MAN146前轮毂铸造生产工艺改进
2012-09-01 05:36李益年
中国铸造装备与技术 2012年4期
李益年
(陕汽集团陕西金鼎铸造有限公司,陕西宝鸡 722405)
MAN146前轮毂铸造生产工艺改进
李益年
(陕汽集团陕西金鼎铸造有限公司,陕西宝鸡 722405)
通过对MAN146前轮毂铸造生产工艺的改进,提高了工艺出品率和产品质量,降低了铸造缺陷和生产成本。
球墨铸铁;工艺出品率;废品率;控制压力冒口
该产品是公司轮毂类铸件的主要产品之一,年需求量近4万件;轮廓尺寸ø377mm×215mm,潮模砂铸造,铸件重量为29.6kg;采用X-SWZ1280B半自动生产线造型,造型主机采用Z1410AS气动微震压实造型机,型腔硬度在85±5;铁液由6t中频炉熔化,材质为QT450-10;化学成分控制在C:3.6%~3.9%,Si:2.4%~2.8%,Mn:≤0.5%,P:≤0.08%,S:≤0.03%,Mg:0.03%~0.05%,Re:0.02%~0.04%;铸件要求不得有气孔、缩孔、夹渣等铸造缺陷。
1 原工艺及存在的问题
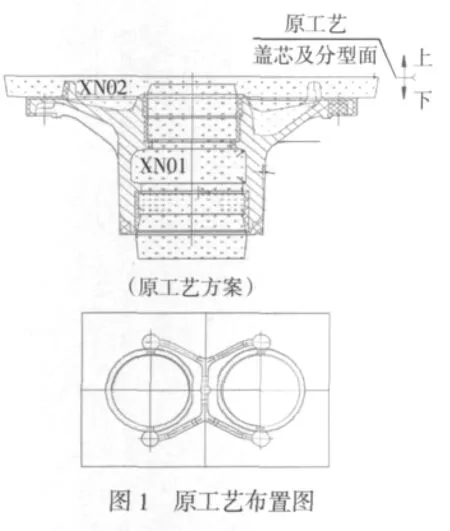
原工艺一型两件,从距法兰盘30mm的距离分型,型腔和主要型芯处于下型,大盖芯,中间子芯为自硬砂芯,芯子定位在下型,铸造收缩率为1%,加工余量为4mm。每件两个热冒口,共计四个热冒口,冒口尺寸大小为ø80mm×120mm,冒口颈尺寸为30mm×15mm;直浇道:ø40mm×165mm,横浇道为:26/28mm×32mm(见图 1)。
原工艺存在的问题:①冒口、冒口颈较大,工艺出品率低,铸件难清理。②型板利用率低,生产效率低,产量满足不了顾客需求。③生产成本较高,芯子用量大;现手工制芯跟不上生产需求。④铸造缺陷为冷隔、气孔,废品较多。
2 工艺改进措施
(1)对球铁件而言,冒口、冒口颈大,反而会使球铁在凝固过程中一次收缩后的石墨膨胀过程中溢流出来的铁液无法释放,这样必然会使砂型膨胀,致使铸件肥大,容易出现铸造缺陷;针对这个问题,利用控制压力冒口设计原则,将冒口由ø80mm×120mm调整为 ø68mm×80mm,冒口颈尺寸由30mm×15mm调整为30mm×10mm,提高工艺出品率约15%,解决了铸件清理难问题。
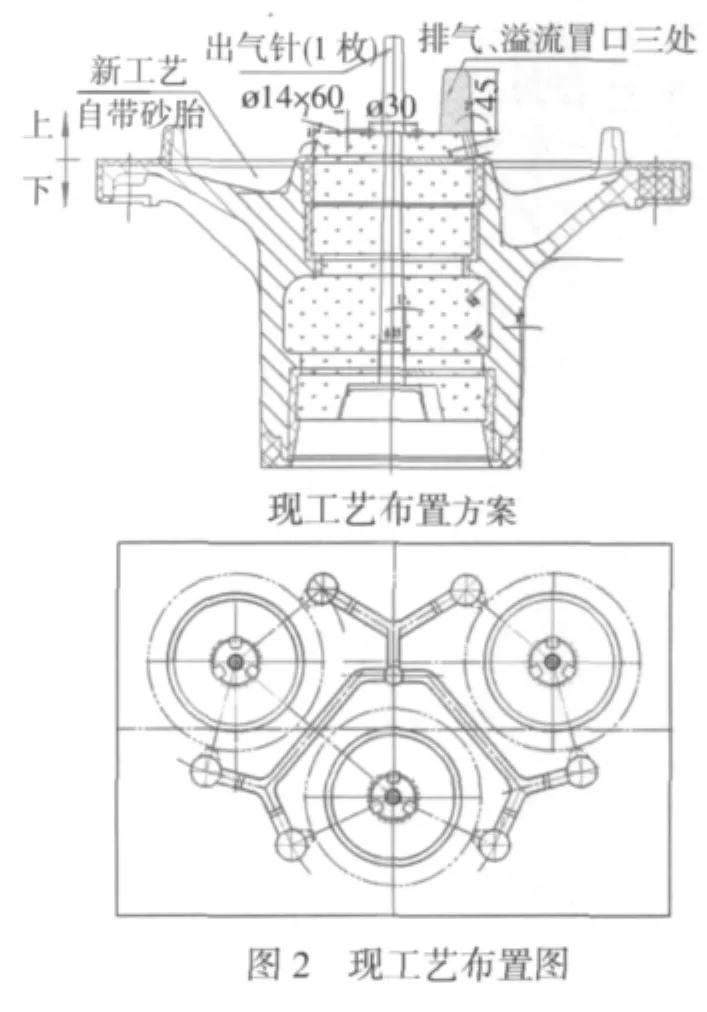
(2)146前轮毂生产需求量大,现生产装备条件下,不能满足生产需求,生产任务紧急时,将型板工艺布置作了调整,由一型两件调整为一型三件(见图2),提高了1/3生产效率,缓和了生产供应关系,同时也减少了冷隔缺陷。
(3)针对上述生产成本高、芯子生产效率低等问题,我们将146前轮毂工艺做了分析研究,将轮毂(如图2)的内腔在上模型上作为凹模自带出来,去掉了原来的重9.7kg大盖芯。经实际生产验证,出模顺利,操作方便,节省了生产成本和劳动力,提高了生产效率。
