聚乙烯燃气管道连接方式的探讨
2012-02-10 03:12广州燃气集团有限公司周杰
上海煤气 2012年5期
广州燃气集团有限公司 周杰
0 前言
近年来,聚乙烯燃气管道在材质上的柔韧轻便、耐腐蚀以及连接简单快捷等特性使其在我国燃气管道建设中得以广泛使用。聚乙烯燃气管道目前的连接方式有热熔连接、电熔连接、法兰连接、钢塑转换接头连接共4种连接方式。为规范聚乙烯燃气管道的连接质量,《聚乙烯燃气管道工程技术规程》(CJJ 63—2008)对聚乙烯管道系统连接明确规定:聚乙烯管材、管件的连接应采用热熔对接连接或电熔连接(电熔承连接、电熔鞍型连接);聚乙烯管道与金属管道或金属附件连接,应采用法兰连接或钢塑转换接头连接。因此,聚乙烯管道的主要连接方式为热熔连接和电熔连接两种,本文主要对上述两种方式进行分析探讨。
1 熔接连接工艺原理介绍
聚乙烯管材的熔点一般介于190~240 ℃之间,此时若将管材(管件)的熔化端充分接触,并保持一定的压力,待冷却后便可牢固融为一体。由于是聚乙烯材料之间的本体熔接,因此接头处的强度与管材本身强度相同或略高。
1.1 热熔连接
热熔连接的基本原理是指通过加热热熔板,当温度达到聚乙烯管材的熔点后,将需连接的管材一端接触热熔板后熔化,随即将需连接管材的熔化处紧密接触,使管材紧密连接,见图1。
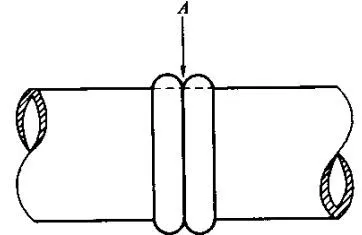
图1 热熔连接管道示意
1.2 电熔连接
电熔连接的基本原理是将需连接的管材一端套在电熔件里,通过加热电熔件,使温度达到聚乙烯管材的熔点后使管材熔化,由于聚乙烯受热后自身产生热膨胀,使管材紧密连接,见图2。
图2 电熔连接管道示意
2 两种连接方式的对比
无论是热熔连接和电熔连接,其原理都是通过加热的方式使聚乙烯管材连接部分的材质熔化后紧密融合在一起,但两者在操作规定和质量控制上不尽相同。
2.1 连接方式的操作规定
热熔连接和电熔连接在操作规定的共同要求包括:
(1)管道热熔或电熔连接的环境温度宜在-5~45 ℃范围内,在温度低于-5 ℃或风力大于5级的条件下进行热熔和电熔连接操作时,应采取保温、防风措施,并应调整连接工艺;在炎热夏天进行热熔和电熔连接操作时,应采取遮阳措施。
(2)管材、管件存放处与施工现场温差较大时,连接应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。
(3)管道连接时,聚乙烯管材切割,应采用专用割刀或切管工具,切割端面应平整、光滑、无毛刺,端面应垂直于管轴线;钢骨架聚乙烯复合管切割应采用专用切管工具,切割后,端面应平整、垂直于管轴线,并应采用聚乙烯材料封焊端面,严禁使用端面未封焊的管材。
(4)管道连接时,每次收工,管口应采取临时封堵措施。
热熔连接的操作规定包括:
(1)根据管材或管件的规格,选用相应的夹具,将连接件的连接端应伸出夹具,自由长度不应小于公称直径的 10%,移动夹具使待连接件端面接触,并校直对应的待连接件,使其在同一轴线上。错边不应大于壁厚的10%。
(2)应将聚乙烯管材或管件的连接部位擦拭干净,并铣削待连接件端面,使其与轴线垂直。切屑平均厚度不宜超过0.2 mm,切削后的熔接面应防止污染。
(3)连接件的端面应使用热熔对接连接设备加热。
(4)吸热时间达到工艺要求后,应迅速撤出加热板,检查待连接件的加热面熔化的均匀性,不得有损伤。在规定的时间内用均匀外力使连接面完全接触,并翻边形成均匀一致的双凸缘。
