
高精度FPC插头激光切割技术
2011-07-31 06:14覃贤德刘泽民
印制电路信息 2011年1期
覃贤德 刘泽民
广东正业科技股份有限公司
1 前言
便携式产品需求的增长,推动着电路板从单面不断地发展到双面、多层、挠性以及刚挠结合板,并不断地向高精度、高密度和高可靠性方向发展。
挠性电路板(FPC板)基材为铜,需要在线路覆盖一层覆盖膜,覆盖膜材料一般为聚酰亚胺,热固胶在高温下将覆盖膜与线路板紧密结合,压合在线路板表面起到保护作用。而FPC板生产的后期需要加工外形,在外形处有一排插头用于与其他电子产品进行连接。电路板连接的可靠性对激光切割精度更严更高。
目前批量加工FPC外形的方法是冲切方法,小批量FPC和FPC样品主要运用激光切割加工。迄今为止,国内外已经有多家厂商开发出UV激光切割机用于制作FPC样品,而FPC板插头外形常用的切割方法:光标点识别法和字符识别法,未有文献报道插头边识别法,而这个方法使得FPC板激光切割的操作更方便更简单,切割精度也更高。
本文通过FPC板的生产工艺,为解决由涨缩造成FPC板切割偏差的问题,使用现有激光加工设备,应用CCD识别插头边的方法,补偿涨缩变形大的电路板尺寸,控制外形切割在精度要求之内。
2 FPC板生产工艺与涨缩原理
FPC主要分为单面和双面及多层线路板,双面线路板是从单面板发展起来的产品,单面FPC板的生产流程如下:
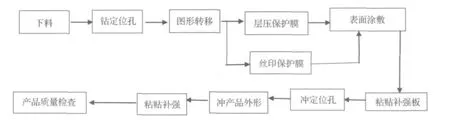
其中图形生成流程:

FPC板的材料主要有:挠性覆铜板、保护膜和聚酰亚胺补强膜。FPC板生产流程的每个工序会影响电路板外形涨缩,其原因是:由挠性覆铜板、聚酰亚胺和聚酰亚胺补强膜等构成的电路板,层压过程需要将材料温度升到170℃以上,冷却后因铜与聚酰亚胺的涨缩系数差异而出现内应力,破坏了材料平衡力,基材出现收缩变形,基材线路图形失真,造成FPC的涨缩不均。FPC的涨缩不均,易造成外形加工精度达不到要求。本文应用外形激光切割技术,测量出电路板不同涨缩率的切割偏差值,绘制出激光切割的涨缩-精度曲线,再通过涨缩-精度曲线,针对涨缩率大的FPC板,应用新CCD基准点识别技术,对FPC板进行畸变校正,达到提高FPC板插头加工精度目的。
3 实验材料与设备
