
蒸馏+SBR工艺处理制药废水可行性试验研究
2012-04-14 01:10顾峰华
科技视界 2012年12期
顾峰华
(启东东岳药业有限公司安环部 江苏 南通 226200)
医药中间体合成过程中排放的废水成分复杂,可生化性能差,属于高盐度、高浓度、难生物降解的化学制药废水,若是直接进入生化处理系统,会给生化处理带来很大的难度。
蒸馏法已是比较成熟的处理含盐废水的处理方法;间歇式活性污泥反应器(SBR)由于工艺流程简单、处理效果稳定、占地面积小、节省费用、耐冲积负荷强深受污水处理单位的欢迎。本试验采用“蒸馏+SBR”工艺对制药过程中排放的废水进行废水处理试验,验证“蒸馏+SBR”联合处理工艺对制药过程中排放的高盐度、高浓度废水处理达标的可行性。
1 试验部分
1.1 试验用水
试验采用公司小试产品试过程中排放的制药废水作为试验用水,废水水质见表1。

表1 废水水质
1.2 试验材料及装置
1)蒸馏试验装置:采用常压蒸馏装置,见图1。
2)SBR可生化处理试验。采用SBR生化试验装置,见图2。反应器为容积1000mL的烧杯1个;曝气装置采用养金鱼用的水族池气泵(广东日生集团生产)1台;曝气头采用养金鱼用的气石沙头代替,共2个;曝气装置和曝气头用软管连接。

图1 常压蒸馏装置示意

图2 SBR生化试验装置示意图
1.3 测定方法
pH值:采用上海三信仪表厂SX711型便携式pH计测定;COD:采用重铬酸钾法测定;盐度:电导率法测定。
1.4 试验方法
1)蒸馏实验:将 W2:二次氧化水相、W3:SKAD 合成水相、W4:碱水水洗二氯甲烷水相、W5:小苏打洗涤水相、W6:还原水相、W7:环合水相、W9:游离母液蒸发残夜、W10:精制离心母液,共8股高盐度废水分别进入蒸馏装置中进行蒸馏。分别测定馏出液的pH值、COD值以及盐度。
