送料装置结构更加合理,缩短了生产周期,提高了生产效率。
1 不同类型钢管加厚机的结构特点
钢管加厚机是将钢管端头局部管壁加厚的锻压设备,主要用于生产加厚油管和加厚钻杆,按其机架结构可分为整体框架式加厚机和C形框架式加厚机,见图1。C形框架结构加厚机上的钢管是从压机的C形口侧进侧出,不需要专门的送料装置。但由于C形结构刚性差,机架往往需要做得很笨重,从而导致设备吨位很大,使用不方便。整体框架结构加厚机由于其刚性好,设备重量轻,因而被普遍采用。但其封闭的结构使钢管无法侧进侧出,就设计了一套纵向送料装置,利用它将钢管沿压机模具中心线送进、退出。
加厚机送料装置的运行过程是:当送料装置受料后,其辊道将钢管抬起约50 mm,使其高于模口,然后辊道旋转将钢管沿轴线送入加厚机模腔,送进长度由伺服电机控制。钢管到位后,辊道停止旋转,接着辊道落下。当钢管头部加厚完毕后,送料装置再将钢管抬起,使其脱模,然后送料辊道反转,将钢管从压机模腔退出,退到位后,辊道落下,由步进运输机将钢管送到下一工位。
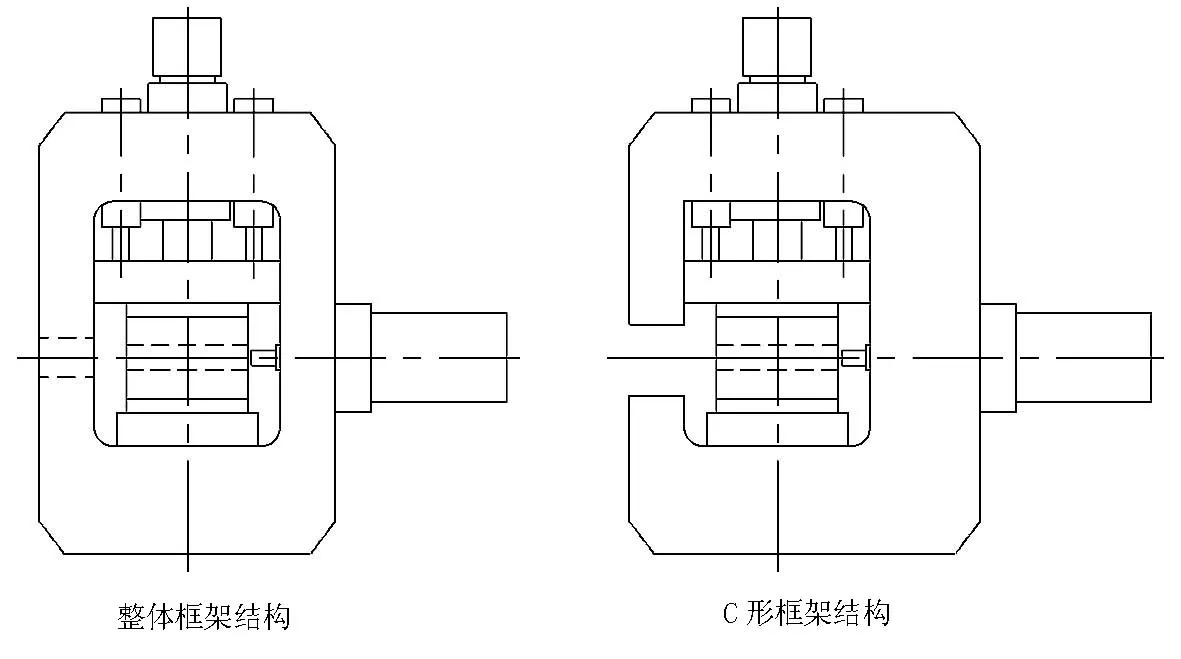
图1 压机的结构Figure 1 Configuration of the presses
2 原送料装置
2. 1 原送料装置的结构
原上料装置由一个动力升降辊道和若干非动力升降辊道组成。非动力升降辊道与动力升降辊道不同的是没有安装伺服电机、减速机和摆动压紧机构。所有非动力辊道的蜗杆通过传动轴和联轴器与动力辊道的蜗杆相连。动力升降辊道结构见图2。
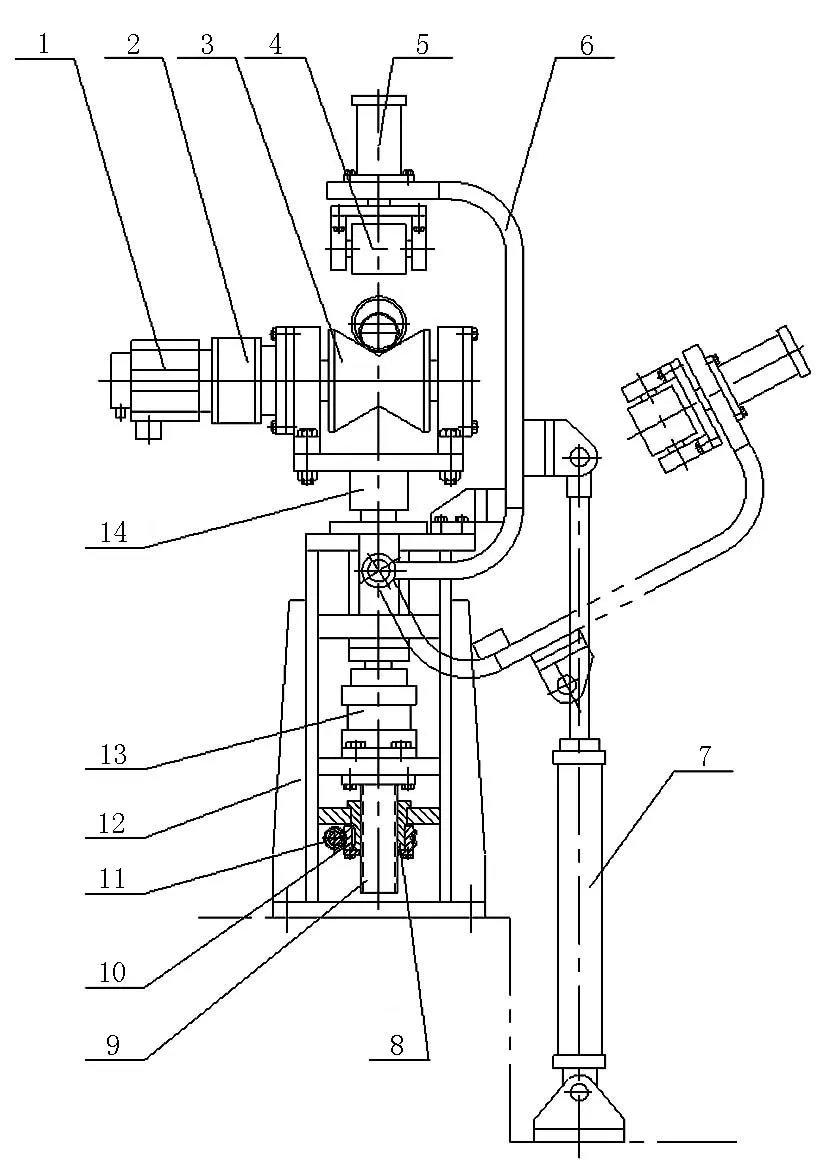
1—伺服电机 2—减速机 3—辊道 4—压轮 5—压紧气缸 6—摆动架 7—摆动油缸 8—螺母 9—丝杠 10—蜗轮 11—蜗杆 12—支架 13—升降油缸 14—升降架
2. 2 原送料装置的动作过程
