防止大型焊接件吊运时变形的措施
2010-11-30 02:04黄建明
中国重型装备 2010年2期
黄建明
(中国二重集团公司重机分厂,四川618013)
近年来,集团公司生产制造的大型、重型焊接件越来越多,如电机房、卷取机和各类横移、翻转平台等。这些焊接件具有体积庞大、壁薄、外形不规则、重量大和挠性大等特点。在起重吊运作业时,吊运钢丝绳捆扎夹角大,易造成工件捆勒变形。重型、大型焊接件的翻转作业,瞬间冲击力大,也会造成工件变形。薄壁和边沿有坡口的工件易勒伤,额外增加校正和修复费用,增加生产成本,严重的质量事故还会导致工件报废,影响产品出厂周期和生产计划的正常推进。
1 质量事故发生的原因和采取的措施
分析质量事故案例,发现在吊运作业时,薄壁工件的边沿保护措施不恰当、吊索的选择不合理和作业工艺保守等导致工件质量事故频繁发生。
根据焊接件的特点和作业环境状态,我们对传统吊装工艺作了完善和补充。采用增加吊挂点,使用辅具吊梁,加固支撑,调整吊绳夹角等方式,确保薄壁细长工件不变形。采用双钩接放,工件不离支撑点的方式进行大型、重型工件的翻转,消除工件翻转过程中的冲击载荷。
2 大型、重型工件吊装实例
(1)横移平台的翻转吊装示意图见图1。横移平台是7 000 mm×7 000 mm的大型工件,四周均有5 mm左右钢板凸出,钢丝绳捆勒处加15 mm厚的垫铁,垫铁与工件未充分接触处加衬木条,再用副钩吊挂设计吊点,用双钩空中接翻的作业方法完成工件翻转,消除工件勒伤现象。
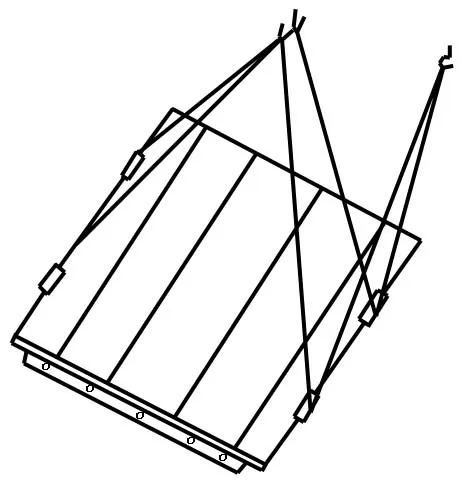
图1 横移平台的翻转吊装示意图Figure 1 The schematic diagram of turnover lifting device for traversing platform
(2)电机房、卷取机等大型焊接件的外形不规则,且体积庞大。在进行此类工件的翻转吊运时,我们编制较长的钢丝绳,选择工件强度高、刚性好的部位系挂。在钢丝绳的捆勒点经过的薄壁或强度低处加焊支撑,并使用双钩多点支撑的作业方式进行吊运作业,这样能很好的保护工件。如图2所示。
(3)在翻转吊运以160 MN水压机翻转臂为代表的特大型焊接件时,我们选用强度足够的废弃工件加焊挡板,制作成吊具用以作业,有效降低了因钢丝绳水平分力对工件的勒压变形。如图3所示。
(4)在吊运5 m轧机侧板等细长壁薄且挠性大的工件时,使用多对吊索,结合手拉葫芦,采用4吊点、6吊点的系挂方式,有效控制工件的变形。如图4所示。
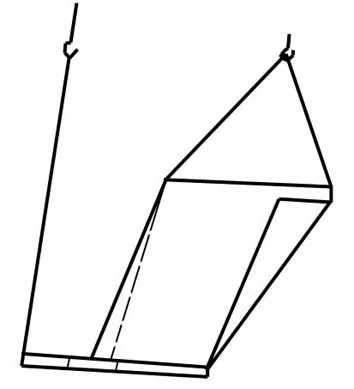
图2 大型不规则焊接件的翻转吊运Figure 2 Turnover conveying for large irregular weld assembly
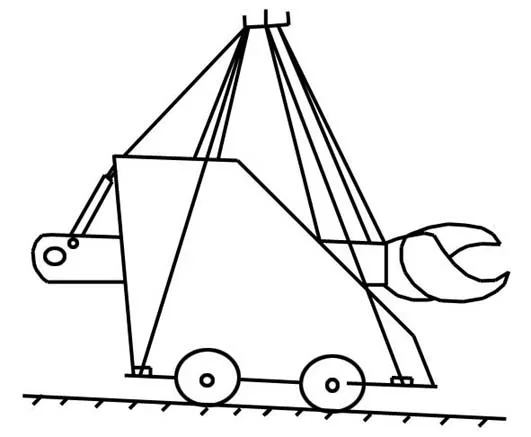
图3 特大型焊接件的翻转吊运Figure 3 Turnover conveying for oversized weld assembly
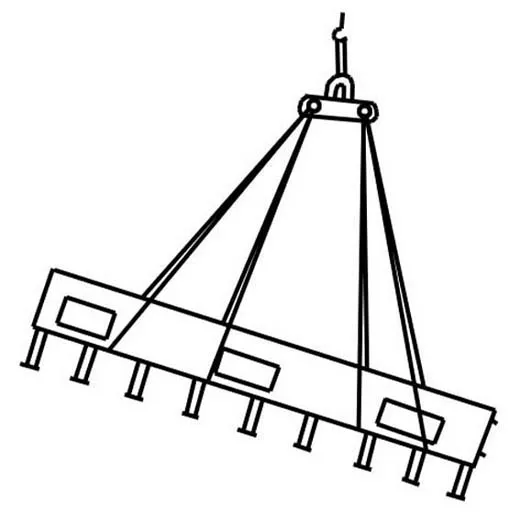
图4 细长薄壁件的起吊Figure 4 Lifting for slender workpiece with thin wall
3 结束语
通过采用新的吊运方法,工件的变形率大幅降低,基本杜绝勒伤等严重质量事故,节约了校正、修复成本。
猜你喜欢
军事文摘(2022年19期)2022-10-18
石油和化工设备(2022年1期)2022-02-22
兵器知识(2018年5期)2018-05-30
中国修船(2017年4期)2017-08-17
价值工程(2017年8期)2017-03-25
中华建设科技(2016年12期)2017-03-01
航空知识(2016年4期)2016-11-19
中国建筑科学(2014年2期)2014-07-19
船海工程(2013年1期)2013-06-12
船海工程(2013年6期)2013-03-11