
液压螺母在铝带冷轧机组卷筒上的应用
2012-07-27 09:42苗志强
有色金属加工 2012年3期
苗志强
(洛阳有色金属加工设计研究院,河南 洛阳 471039)
随着市场经济的要求,现代铝带冷轧机组正朝着高速、大张力、大卷径和宽幅方向发展,三大主机的正常运转极为关键。卷筒是铝带冷轧机组开卷机和卷取机的重要组成部分。改善卷筒的工作状况,减少它的故障率即会大大提高设备的生产效率。在传统的铝带冷轧机组中,开卷机和卷取机卷筒的芯杆和十字叉头间、涨缩缸活塞杆和活塞间通常采用传统的普通螺母联接方式。近几年来设计上逐渐采用了液压螺母的联接方式。
1 卷筒上传统的普通螺母联接方式

1.普通螺母、2.十字叉头、3.芯杆
1.芯杆、2.活塞杆、3.活塞、4.普通螺母、5.卡板
卷筒上传统的普通螺母联接方式由图1、图2可以清楚地看出。活塞与活塞杆通过普通单螺母加卡板联接,芯杆的另一端用普通双螺母(一厚、一薄)与十字叉头联接。这种结构的卷筒有两方面的缺点:(1)在正常卷取过程中,芯杆所受的拉应力一直进行着变化。当卷完一卷料卸卷时,胀缩缸的活塞腔供油,芯杆由拉应力转变到压应力。不断的变化使芯杆承受非对称循环变应力,工作中在胀缩缸大负荷的拉伸作用下,易产生疲劳甚至折断;(2)胀缩缸装拆不方便,不能整体装拆。为了将活塞杆与芯杆联接,必须把胀缩缸拆散开来,逐个零件进行装配。而当拆卸时,工序相反。在维修胀缩缸中某一零件时,仍然同样麻烦。这不仅增加了工人劳动强度,而且也增加了卷筒的在线维修时间,从而降低了机组的生产效率。
2 液压螺母的工作原理及性能特点

1.活塞、2.螺母主体、3.垫片、4.密封
2.1 工作原理
液压螺母由螺母主体、活塞、密封和垫片组成,见图3。
整套系统包括液压泵、高压油管、快速接头及液压螺母。
液压螺母的操作步骤:(1)将液压螺母拧在头部带螺纹的芯杆上;(2)通入超高压液压油使活塞和螺母主体间产生间隙;(3)插入需要厚度为h的垫片,使芯杆预拉伸,然后卸掉液压力。液压螺母是一种先进的液压螺栓拉伸器。其工作原理是利用液压螺母油腔中的超高油压对芯杆施加拉伸力,使芯杆在弹性变形区内被拉长,由插入的垫片厚度来控制芯杆的予伸长量。
2.2 性能特点
(1)由于采用超高压液压系统,具有很大的拉伸力;(2)液压螺母的尺寸与原有传统螺母匹配,无需修改原有螺纹副设计;(3)无需扳手及套筒的操作空间,螺纹副的尺寸更紧凑;(4)芯杆工作为纯拉伸状态,预紧力比正常工作时载荷高出20%左右,螺纹副工作中更安全;(5)通过液压拉伸螺栓,预紧载荷更精确,联接更可靠;(6)先进的聚氨酯/金属复合密封的整体密封结构,密封性能好,结构简单,特别适于超高压状态下工作。
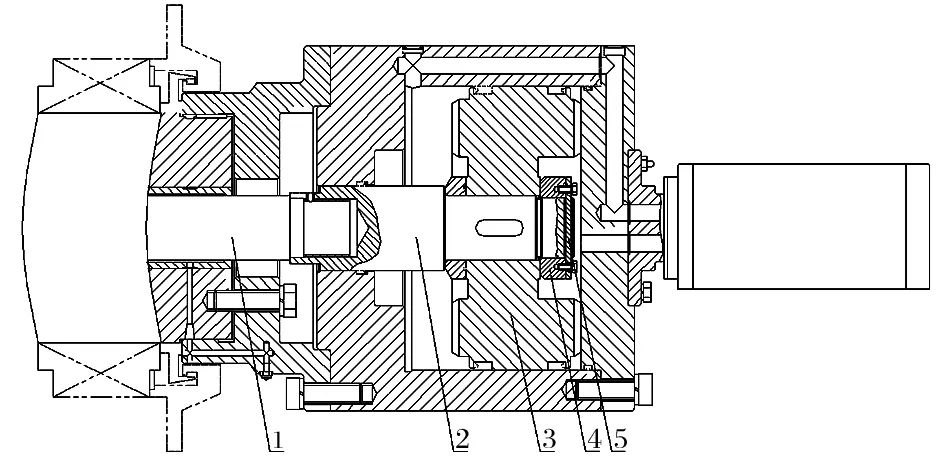
3 卷筒上新型的液压螺母联接方式

