双列圆柱滚子轴承渗碳钢外圈二次淬火用压模
2011-07-30 04:32王珂陈国志张中文康风波
轴承 2011年5期
王珂,陈国志,张中文,康风波
(洛阳LYC轴承有限公司 热处理厂,河南 洛阳 471039)
渗碳钢制造的大型双列圆柱滚子轴承部分型号(如FC4866220,BFC4260210,FC3854200/HC等)外圈带挡边,且高度偏高(110 mm左右),因此,其在渗碳淬火后二次淬火前存在较大的淬火变形,一旦变形超差将给整形工作带来极大不便;特别是在套圈高度的一半处一旦产生凹心,将造成外径面留量不足,无法满足磨加工的要求,最终成为废品。实际生产中一般用压模对工件进行二次淬火予以解决,因此,淬火模具的设计是否合理与减少变形、保证最终尺寸密切相关。
1 普通大型渗碳钢轴承套圈用压模
一般大型渗碳钢轴承套圈用压模的结构如图1所示。图1a中,上、下模支撑滚道使其达到工作尺寸并控制其变形,模具的支撑面角度与外圈滚道角度一致,模具工作高度同外圈宽度一致。图1b中,活动块的外圆周面为模具的工作面,与内圈内表面接触,对内圈整个宽度进行支撑。

图1 普通渗碳钢轴承套圈淬火用压模
2 双列圆柱滚子轴承渗碳钢外圈压模设计
2.1 压模支撑面的选择
由于双列圆柱滚子轴承外圈带中挡边,无法用上、下模工作面对其滚道进行支撑,只能用上、下模工作面与滚道挡边接触,并对其进行支撑,间接达到控制滚道尺寸和套圈变形的目的。因此,模具支撑面选择为挡边。
2.2 压模结构选择
对于外圈宽度较大的双列圆柱滚子轴承,若采用普通的轴承外圈压模,存在如下问题:(1)若模具工作面高度尺寸与套圈宽度接近,则二次淬火后零件抱紧模具,造成脱模困难,甚至可能会因为脱模操作不当而造成产品的磕碰伤;(2)若模具工作面高度尺寸小,则会使套圈中间部位有相当高度无法被支撑,虽然利于模具和套圈的脱离,但会导致二次淬火套模时套圈收缩,在套圈宽度的中间部位因得不到支撑而产生凹心,影响后序加工。
