
高速柴油机凹弧凸轮轴磨削技术研究及应用
2011-08-03 11:55王连宏李爱平
铁道机车车辆 2011年1期
景 红,王连宏,刘 敏,李爱平,吴 鑫
(山西柴油机工业有限责任公司,山西大同037036)
目前的军用坦克装甲车辆柴油机燃油喷射系统使用的凸轮轴,其凸轮普遍是按照渐开线设计的,凸轮两侧相同,结构简单,利用普通的凸轮磨床并配置标准凸轮片可满足加工要求,或利用单砂轮的数控凸轮磨床即可制造。多年来的科研和批量生产,其制造工艺技术已经成熟,并在工程应用方面取得的效果显著。随着科学技术的发展,高速大功率柴油机不断出现,燃油喷射系统的结构也在不断变化,尤其是某型号凸轮轴凹腹凸轮的设计,给加工带来困难。该凸轮形状是由一个凸弧和一个凹弧组成的,设计精度高于普通凸轮1~2个等级,原有靠模设备无法满足凸弧和凹弧的同时加工,制约了该型号柴油机研制任务的顺利完成。
1 凹弧凸轮磨削工艺分析
1.1 磨削工艺方案分析
凹弧凸轮受凹腹圆弧的曲率半径尺寸的限制,在普通凸轮轴磨床上难以实现凸轮的凹弧加工,设计示意图如图1。从零件图分析,凸轮形状是由一个凸弧和一个凹弧组成的,由凸轮升程可知凸弧与凹弧尺寸精度相关联,必须一次装夹完成凸弧与凹弧的加工,显而易见采用一个砂轮的设备无法满足加工要求。
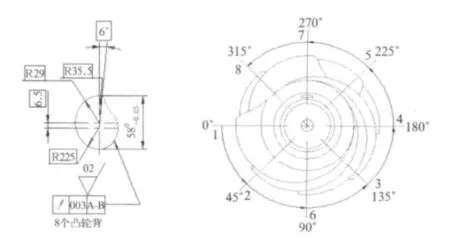
图1 凹弧凸轮轴设计示意图
由于凸轮的特殊结构,设备需在机械结构上应有两套磨削系统,大砂轮磨削系统用来磨削凸轮的外形,小砂轮磨削系统专门磨削凸轮的凹弧曲面。小砂轮必须安装在一个特定装置上,并应由计算机控制小砂轮由停泊位置到加工位置的转换和小砂轮的数控进给,以实现凹弧凸轮的磨削精度。凹弧凸轮加工分析示意图如图2。
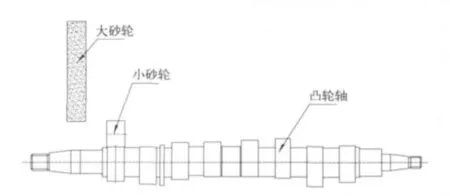
图2 凹弧凸轮磨削方案示意图
1.2 砂轮选择工艺分析
根据磨削经验所得,普通磨料砂轮直径每变化1 mm就会使凸轮轮廓产生0.007mm的变化,无法保证产品设计的凸轮轮廓精度,且砂轮耐用度和使用寿命低,需要通过频繁修整或更换,从而使修整工具损耗加快,辅助时间和劳动强度增加,既影响了生产效率,又加大了生产成本。另外砂轮用量大,其质量波动也影响了磨削工艺的稳定性,又因产生大量磨削残物,增加了磨削液的过滤清理量,对环境造成一定的污染,阻碍了绿色制造的推动与发展。从凸轮设计结构与精度分析,凹弧曲面比较小,采用的小砂轮直径相对较小,造成小砂轮在磨削过程中的磨损比较大,因此砂轮选择应考虑采用CBN砂轮。CBN砂轮与刚玉砂轮相比,磨削比可提高100~150倍,金属比切除率可提高50~100倍。采用陶瓷结合剂CBN砂轮对凸轮轴进行精磨加工,可获得表面粗糙度Ra≤0.4μm的表面质量与良好的表面完整性。