1.液压螺母、2.压环、3.芯杆、4.半开式联接套、5.活塞杆、6.活塞、7.液压螺母
卷筒上新型的液压螺母联接方式由图4可以明显的看出。芯杆和活塞杆间采用了半开式联接套进行联接,中间加垫片进行调整。芯杆及活塞杆的另一端则采用液压螺母联接。这种结构的卷筒具有两大优点:(1)芯杆和活塞杆间采用了半开式联接套进行联接,胀缩缸可整体进行装拆;(2)液压螺母使芯杆在装配时被施加一定的予应力进行予伸长,这样芯杆在工作过程中因轴向载荷引起的拉应力始终小于它的予应力,故芯杆不会再继续拉伸变形,也不会产生松动现象。从而不仅改善了芯杆的工作状况,延长了寿命,而且能准确实现卷筒径向胀缩。
4 液压螺母的设计计算
(1)计算胀缩缸的最大拉力S总
以开卷机卷筒常用的开式四斜楔结构为例分析

1.卷筒、2.带卷
a)按张力计算作用于扇形板上的压力
由图5 ∑M=0时
TR=Pr=4μGr
式中:
T — 带材张力,N;
R — 带卷半径,mm;
μ— 带卷与卷筒间摩擦系数, 一般取μ=0.15~0.18;
G — 带卷作用于一块扇形板上的正压力,N;
r — 卷筒半径,mm;
P — 由压力4G产生的总摩擦力,N;
b) 计算胀缩缸的最大拉力S总
由图6 ∑Y=0时(不考虑扇形块端部止推力S1引起的摩擦力F3时)
G=Ncosα-Nf1sinα

1.扇形板、2.轴向斜楔
式中:
f1— 扇形板和轴向斜楔间滑动摩擦系数;

1.轴向斜楔、2.空心主轴
由图7 ∑X=0时
S=Nsinα+ Nf1cosα+ G f2
式中:
f2— 轴向斜楔和空心主轴间滑动摩擦系数;
从而 S总=4S
(2)液压螺母的技术参数计算
a) 液压螺母中加入垫片厚度(芯杆予伸长量)计算
液压螺母中通入超高压油后芯杆产生予伸长,需要在液压螺母中加入一定厚度h的垫片来控制最终的予伸长量。予伸长量根据胀缩缸的最大拉力S总计算确定。芯杆在弹性拉伸时,符合胡克定律,所以芯杆的予伸长量△L可按胡克定律公式计算:
式中:
S总— 芯杆所受的拉力,N;
L — 芯杆的总长度,mm;
式中:
d— 芯杆最长段的直径,mm;
E — 芯杆材料的弹性模量,N/mm2。
b) 螺纹直径的确定
初选芯杆头部螺纹直径和螺距,并校核螺纹退刀槽处危险截面的拉伸强度。
强度条件:
式中: d1— 螺纹退刀槽直径,mm;
[σP]—芯杆材料的许用拉伸应力,Mpa;
式中: σS— 芯杆材料屈服限,Mpa;
n— 安全系数, 建议取3;
c) 超高压油液工作压力p的确定 一般取150Mpa。
d) 最大承载能力Q的确定 理论上取等于或稍大于胀缩缸的最大拉力,安全起见,取胀缩缸的拉力的1.2~1.5倍。
f) 活塞最大移动量的确定 理论上取稍大于液压螺母应加入的垫片厚度,安全起见,取应加入的垫片厚度的2倍。
5 结束语
实际生产运行表明,整个系统工作稳定可靠,有效地消除了传统螺纹系统在工作中容易松动,芯杆易被拉断的问题,大大提高了生产效率及经济效益,受到用户良好评价。
猜你喜欢
压缩机技术(2022年3期)2022-12-07
沈阳理工大学学报(2022年3期)2022-08-11
压力容器(2022年5期)2022-07-10
中国船检(2021年8期)2021-09-08
北京化工大学学报(自然科学版)(2021年2期)2021-05-12
科学与财富(2019年8期)2019-10-21
科技视界(2019年11期)2019-06-20
中文信息(2019年1期)2019-02-20
船舶与海洋工程(2018年5期)2018-11-14
中国科技纵横(2018年18期)2018-10-27