采用如图2所示结构的模具可避免上述问题。该结构的模具保证了活动块的外圆周面与套圈挡边部位的接触;可将活动块设计得足够高,对套圈的整个宽度进行支撑,因而不会出现凹心问题;套圈二次淬火冷却打掉销子后,锥体可以被其与底板之间的压簧顶起致使活动块缩回,从而方便地取下零件,使脱模变得容易。
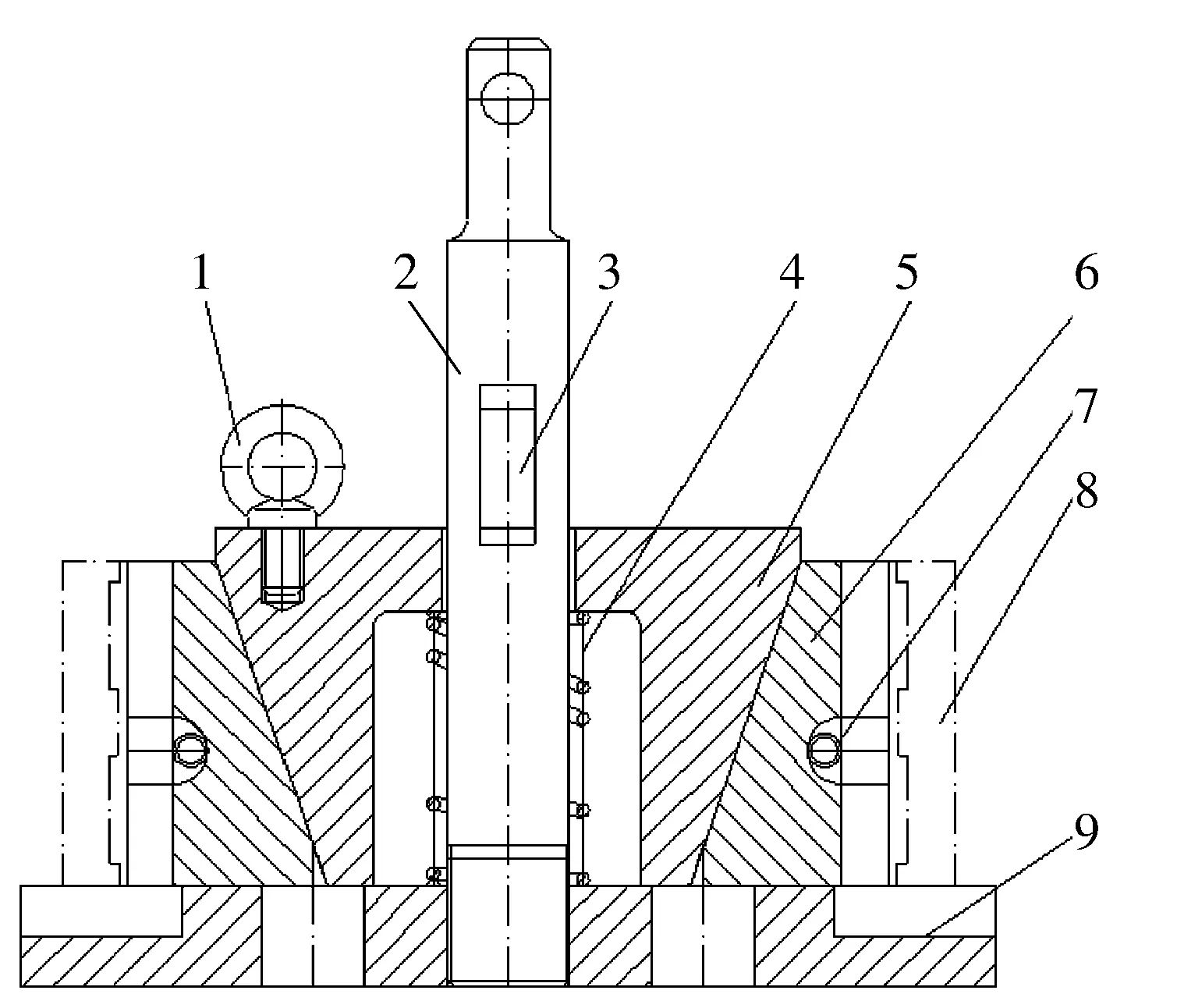
1—吊环螺钉;2—吊杆;3—销子;4—压簧;5—锥体;6—活动块;7—拉簧;8—工件;9—底板图2 双列圆柱滚子轴承外圈压模
2.3 压模工作尺寸的设计
双列圆柱滚子轴承外圈采用模具工作面支撑挡边对滚道进行控制,考虑外圈内、外径留量,采用挡边部位车加工尺寸下限作为模具工作面尺寸。
3 使用效果
为了验证所设计压模的可靠性,对3种型号轴承外圈的二次淬、回火后的脱模、凹心情况、留量及磨加工后质量状况进行了跟踪试验,试验测试结果如表1所示。表1中二次淬火的加热温度为(800±5) ℃,回火温度为(165±5) ℃。结果表明,套圈脱模容易,无磕碰伤和凹心现象,外圈外径尺寸和变形均达到相关技术条件要求,满足后序加工的要求。
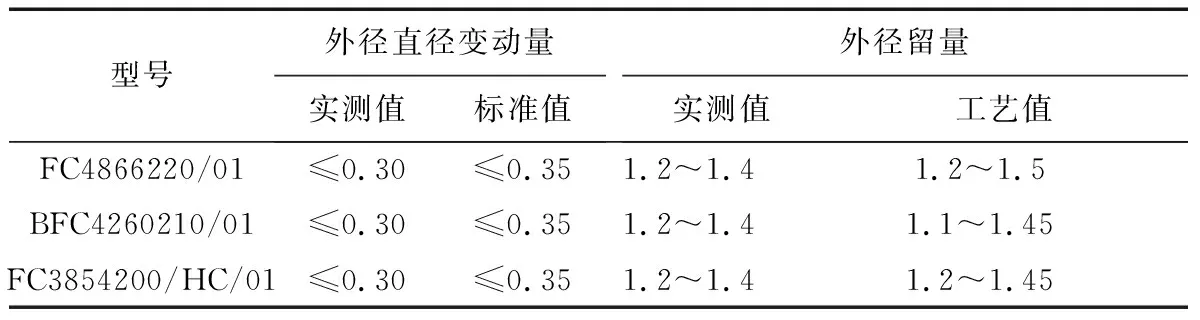
表1 二次淬、回火后外圈的变形及外径留量 mm
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年12期)2020-05-22
科技风(2019年23期)2019-10-21
轴承(2018年10期)2018-07-25
创新作文(小学版)(2018年31期)2018-05-16
小学生作文辅导·读写双赢(2017年4期)2017-09-13
中南大学学报(自然科学版)(2016年2期)2017-01-19