HZC20-3Z机床卡体结构的改进
2011-07-30 04:32王圣红孔祥军
轴承 2011年5期
王圣红,孔祥军
(哈尔滨轴承集团公司 南直分厂,哈尔滨 150036)
1 问题的提出
车加工无内圈圆柱滚子轴承1701031-001和1701025-001外圈的工艺要求为:软磨双端面尺寸公差为±0.015 mm,平行差为0.03 mm;车外滚道工序的挡边尺寸公差为±0.04 mm,滚道直径尺寸公差为±0.03 mm,滚道圆度为0.05 mm,滚道锥度为0.05 mm,棱圆度为0.05 mm,壁厚差为0.04 mm。外径上的台阶细车后,不再进行终磨加工,因此,台阶的位置尺寸直接影响到滚道挡边的位置尺寸。轴承外圈结构如图1所示。
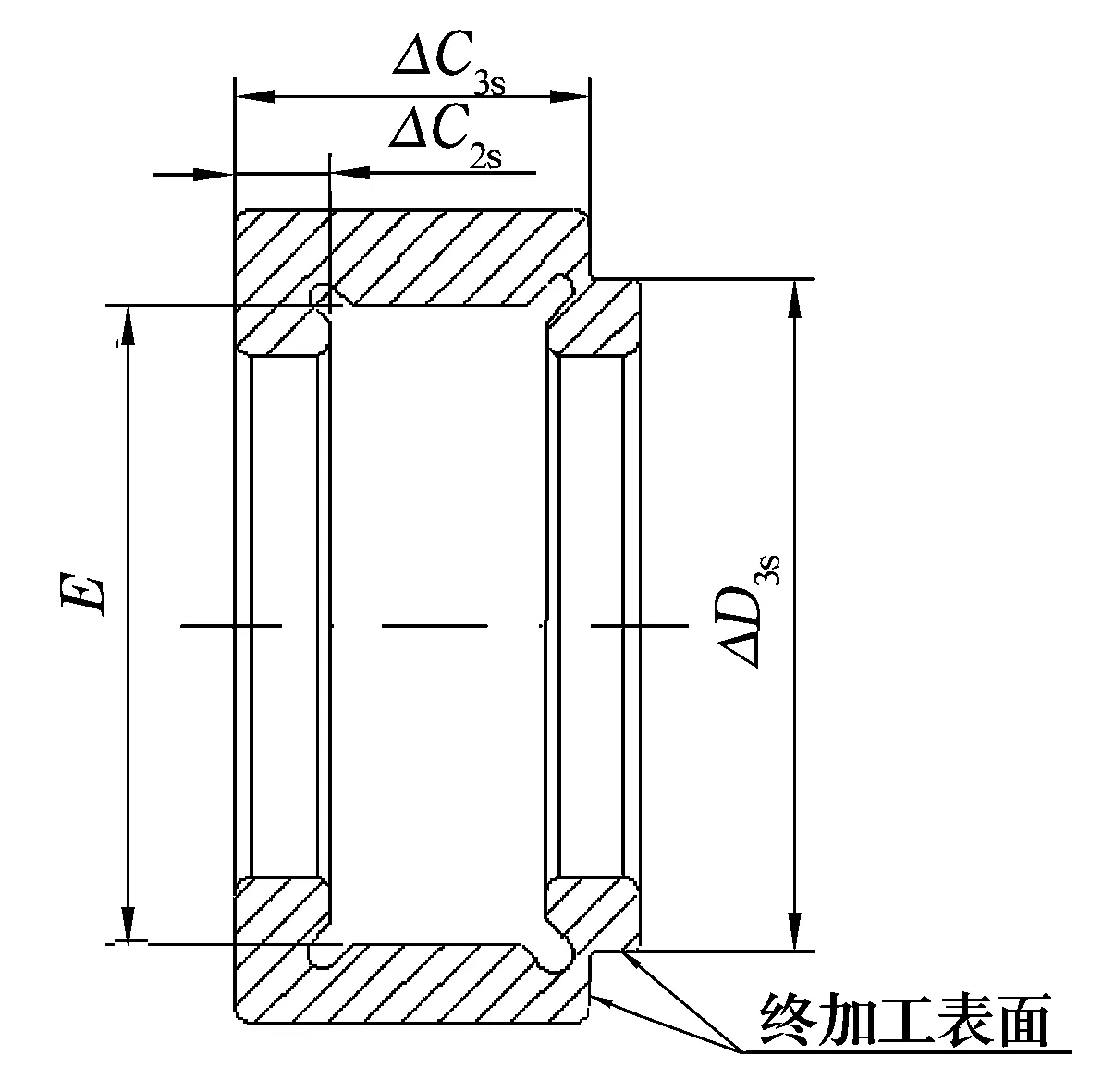
图1 外圈结构简图
此两种型号轴承的外径均小于62 mm,根据现有设备的加工能力,选择HZC9206外沟机床(加工范围Φ27~62 mm)对轴承外滚道进行加工。