FPC板10张,ASIDA JG13 UV激光切割机,影像投影仪(二次元)。
4 实验方法与数据
首先测量激光设备的切割精度,判断设备是否达到设计的精度要求。然后选取切割几种涨缩率的线路板,测量其切割精度,绘制出涨缩率和切割精度的曲线。
4.1 设备的精度测试
切割加工前先对设备运行状态和切割精度进行测试。
测量方法:测量板到边的距离,再减去对应的理论值即得到偏差值。三次分别在电路板切割,测得的数据如表1。从数据表得出,切割方差值为5 µm,加工精度符合要求,设备处于正常状态。
4.2 不同涨缩样板的切割精度
在电路板生产过程中,因为拼板、电镀、层压和高低温差的原因造成样板的涨缩变形。激光设备本身对FPC板涨缩作适当补偿,但是当FPC板的涨缩变形过大,就无法控制切割外形精度在客户的要求范围内了。为了测量不同涨缩率的FPC板切割精度,分别选取7种涨缩率0.01%、0.02%、0.05%、0.08%、0.1%、0.2%和0.3%的线路板材料,经过定位后,激光切割外形,然后用二次元测量切割尺寸,与图形理论值相比,计算出偏差值,然后统计出平均偏差值和方差。
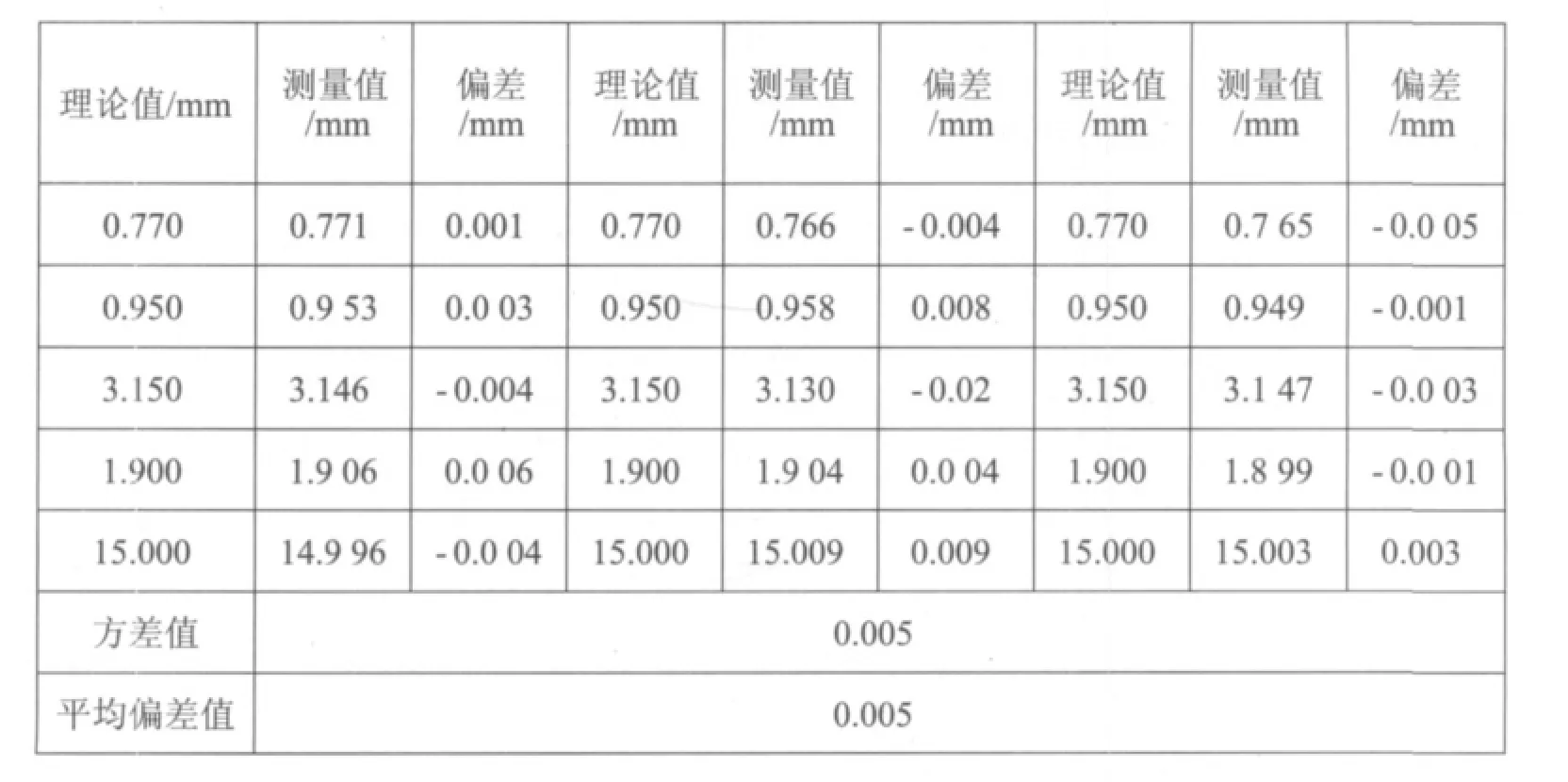
表1 设备切割精度表

图1 FPC涨缩率-切割精度曲线
FPC板涨缩率和切割精度曲线图表明,当涨缩率小于0.08%,切割精度在±0.05 mm范围内波动。随着涨缩率的增大,平均切割偏差值和方差值都增加,当涨缩率大于0.08%时,切割精度达不到±0.05 mm的客户要求。
涨缩率大于0.08%,切割平均偏差值超过0.020 mm且方差值大于0.025 mm。这表明涨缩率超过0.8‰后,FPC板切割精度无法满足外形±0.05 mm的精度要求。
将涨缩率大于0.08%FPC板的切割精度控制在±0.05 mm范围内,成为激光切割加工的一个难题。国内有文献报道,用软件算法理论补偿线路板的变形来提高切割精度,但测算出切割加工精度数据未见有报导。
4.3 涨缩率大于0.08%的FPC板切割技术
据文献报导和线路板厂家品质要求, FPC板插头的关键尺寸是插头尺寸和插头到板边的距离。当定位系统以插头边为基准点进行畸形校正计算,可消减线路板涨缩过大引起插头检验尺寸和边距的偏差(如图2所示),从而保证切割的精度。