2 凹弧凸轮磨削工艺的研究过程
凹弧凸轮的制造技术在德国、美国等工业发达国家基本是利用五轴数控磨削机床,可加工直径φ20mm的凹弧凸轮轴,尺寸精度达IT5~IT6级。而我国船舶制造企业虽然引进了双砂轮凸轮轴磨床,但只能加工直径为φ360mm的凹弧凸轮轴,加工小凹弧凸轮轴的工艺技术能力有限。经过分析认为优选购置双砂轮数控凸轮磨床与磨削技术应用研究是唯一技术途径。
2.1 设备的分析和优选
根据凹弧凸轮轴设计要求和生产纲领,选择设备时应重点考虑工艺可能性、加工精度和表面质量、生产率及可靠性。
(1)工艺可能性
工艺可能性是指加工设备在不同生产要求下实现加工工艺过程的能力。工艺可能性主要包括:设备可完成的工序种类、切削参数、加工零件的对象、加工尺寸范围、加工精度指标等。从凹弧凸轮轴零件图分析,加工设备应具备一次装夹能完成轴颈磨削、凸轮磨削以及凹弧磨削的功能,并采用数控系统控制大小砂轮位置和进给,以保证磨削的尺寸精度要求;燃油喷射系统的凸轮轴总长为730mm,设备应优选大于装夹1 000mm的功能,以保证设备具有加工对象的扩展性,适应加工对象的多变性,提升设备利用率。考虑柴油机配气机构的凸轮轴为1 400mm,同时作为长远规划,在性价比较好的情况下,优选为1 500mm范围的数控凸轮磨床,以适应未来新品柴油机凸轮轴的研发能力。
(2)加工精度和表面质量
加工精度是指加工设备所能达到的尺寸精度、形状精度和位置精度,它受制于设备本身的几何精度、运动精度、刚度、抗振性、热稳定性、精度保持性和误差补偿策略等。设备加工精度过高或过低都是不可取的,根据凹弧凸轮轴设计指标要求,我们应优选设备的经济加工精度。
表面质量主要指凸轮轴表面几何学特征及表面层物理品质。其中的表面粗糙度等指标除与设备本身的抗振性有关外,还与零件材料、工艺切削用量、磨具、使用的切削液等有关。为此在选择设备时我们不仅考虑设备本身因素,重点还要考虑设备外因素。根据零件材料特性和精度指标分析,如使用普通磨料的砂轮,考虑其砂轮外径变化对凸轮轮廓产生的影响,不易保证凹弧凸轮的精度;如使用陶瓷CBN砂轮磨削,因其具有高的硬度与强度,适应于不同材质工件的磨削,且凸轮表面不易产生烧伤、裂纹等缺陷,磨削质量和生产效率度能得到兼顾。为此设备的大、小砂轮优选为CBN砂轮最为适宜。考虑在磨削过程中,90%以上的能量转化为热能,这些热必须被冷却液最大限度地吸收,否则工件就被烧伤。