(4)因型腔及芯子内的气体不易排除,导致铸件上口常常因气孔缺陷致废较多,经分析在子芯中间增加ø14mm的出气针,铸件最上面开设三处排气通道(见图2),起到溢流补缩排气作用,实施后效果很好,废品明显减少,综合废品率降低到3%。
3 经济效益分析
采用改进后的铸造工艺,废品率降低了5%,4万件可节约成本29万元。改变了生产方式及工艺方案,提高了三分之一的生产效率,保证了生产进度和按期供货。提高了工艺出品率10%,降低铁液消耗,4万件节约原材料成本56.7万元(铁液成本按4元/kg)。减少了盖芯(重量为9.7kg),节省芯砂成本23.8万元。此项目每年可节省费用共计约109万元。
4 结论
(1)利用球墨铸铁的属性石墨化膨胀这一特性,有效地利用控制压力冒口设计方案,可以减小浇注系统的尺寸,提高铸件质量,同时节省成本。
(2)合理的工艺布局,提高生产效率和工艺出品率,节省生产成本。
(3)利用现有设备,对产品工艺进行优化,自带砂胎,节省芯子,降低生产成本。
[1]刘喜军.铸造工艺学[M].北京:机械工业出版社,1999,10.
Improvement on Foundry Technology of Model MAN146 Front Wheel Hub
LI YiNian
(Jinding Casting Co.Ltd.,Shanxi Automotive Group,Qishan 722405,Shanxi China)
The result of improvement on foundry technology of Model MAN146 has been a higher production rate and product quality with lower casting defect and production cost.
Ductile iron;Production rate;Rejection rate;Riser with pressure control
TG255;
B;
1006-9658(2012)04-0024-2
2012-04-10
稿件编号:1204-039
李益年(1964-),男,工程师,主要从事铸造生产管理工作
猜你喜欢
石油化工应用(2022年7期)2022-08-30
铸造设备与工艺(2021年4期)2021-10-17
装备维修技术(2020年16期)2020-12-24
TMR Modern Herbal Medicine(2020年2期)2020-05-07
铸造设备与工艺(2019年5期)2019-12-06
——“茶业芯子”的艺术特色及其发展出路探析
齐鲁艺苑(2018年1期)2018-04-04
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2017年2期)2017-06-01
铸造设备与工艺(2015年1期)2015-01-21