这两种型号轴承外圈滚道实际的加工深度分别为3.56和4.9 mm,滚道宽度分别为15.1和9.7 mm,由于该机床的刚性不足,所加工工件的尺寸精度、圆度、壁厚差、平行差均达不到工艺要求,尤其在加工表面存在很大的振纹;而且刀具磨损快、寿命短,生产效率低。HZC20-3Z加工范围为Φ62~100 mm,其刚性好,加工精度高,稳定性好,因此,拟采用HZC20-3Z机床对外滚道进行加工。由于该机床的加工范围超出了上述两种轴承外圈的外径尺寸,故更换HZC20-3Z外沟机床的过渡盘及卡体部分,以改变机床的加工范围。
2 过渡盘及卡体的改进
改进前、后HZC20-3Z外沟机床过渡盘和卡体结构如图2和图3所示。对比图2、图3可以看出,原卡体与现卡体的高度相差35 mm,改进后的过渡盘高度增大为73 mm,这样,安装上改进的卡体后即可以安装Φ28~62 mm的弹簧外卡气压卡头。由于过渡盘增高了35 mm,故机床的后拉杆也将加长35 mm,因此,根据所加工工件的外径调整了机床打料杆的位置后,可实现正常工作。
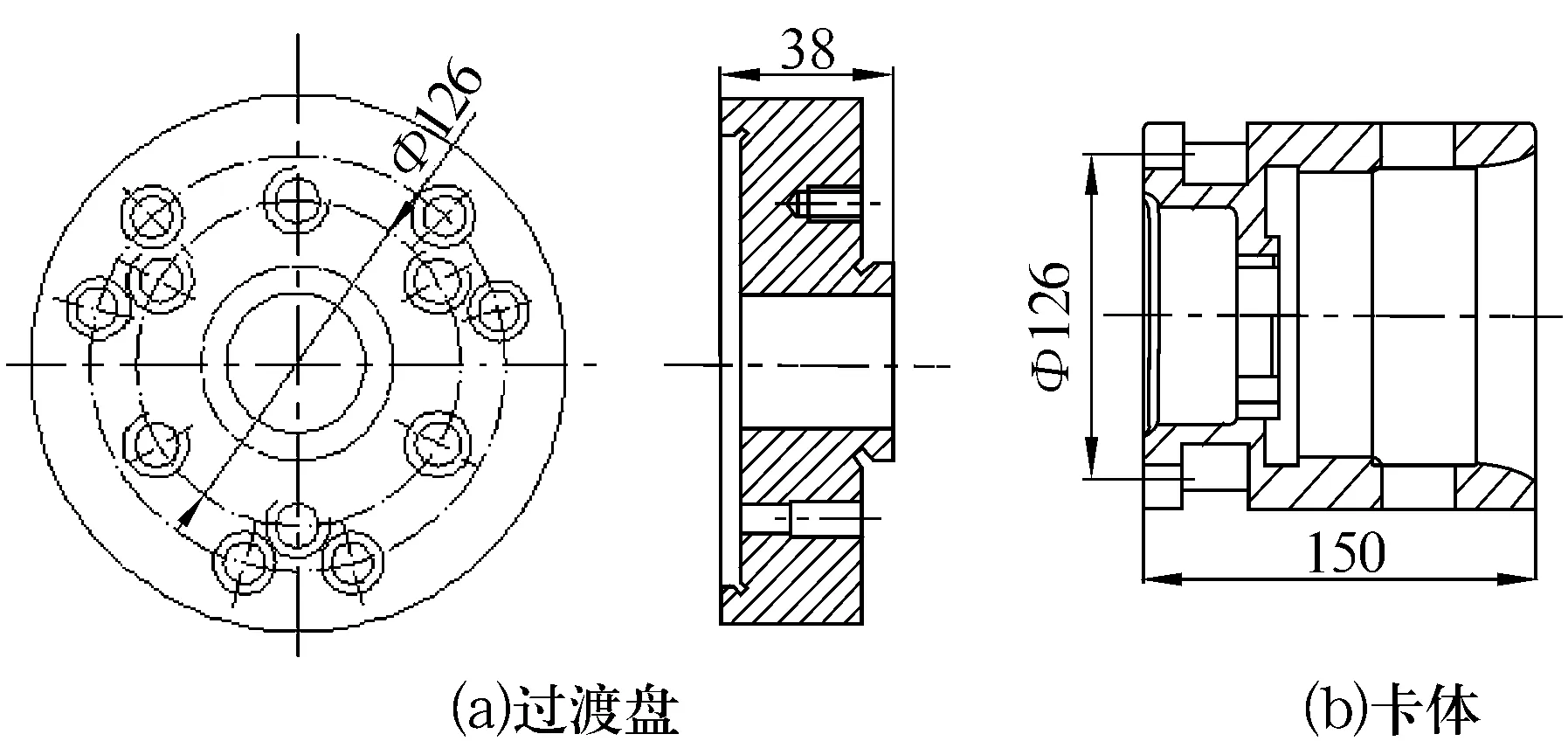
图2 改进前过渡盘和卡体结构
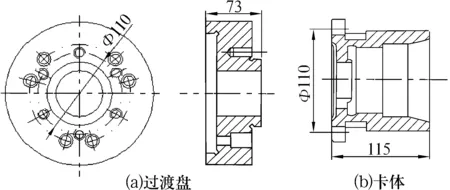