根据冷却液性能对CBN砂轮磨削比的影响,为了能极大地减少砂轮在磨削过程中的机械磨损、化学侵蚀和热损伤等程度,可有效提高磨削质量,获得较低的表面粗糙度,就需要连续而充分的冷却。这种磨削要求磨削液应具备冷却和清洗性能,保持砂轮锋锐,磨削液的摩擦系数不能过低,否则会造成磨削效率低,表面烧伤等不良效果,可以采用以无机盐为主的化学合成液作磨削液。精磨时可加入少量的聚已二醇作润滑剂,可以提高工件表面加工质量。对于加工精度高的零件,可采用润滑性能好的低黏度油基磨削液。另外,设备采用了自动变速的磨削功能,解决了磨削轨迹误差问题;同时采用了自动化程度高的磨削系统,避免了人为因素的干扰,保证了加工精度和表面质量稳定性。
(3)生产率
生产率通常是通过加工设备单位时间内所能加工的零件数量,或所能切除的材料去除量来衡量的。生产率主要取决于设备调整时间、零件在设备上的安装和拆卸时间、设备主轴的高转速、快速行程速度等。为此,凸轮轴装夹采用了顶尖式快速定位方案,并优选了120°的自动定心快速液压支撑,加工完后自动拆卸定心装置和支撑装置,节约了大量的辅助时间;优选了寿命为3万h的电主轴,主轴转速分别为5 968r/min和19 099 r/min的功能,为实现高效磨削提供了条件;采用了15 000mm/min的高速空行程功能,提升了非切削状态下的进给速度。优选了具有80~125m/s速度的CBN砂轮,可实现工件由毛坯粗、精磨一次完成,加工效率高,是普通砂轮的3倍以上。
(4)可靠性
可靠性是指在规定的时间和条件下,加工设备保持其应有工作性能的能力。它主要与设备中关键零部件的精度保持性、耐磨性、精度稳定性和抗干扰性有关,为此对设备的一些关键件应优选为佳。我们在选择设备时,针对主轴轴承、装夹顶尖、液压支撑、小砂轮移动装置、冷却系统及砂轮修整器等进行了优选,并提出附加要求,规定了这些零部件的质量和材质要求;为了保证凸轮轴在磨削过程中装夹安全与可靠及防止弯曲变形等,在凸轮轴中部设计了液压支撑,当然设备可靠性还与设备合理的使用有很大关系。在磨削过程中,因其设备的刚性差,工件的几何精度和表面质量就会变差,其中波纹是常见的表面质量缺陷,其主要原因就是设备的振动产生的,而引起设备的振动原因主要是机床刚性低、抗振性差、工艺参数设计不合理造成磨削力过大等。为此根据有关资料及使用验证表明,选择机床的刚度应不小于100N/0.001mm的数量等级。
2.2 凸轮加工工艺方案的设计
根据凸轮设计基准与工艺基准重合的原则,首先采用卧式加工中心精铣出大锥体键槽;然后以大锥体键槽和两端中心孔定位、中间采取支撑的方案,依次利用靠模凸轮轴车床车削出凸轮外形、靠模型面磨床粗磨凸轮、数控凸轮磨床半精磨凸轮,考虑热处理变形给精加工留有0.4mm的余量;通过淬火保证凸轮硬度为60~65HRC,并采取多次校正与回火的工艺方法减少凸轮轴的弯曲变形;最后采用优选的数控凸轮轴磨床完成凸轮的精密磨削(图3)。