2)SBR可生化性试验:按照W1-W10每股废水的天排水量,以此为比例,将W1和W8废水和其他8股经过蒸馏脱盐的废水进行混合后配制成混合废水进入SBR试验装置进行可生化性试验。反应温度在28℃-33℃,烧杯内直接放入活性污泥,接种污泥取自公司废水处理站沉淀池内的排泥,污泥量为试验停止曝气后其沉降高度约为液面的0.35~0.4。加入配制好的混合废水进行曝气,曝气完成停止曝气,静止分层,用倾泻法倒出其中上层50%的清水。再加入配制好的混合废水完成上述步骤作为一个循环。
2 结果分析
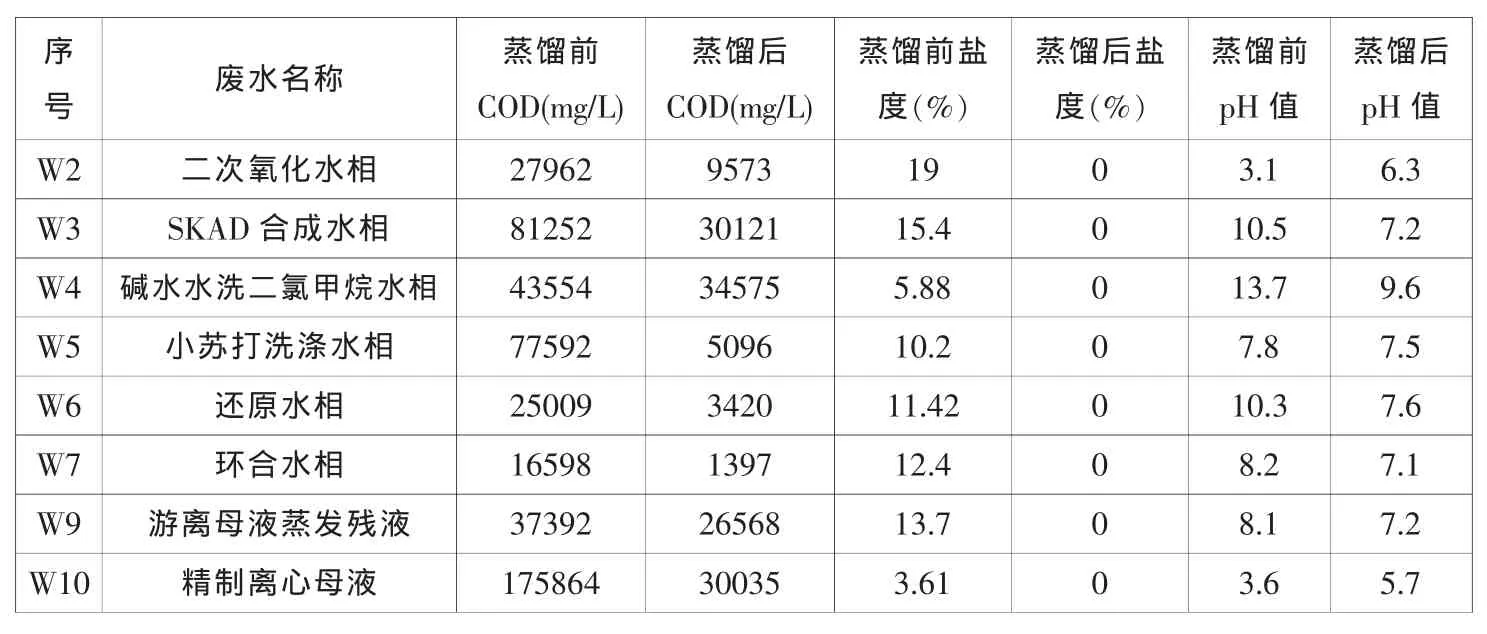
表2 蒸馏试验结果
2.1 蒸馏试验结果与分析
W2:二次氧化水相、W3:SKAD 合成水相、W4:碱水水洗二氯甲烷水相、W5:小苏打洗涤水相、W6:还原水相、W7:环合水相、W9:游离母液蒸发残夜、W10:精制离心母液,分别进入蒸馏装置中进行蒸馏脱盐,处理效果见表2。废水经过蒸馏,体积减少为原来的85%,全部馏出液按比例和W1和W8废水进行混合后进入SBR可生化性试验装置继续处理。
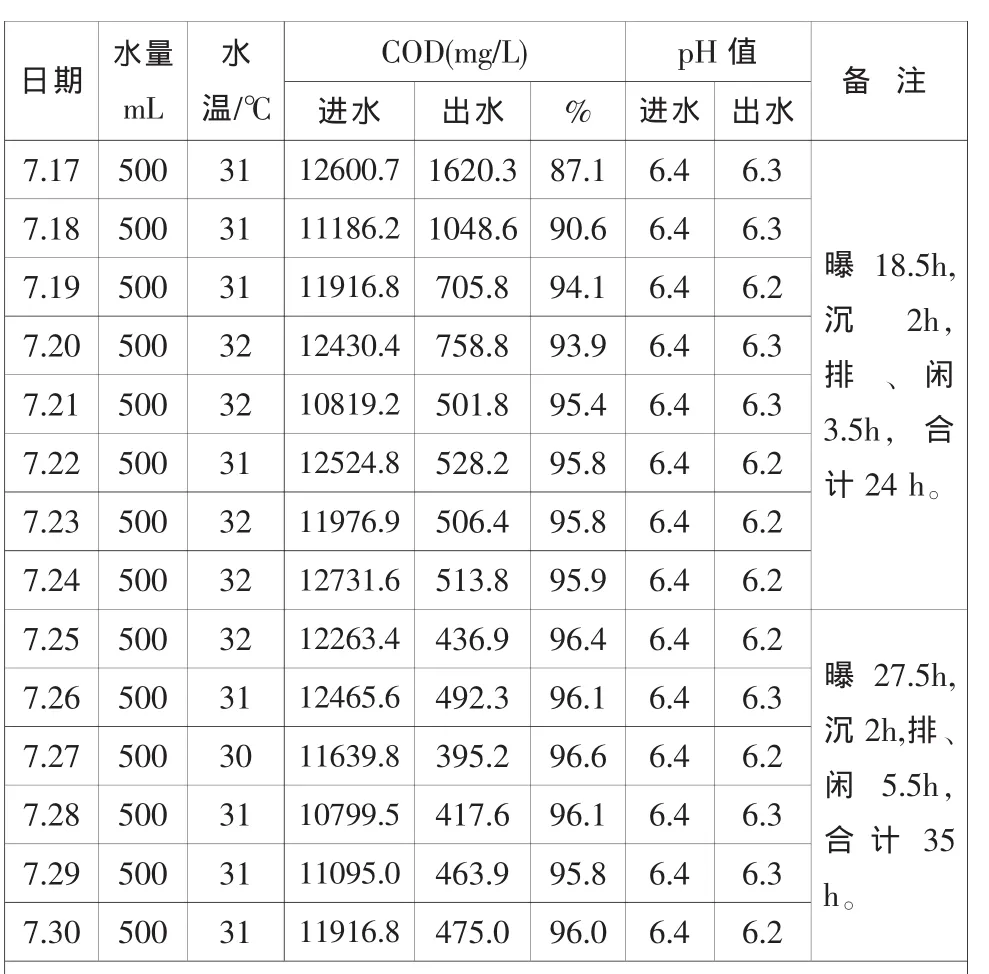
表3 SBR可生化处理试验结果
由表2可见,馏出液中COD浓度变化较大,主要是由于废水中的盐份被去除从而降低了较大一部分的COD浓度,同时废水的pH值变化较大,馏出液的pH均向中性靠近。这有利于废水的生化处理。
2.2 预处理后废水SBR可生化处理试验可行性试验结果与分析