(5)在保压冷却期间不得移动连接件或在连接件上施加任何外力。
电熔连接的操作规定包括:
(1)管材、管件连接部位擦拭干净。
(2)测量管件承口长度,并在管材入端或口管件入端标出入长度和刮除入长度加 10 mm的入段表皮,刮削氧化皮厚度宜为0.1~0.2 mm。
(3)钢骨架聚乙烯复合管道和公称外径小于90 mm的聚乙烯管道,以及管材不圆度影响安装时,应采用整圆工具对入端进行整圆。
(4)将管材或管件入端入电熔承管件承口内,至入长度标记位置,并检查配合尺寸。
(5)通电前,应校直两对应的待连接件,使其在同一轴线上,并用专用夹具固定管材、管件。
2.2 连接方式的质量控制
热熔连接和电熔连接在质量控制的共同要求包括:
(1)管道连接结束后,应按规定进行接头质量检查。不合格者必须返工,返工后重新进行接头质量检查。
(2)准确输入焊接参数,当焊机没有温度自动补偿时要合理调整加热时间。
(3)焊接设备要经常检查维护,保证正常的工作状态。
(4)用于连接的管材、管件的温度应接近。
(5)管道的切割应采用专用割刀或切管工具,切割端面应平整、光滑、无毛刺,端面应垂直于管道轴面。
(6)管材、管件的位置要固定,焊接过程中不能出现位移,冷却过程中不得移动连接件或在连接件上施加任何外力。
(7)焊接时要保持电压稳定,电源和焊机不能太远,电缆线不能过细。
热熔连接的质量控制规定包括:
(1)连接完成后,应对接头进行100%的翻边对称性、接头对正性检验和不少于10%翻边切除检验。
(2)翻边对称性检验,接头应具有沿管材整个圆周平滑对称的翻边,翻边最低处的深度不应低于管材表面。
(3)接头对正性检验,焊缝两侧紧邻翻边的外圆周的任何一处错边量不应超过管材壁厚的10%。
(4)翻边切除检验,使用专用工具,在不损伤管材和接头的情况下,切除外部的焊接翻边。
(5)当抽样检验的焊缝全部合格时,则此次抽样所代表的该批焊缝应认为全部合格;若出现与上述条款要求不符合的情况,则判定本焊口不合格,并加倍抽样检验。
电熔连接的质量控制规定包括:
(1)电熔管件端口处的管材或插口管件周边均应有明显刮皮痕迹和明显的入长度标记。
(2)聚乙烯管道系统,接缝处不应有熔融料溢出;钢骨架聚乙烯复合管系统,采用钢骨架电熔管件连接时,接缝处可允许局部有少量溢料。
(3)电熔管件内电阻丝不应挤出(特殊结构设计的电熔管件除外)。
(4)电熔管件上观察孔中应能看到有少量熔融料溢出,但溢料不得呈流淌状。
(5)凡出现与上述要求条款不符合的情况,应判为不合格。
2.3 连接方式对管道流通能力的影响
热熔连接由于在管道连接端的内外侧受热后均有翻边,翻边后的管道流通口径有所减小,因此对管道的流通能力有一定的影响。如果以接口端翻边造成的流通口径缩小后的实际流通截面积与全通径流通截面积之比(以下简称流通比)来计算热熔连接对管道流通能力的影响,则几种常用规格的聚乙烯管道热熔连接的流通比见表1:
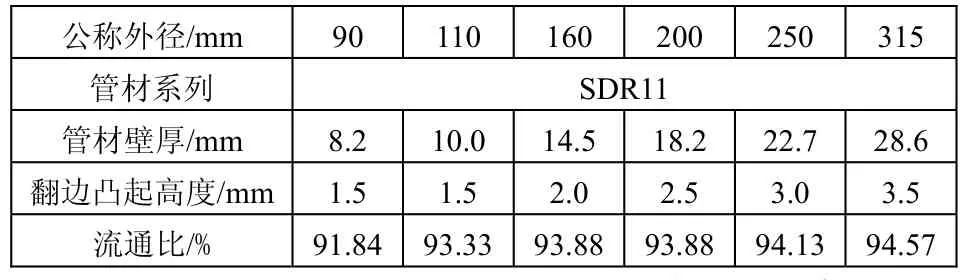
表1 几种常用规格聚乙烯管材热熔连接的流通比
由表1可知,对SDR11系列的管材,采用热熔连接产生的翻边对流通能力的影响较大,管径越小,影响越大。相对于热熔连接,电熔连接由于是管道外壁受热产生熔化,管道内径没有变化,因此对管道流通能力基本上没有影响。
2.4 国家规范对于连接方式的规定
