轧辊承包在轧辊管理中的创新应用
2012-07-06 08:11曹鹏
科技传播 2012年9期
曹 鹏
日照钢铁有限公司,山东日照 276806
0 引言
轧钢厂是钢铁联合企业中的生产最终成品的重要环节,轧制过程是靠轧辊与轧件之间形成的摩擦力将轧件拖进辊缝之间,并使之受到压力产生塑性变形的过程[1]。而轧辊又是使轧材产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件[2]。轧辊是轧钢厂消耗成本最高的工艺件,所以辊耗成本的高低是直接体现轧钢厂轧辊管理水平的最重要指标之一。自2011年1月1日起日照钢铁有限公司1580带钢厂(以下简称:日钢1580)让国内某大型轧辊厂对其生产用的轧辊实行吨产品承包,即:未来的若干年内日钢1580使用的所有轧辊全部由该轧辊厂按日钢1580需求提供,而该轧辊厂每个月则根据日钢1580各规格对应合格钢板的产量进行结算回款。日钢1580生产的产品根据其厚度分为若干档,每档合格产品对应的轧辊吨价按照厚度由薄至厚逐渐降低。由于轧辊厂的吨产品承包,日钢1580轧辊以后将不再设立新辊库,现有新辊库的剩余库存新轧辊全部由该轧辊厂按照合同约定的价格回购。现在第一年承包已经结束,日钢1580的辊耗成本较2010年降低31%,这在轧辊管理上是个创新,取得了良好的效果。
1 轧辊吨产品承包前后主要数据对比
1)日钢1580合格总产量2011年与2010年对比表图

年份 2010年 2011年产量(万吨) 303.0 290.6
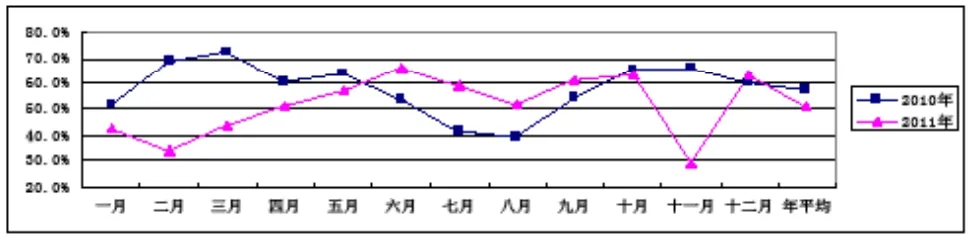
2)日钢1580厚度3.0mm及其以下规格产量所占总产量比例2011年与2010年的对比表图

3)日钢1580辊耗成本2011年与2010年的对比表图

辊耗(元/吨钢)一月 二月 三月 四月 五月 六月 七月 八月 九月 十月 十一月十二月年平均

2010年 17.6117.5717.6218.1916.1615.6414.9513.7815.0615.39 16.66 15.85 16.152011年 12.177.7510.7611.0911.5212.0011.7711.2211.9011.92 9.23 11.78 11.07