图3 改进后的过渡盘和卡体结构
3 改进效果
表1为分别采用HZC9206和HZC20-3Z机床加工1701030-001和1701025-001外滚道的加工精度对比。从表1中可以看出,HZC20-3Z机床加工的外滚道各项精度均有较大幅度的提高。实际生产证明,在保证产品的加工精度,使所加工的产品符合工艺要求的同时,也降低了刀具磨损率,提高了生产效率。
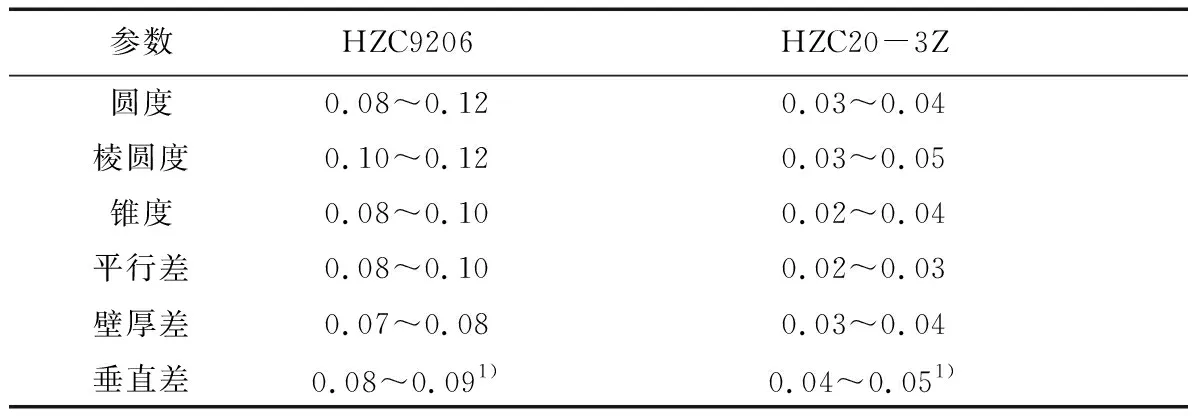
表1 两种机床加工精度对比 mm
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
航空学报(2022年8期)2022-09-07
中国设备工程(2022年12期)2022-07-11
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2020年2期)2020-11-06
制造技术与机床(2019年2期)2019-03-06
橡塑技术与装备(2018年18期)2018-09-22
制造技术与机床(2017年11期)2017-12-18