由于不同直径的钢管在V形辊上的中心高不同,更换钢管规格时,首先要调整蜗轮蜗杆升降机构,使钢管与模具同心。具体操作是人工转动蜗杆,驱动蜗轮旋转,通过螺母和丝杠带动升降油缸、升降支架及辊道上升、下降。
在生产过程中,钢管被送到辊道上后,升降油缸将升降支架和辊道顶起,使钢管高于模口约50 mm。接着,摆动油缸驱动摆动架向上翻起,压紧气缸带动压轮向下压紧钢管。伺服电机带动辊道转动,将钢管送入压机模腔,钢管到位后伺服电机停止转动,压紧气缸抬起压轮,松开钢管,升降油缸落下,钢管水平放置。当钢管加厚完毕后,升降油缸二次升起,压紧气缸驱动压轮重新压紧钢管,使其脱模,然后伺服电机带动辊道反向转动,将钢管退出模腔。退到位后,伺服电机停止转动,压轮抬起,辊道落下,摆动油缸活塞杆回缩,摆动架向下摆动,由步进机将钢管送到下一工位。
2. 3 原送料装置的缺陷
原送料装置的蜗轮蜗杆机构结构较复杂,加工困难,现场安装精度要求较高。由于每套辊道由一个油缸单独驱动,这不仅使设备结构复杂、造价高,还存在辊道升降不同步的问题。升降架只有一个导杆导向,在有倾翻力矩的情况下,升降架容易磨损,使用寿命短。C形结构摆动架刚性差、易变形,从而影响压轮的压力,导致钢管送进和退出时出现打滑现象。由于钢管进退的距离靠伺服电机的脉冲数来控制,打滑会使伺服电机的脉冲数与钢管送进或退出距离产生偏差,使送进和退出位置不精确,影响钢管加厚质量。
3 改进后的拉杆式送料装置
3. 1 拉杆式送料装置的组成
改进后的送料装置组成如图3所示。主要由一个压紧装置、一个动力升降辊道、若干非动力升降辊道以及油缸组成。动力升降辊道由伺服电机、减速机、V形辊、轴承座等组成。非动力升降辊道与动力升降辊道不同的是没有安装伺服电机和减速机。
3. 2 拉杆式送料装置的动作过程
拉杆式送料装置是通过调整油缸尾部的丝杠耳环来调节钢管的初始高度,取代了原送料装置的蜗轮蜗杆调节机构。具体操作是顺时针旋转手柄,转动螺母,通过螺纹传动拉动油缸和拉杆,使曲柄顺时针摆动,将辊道顶起。反之,逆时针方向旋转手柄,辊道落下。相比原先的蜗轮蜗杆调节机构,改进的设备结构简单、造价低、调整方便。