通过以上几个表图的数据比较可以得出:
1)2011年产量较2010年降低4.1%,这会使依据时间周期换辊的轧辊辊耗略有增加;
2)2011年厚度3.0mm及其以下规格所占比例较2010年降低11.3%,这会使依据公里数长度周期换辊的轧辊辊耗略有降低;
3)实际2011年的吨钢辊耗比2010年下降幅度却达到31%;
4)日钢1580辊耗成本的大幅降低充分说明轧辊实行吨产品承包以后使日钢1580的轧辊管理和使用水平得到了进一步提高。
2 轧辊吨产品承包对轧辊管理的影响
2.1 减少了对流动资金的占用也使轧辊价格更低
轧辊新辊库的合理库存(按照全部购买国产轧辊算)最低保障量核算出的金额也有3000万元,实行吨产品承包后,新辊的量以后将完全由轧辊厂来负责保障,这一块最少减少了3000万元流动资金的占用量,同时也降低了整个日钢1580新备件库对资金的占用量。另外,轧辊厂为了能承包到生产线的全部轧辊,形成对这条轧线轧辊的垄断,在招标过程中必然以一个自己能承受的最低价格竞标,先保住了市场,然后再用自己的技术和服务降辊耗创利润。
2.2 减少了轧辊事故
2011年日钢1580≤3.0mm厚度规格占比为51%,在日钢1580与轧辊厂双方的共同努力下,轧辊使用总体较好,未发生过较大的恶性轧辊事故,这也是继日钢1580投产以来唯一没有发生较大恶性轧辊事故的一年。
2.3 提高了轧辊供应的及时性、灵活性
几年来每次提报轧辊需求计划时基本都是按年提报,预算误差较大,而到货计划更是受制于报废辊的出厂时间。长期以来日钢1580新轧辊和报废轧辊的进出由不同部门和不同经销商负责,现场新辊、报废辊、过程辊(介于新辊和报废辊之间的)又全部存放在一个车间,很容易形成堵塞。2011年轧辊厂在向日钢1580发送各类新轧辊的同时按照合同价回购报废辊,也结束了2011年之前的几年总是在卸下新辊后空车返厂浪费运力资源的情况。由于轧辊厂在日钢1580设立专门的办公点,对生产情况和轧辊使用情况可以在第一时间获得,这样就可以将轧辊的生产计划和发货计划根据日钢1580生产情况及时灵活调整,以满足日钢1580生产的随时需求;同时新轧辊可以在做成成品后先存放于轧辊厂,待需要时再发货,这样也为日钢1580现场轧辊定置摆放创造了有利条件。
2.4 大幅提高了轧辊检测保障及缺陷修复能力
轧辊厂承包以来,2011年大部分时间都能保证有1~2名专业技术人员在现场,对轧辊的使用、加工进行全程跟踪;2011年该轧辊厂技术中心专门成立一个部门,专门为实行轧辊吨产品承包的轧钢厂服务(目前只有日钢1580一个轧钢厂)。按照探伤制度对所有的待检辊进行超声波无损探伤检测;对于发现的缺陷,双方本着损失轧辊工作层最少的原则进行处理,有缺陷的支承辊得到有条件的使用,在降低辊耗成本上取得了良好的效果。轧辊厂该部门多人在日钢1580轮岗服务,积累经验,为下一步拓展市场对其它轧钢厂的轧辊实行吨产品承包做准备。
2.5 双方共同管理轧辊
轧辊厂也对轧辊加工使用过程进行跟踪,控制轧辊的额外磨削量,有时为了磨削量的问题双方也会存在一些分歧。随着对日钢1580了解的深入,轧辊厂也在其生产制造方面的进行研究改进,专门生产更适合日钢1580工况下的轧辊,双方的配合逐渐默契。
3 轧辊吨产品承包的改进和完善
3.1 继续提高轧辊日常综合管理水平
1)由于轧辊制造周期较长,所以日钢1580与轧辊厂下一步将根据生产计划情况,对日钢1580现场和轧辊厂新轧辊的库存量进行优化,使之能够达到一个合理的数量和配比;
2)继续减少过程辊数量。由于前期一些原因,过程辊数量偏大。下一步日钢1580与轧辊厂双方将共同努力、通过技术手段,将现场长期不用的过程辊重新启用,使过程辊的数量控制在合理的范围内;
3)双方通过一段时间的相互协作、共同努力继续降低日钢1580的实际辊耗成本,特别是针对支承辊断辊、大剥落等恶性轧辊事故的预防和避免方面制定和完善现有的制度。减少轧辊的异常消耗量仍是现阶段降低辊耗的最有效途径之一;
4)由于轧辊厂制造工艺的改进,日钢1580换辊制度的暂时调整及生产品种的变化等原因,双方计算出的实际辊耗和依据产量算出的吨产品承包辊耗难免出现偏差,双方还应再通过一段时间的跟踪修正,使实际辊耗与吨产品承包辊耗之间的偏差更小,减小目前临时出现的盈亏,最终使双方的合作达到长期共赢。
3.2 提高轧辊的流通节奏
日钢1580与轧辊厂下一步应通过共同努力,加强与其它相关部门沟通协调,缩短废辊处理节奏;双方对新辊入厂和废辊出厂真正实现月度常态化,使得本月的报废辊下个月月初就能拉走,以保证新辊的及时到货,促进轧辊的高效快速流通。
4 结论
通过对轧辊承包第一年的分析,轧辊实行吨产品承包后,轧辊厂和日钢1580都通过一系列措施控制日钢1580的辊耗成本,按照290.6万吨年产量计算,2011年较2010年辊耗成本降低1476万元,轧辊吨产品承包在日照1580热连轧线轧辊管理中的创新应用取得了初步成功。轧辊吨产品承包形象的比喻就像牙膏厂不再按牙膏支数销售,而是按照消费者使用牙膏的次数收费,牙膏制造厂必将与消费者一样去考虑怎样可以让一管牙膏使用的次数更多,这种状况下扩大牙膏口直径的事绝不会发生。目前包括日钢2150在内的其它国内轧钢厂和轧辊厂也开始研究学习该轧辊厂和日钢1580的轧辊管理新模式,如果得到全面推广,将使全行业的辊耗成本得到降低,最终降低钢材的制造成本。
[1]金属塑性加工学.轧制理论与工艺[M].东北工学院.冶金工业出版社,1988,5.
[2]轧钢新技术3000问.板带暨轧辊分册[M].北京:中国科学技术出版社,2005,9.
猜你喜欢
中老年保健(2022年4期)2022-11-25
昆钢科技(2021年1期)2021-04-13
冶金设备(2020年2期)2020-12-28
电子测试(2018年10期)2018-06-26
小猕猴学习画刊(2016年12期)2017-01-05
作文评点报·低幼版(2016年16期)2016-05-30
设备管理与维修(2016年6期)2016-03-16
学苑创造·A版(2016年1期)2016-03-10
上海金属(2014年1期)2014-12-18
河南科技(2014年7期)2014-02-27