将全部馏出液按比例和W1和W8废水进行混合后进入SBR试验装置进行可生化性试验,处理效果见表3。
从表3可以看出含盐制药废水经过蒸发处理后和不含盐制药废水混合后进入SBR试验装置,经过曝气27.5h,沉淀2h、排水、闲置 5.5h,合计 35h后,进水COD10000mg/L左右,出水COD降低至450mg/L左右,COD去除率达96.0%。说明含盐制药废水经过蒸发预处理后,可生化性显著提高,为后续的生化处理创造了有利条件。
3 结论
采用“蒸馏+SBR”联合处理工艺对制药过程中排放的高盐度、高浓度废水处理达标是可行的。
[1]冯晓西,乌锡康.精细化工废水治理技术[M].北京:化学工业出版社,2000:121-127.
[2]胡晓东.制药废水处理技术及工程实例[M].北京:化学工业出版社,2000:67-72.
[3]李再兴,李萍,苗志加,杨景亮,严伟.高盐度化学制药废水预处理试验研究[J].河北科技大学学报.
[4]国家环境保护总局《水和废水监测分析方法》编委会.水和废水监测分析方法[M].4版.北京:中国环境科学出版社,2002.
猜你喜欢
石油地质与工程(2019年3期)2019-09-10
中国特种设备安全(2019年2期)2019-04-22
中国钼业(2019年2期)2019-01-19
中国自行车(2018年11期)2018-12-03
中国自行车(2018年9期)2018-10-13
水利技术监督(2016年6期)2017-01-15
云南电力技术(2015年2期)2015-08-23
纯碱工业(2014年2期)2014-12-03
湿法冶金(2014年3期)2014-04-08
中国氯碱(2014年11期)2014-02-28