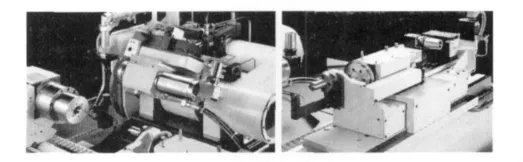
图3 数控凸轮轴磨床加工系统装置
采用数控凸轮轴磨床精密磨削凹弧凸轮的过程为:工作台面(Z轴)快速移至砂轮磨削位置→工件(C轴)旋转→砂轮架(X轴)快速趋近工件同时对应头架(C轴)作仿形运动→大砂轮架(X轴)粗磨、半精磨、精磨进给→大砂轮架(X轴)退出→工件(C轴)停转→工作台面(Z轴)移至下一个凸轮磨削位置→工件头架(C轴)转动一个角度(第1个凸轮与第2个凸轮夹角值)→工件头架(C轴)快速回转→大砂轮架(X轴)快速趋近工件并作对应工件头架(C轴)的仿形运动→大砂轮架(X轴)粗磨、半精磨、精磨进给→大砂轮架(X轴)退出→工件头架(C轴)停转→工作台面移至下一个凸轮→重复上述动作循环直至磨完最后一个凸轮的磨削→当磨削凸轮数量到某一设定值时,则会接到修整砂轮指令,执行修整砂轮程序→修整后,砂轮架(X轴)退出→工作台面(Z轴)快速移至砂轮磨削位置→工件(C轴)旋转→小砂轮架向下翻转,(X轴)快速趋近工件同时对应头架(C轴)作仿形运动→小砂轮架(X轴)半精磨、精磨、光磨进给→小砂轮架(X轴)退出→工件(C轴)停转 工作台(Z轴)移至下一个凸轮磨削位置→工件头架(C轴)转动一个角度(第1个凸轮与第2个凸轮夹角值)→工件头架(C轴)快速回转→小砂轮架(X轴)快速趋近工件并作对应工件头架(C轴)的仿形运动→小砂轮架(X轴)半精磨、精磨及光磨进给→小砂轮架(X轴)退出→工件头架停转→工作台面移至下一个凸轮→重复上述动作循环直至磨完最后一个凸轮→当磨削凸轮数量到某一设定值时,则会接到修整砂轮指令,执行修整砂轮程序→砂轮架(X轴)退出→工作台移至起始位置(原点)。
2.3 磨削参数的优化与应用
凸轮轴磨削最重要的是凸轮升程误差控制和表面质量,并且在满足表面质量和尺寸精度的前提下尽可能高的加工效率以及少的砂轮修整量。凸轮轴磨削工艺参数的选择是凸轮轴加工工艺中的一个重要方面,选择恰当与否,将直接影响到凸轮加工质量、生产效率和加工成本等。由于影响磨削工艺参数的因素较多,各影响因素之间又相互交叉、相互制约,因而最佳磨削工艺参数的确定较为困难。通过加工试验与批生产验证,形成了优化的凹弧凸轮数控磨削参数。精密磨削参数具体如表1、表2。
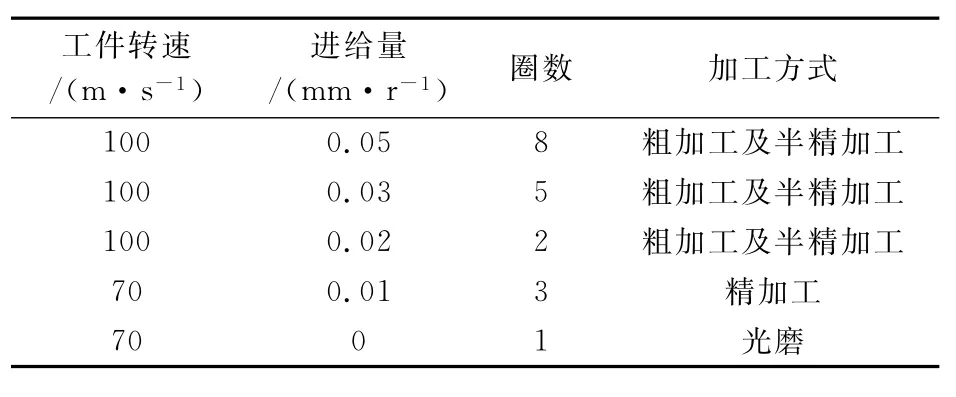
表1 大砂轮磨削参数表