实验使用的激光切割机定位系统的分辨率为±3 µm,清晰地判别插头和普通挠性板材之间的界线,为工件的畸形校正补偿提供精确基准点。经过线路板生产现场的验证,新激光切割技术能控制涨缩率大的FPC板外形尺寸精度,图3为符合插头切割偏差±0.05 mm的应用实例。
5 总结
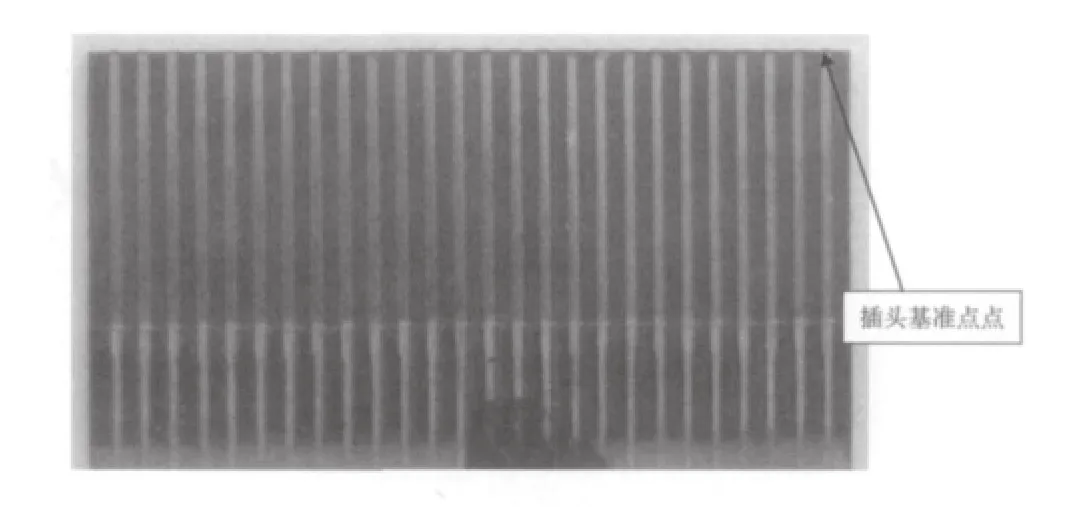
图2 FPC插头切割外形

图3 插头高精度切割效果
本文统计激光切割机切割不同涨缩率线路板的尺寸偏差,分析测量数据,总结出FPC板的涨缩大于0.08%时,不能控制切割精度在尺寸公差±0.05 mm范围。为解决涨缩变形量大线路板的切割精度问题,本文应用新CCD系统识别插头新定位基准点,补偿畸变量,控制成品板的外形精度。
[1]梁志立.中国FPC的现状与未来[J].印制电路信息,2005,4:11-15.
[2]宗哲坚.柔性电路的应用和制造[J].电子工艺技术,1986,11.
[3]吴志辉.双面柔性线路板的生产工艺[J].丝网印刷,1998,3:19.
[4]熊祥玉.印制电路板外形加工工艺新议[J].电子工艺技术,1999,2:61-64.
[5]吕洪杰.UV激光切割挠性电路覆盖膜的应用研究[J].印制电路信息,2010,11.
[6]江正全.板材补偿系数浅谈[J].印制电路与贴装, 2001,6:P41-44.
[7]张华.一种挠性线路板的制作方法,专利公开号:101155476,2008-04-02.
[8]郑雪梅.激光切割中FPCB定位和畸变较正方法[J].机床和液压,2008,7:46-51.
[9]宋刘洋.挠性电路板紫外激光切割技术研究与突破[J].印制电路信息,2010,1.
[10]华工激光.华工激光-紫外激光晶圆切割机, 2008.
猜你喜欢
现代电子技术(2022年6期)2022-03-25
中国品牌(2021年7期)2021-08-09
小天使·三年级语数英综合(2019年5期)2019-06-27
智慧少年(2018年10期)2018-12-24
汽车维修技师(2017年11期)2017-04-09
CHIP新电脑(2016年10期)2016-10-21
网络与信息(2009年3期)2009-05-21
航空知识(2001年10期)2001-10-28
航空知识(2001年7期)2001-08-06
