
超精密磨床振动和温度无线监测系统研究*
2012-10-23 05:49郭隐彪
制造技术与机床 2012年6期
林 静 郭隐彪 韩 伟
(厦门大学物理与机电工程学院,福建厦门 361005)
1 加工过程无线监测概况
为提高机械加工精度,对加工系统的状态进行综合的在线监测是技术发展趋势[1]。加工过程监测主要是对力、振动、温度和电流等特征量进行监测,从而判断机床的工作状态。其实质目标是了解和掌握加工系统在运行过程中的状态,优化设备运行和加工过程,在出现异常时,可提供分析的依据。从监控流程上,具体的工作可以分为信号采集、无线传输、信号分析3个部分。
目前,无人车间的发展理念受到企业的更多关注,因此无线监测在环境监控方面的研究和开发成为一种迫切需要[2]。同时,近年来伴随网络技术的快速发展,加工过程无线监控系统开发越来越受到研究者的关注。在监控刀具磨损、切削力测量和磨削温度测量等方面,无线监控领域都有相关的研究尝试[3]。无线监测相对于传统的有线监测,在方便、快捷和低成本方面具备其独特的优势。无线监测终端是由分布在机床上的传感器等数据采集设备构成,周期性获取振动、温度、电流和声发射等特征信号[4],采集到的各类数据信息,通过无线网络在监测终端和控制中心之间进行传递。最终控制中心会对这些信号做出相应的处理,由数据处理结果反映机床的当前工作状态,达到实时在线监控的目的。
2 无线监控系统构建
开发的无线监控系统基本结构如图1所示,系统主要由红外测温仪、加速度传感器、无线数据传输设备和下位机PC构成。精密磨削机床的振动信号、砂轮温度信号分别由加速度传感器和红外测温仪采集,采集得到的模拟信号,经过调理电路获得转换后的数字信号,通过无线网络传输至控制中心并针对具体信号进行分析和处理。信号分析结果由监测软件显示,基于分析结果判断机床是否处于正常工作状态。

振动信号由压电式加速度传感器采集,针对振动信号在磨床的分布特点,系统采取多通道采集方案,测点位置主要分布在工作台、机床底部和砂轮罩壳上方3处。机床工作台沿导轨的水平移动提供加工过程X轴方向运动,振动现象比较其他地方要剧烈,是振动监测最关键位置。机床底部的测点设置,采集机床与地面接触处的振动信号,可以反映来自周边振源的影响。砂轮竖直方向的运动提供机床Y轴方向移动,磨削加工过程也是振动较明显的位置,所以在砂轮罩壳上方设置一个测点位置。温度信号通过红外测温仪采集,磨削过程砂轮与工件接触区是热量产生的主要区域,温度采集点设置在这一区域能够有效地反映机床工作过程温度变化情况。加速度传感器分布和红外测温仪的测点设置方案如图2所示。

采用的压电式加速度传感器是江苏联能电子技术有限公司型号为CA-YD-186的产品,其输出电压范围是0~6 V,相比于无线数据传输转换设备的输入电压过小,需要在调理电路中配备电荷放大器。传统的热电偶测温方法破坏工件整体性,导致热量的传导与实体工件有差异,红外测温仪采用红外成像检测技术对正在运行的设备进行非接触检测,属于无损测量,灵敏度高,响应速度快,适合应用于磨削过程快速转动的砂轮温度监测。
3 实验结果
实验过程分两阶段在精密磨床MGK7160上进行的,首先针对机床振动情况进行监测,再分析温度特征信号完成实验。压电式加速度传感器采用江苏联能电子技术有限公司型号为CA-YD-186的产品,红外测温仪是购买德国Optris公司生产的CTlaser LT/1M/2M/CTglass产品。
经过无线传输获得的振动信号分析结果如图3所示,波形图和幅值谱分别从时域和频域分析振动特征信号。由振动波形可观察到,采集到的振动信号维持在一个较小的振动范围内变化,也没有异常的振幅跳动发生;幅值谱中在60~70 Hz范围的增大是由于砂轮转动的自身固有频率原因,不代表机床的工作异常。

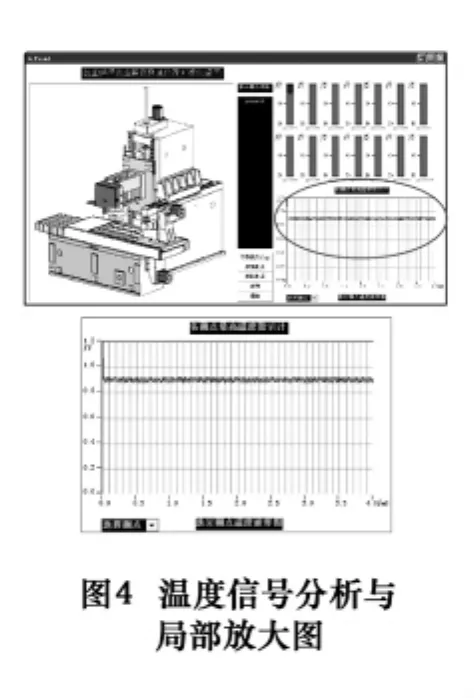
经过无线传输获得的温度信号分析结果显示如图4所示,温度波形图的光滑、平稳表明磨削过程产生的磨削热没有发生急剧升高的异常情况。当磨削过程出现异常状况,反映到磨削热方面通常会使得砂轮温度急剧升高,所以温度监测结果同样表明机床也处于正常工作状态。
4 结语
振动信号与加工系统的动态特性密切相关,其中包含着丰富的各类异常状态的信息,在磨削加工过程中,产生的磨削热使磨削区的温度急剧升高,产生的高温对砂轮、工件及磨床产生不同程度的不良影响,所以从振动和温度的角度在线监测机床加工状态较易实现。本文构建一套基于无线传输的精密磨床在线监控系统,终端振动传感器和红外测温仪采集的信号调理后无线传输到监测中心,进行相关的数据分析和处理。实验结果证明该无线监测系统可以实时、有效地监控机床的工作状态。
[1]姜晨,郭隐彪,韩春光,等.精密加工环境分布式无线网络监控技术研究[J].厦门大学学报:自然科学版,2010,49(5):631 -635.
[2]Lin Jing,Guo Yinbiao,Yang Wei,et al.A monitoring and wireless transmission system on the machining tool[J].Advanced Materials Research,2011,189 -193:4182 -4185.
[3]Ma Lei,Melkote Shreyes N.On-line monitoring of end milling forces using a thin film based wireless sensor module[C].Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference,October 12 -15,2010,Erie,Pennsylvania,USA.
[4]唐旎,郭隐彪,林晓辉,等.精密加工环境监控系统数据库的开发研究[J].机械制造与机床,2011(1).
[5]涂文特,李家春,刘春伟.数控机床刀具磨损无线监测系统[J].煤矿机械,2011,32(10).
[6]周祖德,陈幼平.现代机械制造系统的监控与故障诊断[M].武汉:华中理工大学出版社,1999.
[7]卢文祥,杜润生.机械工程测试·信息·信号分析[M].武汉:华中科技大学出版社,2003.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
中国应急管理科学(2021年9期)2021-03-16
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
中国新技术新产品(2017年22期)2017-10-30