针对热熔连接和电熔连接的特点,《聚乙烯燃气管道工程技术规程》(CJJ 63—2008)中第5.1.3条明确规定:
(1)聚乙烯管材、管件的连接应采用热熔对接连接或电熔连接。
(2)不同级别、熔体质量流动速率差值不小于0.5 g/10min(190 ℃,5 kg)的聚乙烯原料制造的管材、管件和管道附件,以及焊接端部标准尺寸比(SDR)不同的聚乙烯燃气管道连接时,必须采用电熔连接。
(3)公称直径小于90 mm的聚乙烯管道宜采用电熔连接。
除第(2)、(3)条中有明确规定外,其他情况下的聚乙烯管材、管件可以采用热熔连接。
3 两种连接方式在实际施工中的使用
根据两种连接方式的工艺原理、操作规定和质量控制手段,在实际施工中,一般可以针对以下情况采用相应的连接方式。
3.1 相同材质的管材、管件连接
一般情况下,对于相同材质、相同 SDR值的聚乙烯管材、管件,《城镇燃气输配工程施工及验收规范》(CJJ 33—2005)中第7.2.1条明确规定:直径在90 mm以上(含90 mm)的聚乙烯管材、管件连接可采用热熔对接连接或电熔连接;直径小于90 mm的管材及管件宜使用电熔连接。
3.2 不同材质的管材、管件的连接
对于材质有差别的聚乙烯管材、管件,《城镇燃气输配工程施工及验收规范》(CJJ 33—2005)第7.2.2条明确约定:对不同级别,不同熔体流动速率的聚乙烯原料制造的管材或管件,不同标准尺寸比(SDR值)的聚乙烯燃气管道连接时,必须采用电熔连接。但是,当两者材质相差较大时,因为熔体流动速率差别明显,即使采用电熔连接,也可能发生一种材质过度熔化成流体状而另一种材质尚未完全熔化,导致连接失败。因此,对于这种情况,在采用电熔连接时必须进行试验,判定试验连接质量合格后方可正式实施。
规范同时规定:对于聚乙烯材质的管材、管件与其他材质的管道、阀门、管路附件等连接,应采用法兰或钢塑过渡接头连接。
3.3 SDR值不同的管材、管件的连接
按照《城镇燃气输配工程施工及验收规范》(CJJ 33—2005)第7.2.2条的规定,对于SDR值不同的管材和管件的连接应采用电熔连接,但在实际施工中,由于使用 SDR值不同的管材或管件连接时导致不同轴的情况较为普通,因此一般在遇到这类情况时,可使用两端 SDR不同的管材或管件与各自SDR值对应相同的连接段对接,此时可采用热熔连接,以消除无法同轴的问题。
4 结语
聚乙烯燃气管道的连接质量主要取决于实际中的连接方式的选择和连接过程中的操作步骤以及质量控制,而全自动焊机的使用有效减少了人为因素对管道连接质量的影响。
为充分保证城市燃气管道工程的施工质量,必须充分掌握聚乙烯管道连接的理论知识和技术要求,按照国家相关规范的规定,灵活采用适合的管道连接方式,严格执行操作步骤,加强质量控制和检验,确保聚乙烯管道的连接质量。
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20
建材发展导向(2021年12期)2021-07-22
石油沥青(2021年2期)2021-07-21
煤气与热力(2021年4期)2021-06-09
煤气与热力(2021年3期)2021-06-09
陶瓷学报(2020年2期)2020-10-27
石油沥青(2018年4期)2018-08-31
自动化学报(2018年7期)2018-08-20
橡塑技术与装备(2018年14期)2018-07-20
制造技术与机床(2017年10期)2017-11-28