生产过程中,辊道受料后,油缸拉动拉杆,使曲柄顺时针方向摆动,将辊道顶起,使钢管高于模口约50 mm,接着,气缸驱动压轮压下,动力辊道旋转,将钢管送入压机模腔。钢管到位后,压轮抬起,油缸活塞杆伸出,辊道靠自重落下。钢管加厚完毕后,辊道二次升起,压轮压下,使钢管脱模,接着动力辊道反转,将钢管从模腔中退出,退到位后,压轮抬起,辊道落下,由步进机将钢管送到下一工位。

1—压紧支架 2—气缸 3—压轮 4—动力辊道 5—非动力辊道 6—拉杆 7—曲柄 8—油缸 9—丝杠耳环 10—螺母 11—手柄
3. 3 拉杆式送料装置的特点
在新设计中,所有辊道的升降均由一个油缸驱动,结构简单,而且能够保证各个辊道同步升降。升降导杆改为两根,升降平稳,耐磨损,使用寿命长。钢管压紧装置改为固定式,将压紧支架固定在压机口正上方,支架是由钢板焊接而成的三角形加强筋板,具备了足够的刚性。压轮安装在动力辊道上方,气缸驱动压轮直接压紧钢管,足够的压紧力使钢管在送进过程中不会出现打滑现象,保证了钢管的送进精度,而且省去了摆动架摆上摆下两个动作,节省了辅助时间,提高了生产效率。
4 结语
改进后的拉杆式送料装置在生产实践中得到了很好的应用,其动作简单可靠、运行平稳、生产效率高,生产出的钢管质量得到了用户的肯定。
[1] 成大先.机械设计手册.北京:化学工业出版社,2004.
猜你喜欢
设备管理与维修(2022年12期)2022-07-21
石油石化节能(2021年4期)2021-04-28
中国钱币(2020年3期)2021-01-07
装备制造技术(2020年4期)2020-12-25
组合机床与自动化加工技术(2018年3期)2018-04-03
重型机械(2016年1期)2016-03-01
陶瓷学报(2015年4期)2015-12-17
陶瓷学报(2015年4期)2015-12-17
中国高新技术企业(2015年16期)2015-04-30
重型机械(2014年4期)2014-12-03