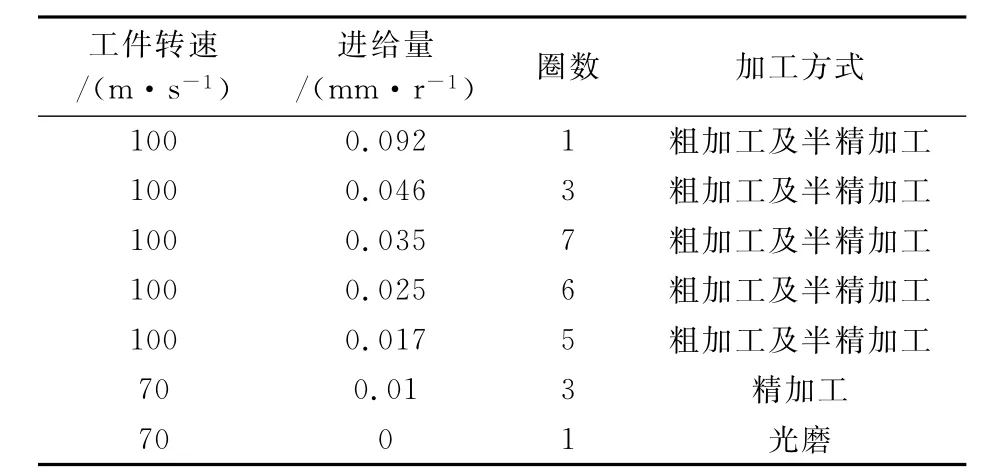
表2 小砂轮磨削参数表
2.4 数控加工程序的设计与优化
凹弧凸轮的数控磨削比较复杂,设计数控程序时首先要确定基圆半径和滚轮直径的大小,以及是否用平侧头。同时确定凸轮型线的0°起始点,然后按1°的间隔值输入升程值,以确定凸轮的中心线。
输入升程值后,要观察所显示的凸轮升程曲线、速度曲线和加速度曲线是否有突升和突降点,如果有突升和突降点则说明升程值在某点处有误差,磨削后易造成凸轮表面曲线不光滑,需要针对升程值进行极微量的调整。磨削凹弧凸轮时砂轮对于凹弧部位的升程值比较敏感,其中砂轮速度、主轴的稳定性、进给速度及进给量等参数都对磨削凹弧有微小的变化,易产生较大的升程误差,特别是型线速度的设置还需经过多次工艺试验后,在一定的最低转速、X轴与C轴的加速度等均应在加工过程中做相应的增减变化及优化。优化后的数控磨削程序与验证轨迹如图4、表3、表4所示。
图4 优化的数控磨削程序与验证轨迹示意图界面

表3 大砂轮磨削数控程序
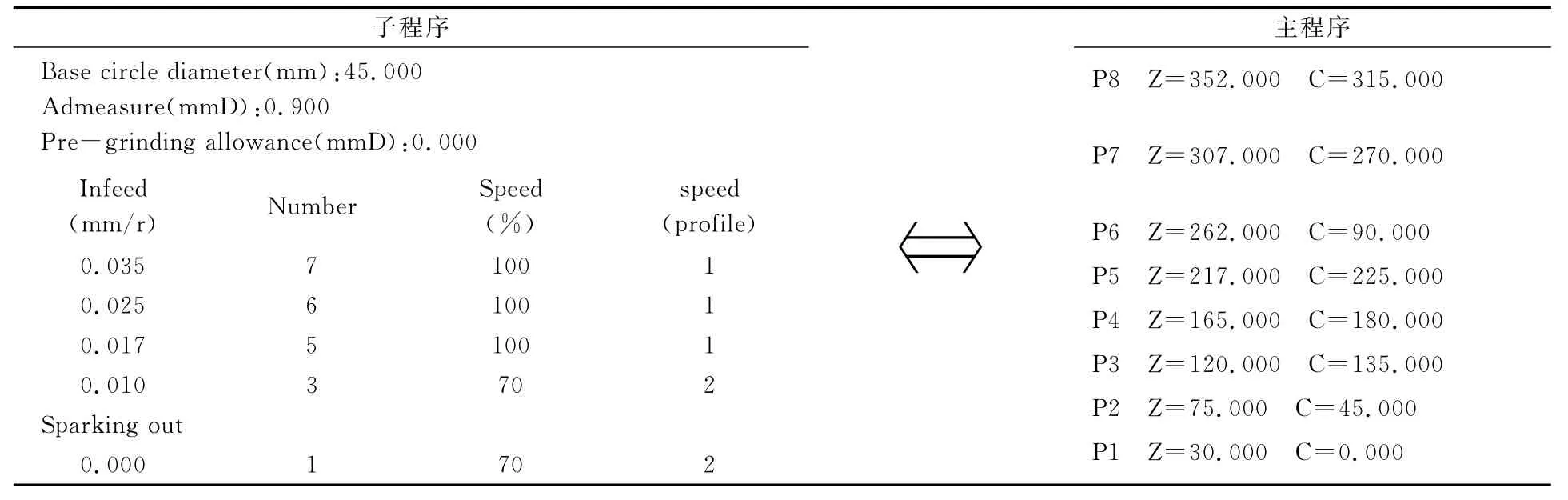
表4 小砂轮磨削数控程序
3 结束语
通过凹弧凸轮轴加工技术分析与研究,形成了标准的制造工艺规范、磨削NC程序,在批量生产中得到了应用,尤其是在引进吸收产品研制中取得效果显著。随着高功率、高密度柴油机的研发,凹弧凸轮轴制造技术不仅可为同类零件加工提供技术指导,而且技术应用前景广泛。
[1]胡建忠.凸轮轴磨削数控技术的研究[D].大连:大连理工大学,2005.
[2]黄荣芳.凸轮轴凸轮型面加工探讨[J].广西机械,1995,(01):33-35.
[3]郭三学,巩青歌,刘明琴.砂轮磨损对凸轮升程误差的影响[J].机械科学与技术,1997,(05):140-143.
[4]朱 峰,崔恒泰,陈日曜,黄奇葵.CBN砂轮磨削表面粗糙度试验研究[J].航空工艺技术,1994,(06):13-14,21.
[5]顾远焰.凸轮轴桃形磨削加工的技术、经济性分析及技改方案研究[D].重庆:重庆大学,2004.
[6]李 勇.影响数控凸轮轴磨削加工精度若干因素的研究[D].武汉:华中科技大学,2004.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
汽车维修技师(2018年6期)2018-11-06
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
中国机械工程(2015年13期)2015-12-16
天津科技大学学报(2015年6期)2015-04-16
