
钛合金法兰盘加工技术探究
2012-11-16 03:38张成武姜全营
中国新技术新产品 2012年4期
张成武 姜全营
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 概况
法兰件是发动机上的重要部件,材料为DMD0776,属于钛合金系列;零件尺寸公差严,圆周方向上共96个孔,其中有24个孔公差为Ф6.35+0.015,且孔相对于基准A,B,C的位置度为0.1mm;零件加工过程变形较大,机械加工过程中零件受温度影响严重,喷丸前后,零件状态也有较大的差异,是整个新件研制过程中的一道难关。
2 材料特性分析
钛合金在DMD0776规范中规定为TA6,属于α型合金,组织稳定,但不能进行热处理强化,室温强度不高。不含β稳定元素,抗拉强度为736~981Mpa,塑性较好。
3 法兰件工艺路线
经工艺评审工艺路线安排如下:毛料-修基准-半精车后端-半精车前端型面-腐蚀检查-标印-加工内圈孔及花边-去毛刺-精车前端-去毛刺-精车后端-加工外圈孔及槽-去毛刺-加工后端面槽-去毛刺-荧光检查-清洗-修整表面-喷丸-去污染-最终检验
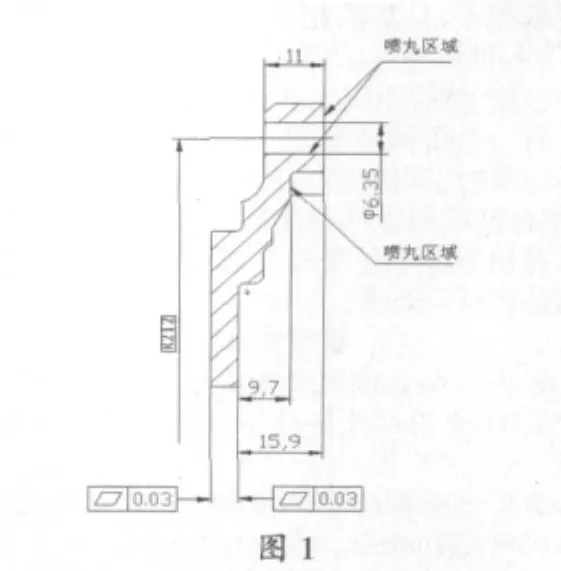
4 关键尺寸及加工难点(见图1)
①Ф6.35+0.015孔及孔位置度0.1mm;②平面度 0.03mm;③15.9±0.075mm;④11±0.1,9.7±0.1mm。
5 车加工工艺分析
5.1 粗车及半精车工艺:来料状态为钛合金锻件稳定处理后的零件表面作为修基准工序的基准,且使用数控卧车进行加工,因此使用了小余量修基准,保证技术条件即平面度和光整加工的加工方法,这种办法既保证了零件的平面度,又保证了零件的表面粗糙度。
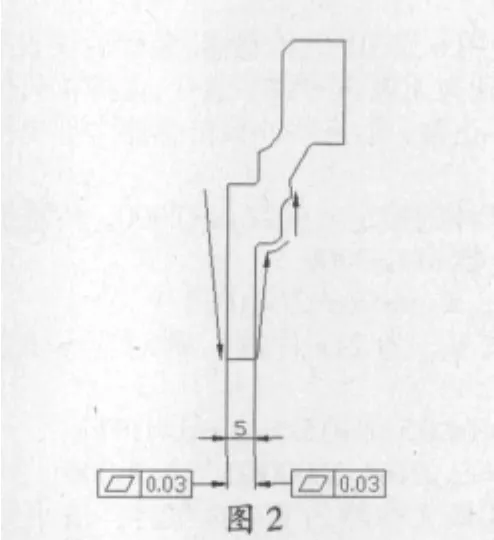
5.2 精车工艺:不仅沿用了半精车时的光整加工,而且通过实验跟踪零件变形的趋势,找到了零件由于材料软,加工中受刀具作用产生塑性变形,尺寸不能满足图纸要求的规律,并在程序中进行控制,保证图纸尺寸要求,程序控制见图2,在程序中增加两条斜线,保证尺寸5±0.1mm等厚。
6 机械加工余量分析
该材料属于难加工材料,往往加工硬化趋势强,高温强度高,使其加工性变得更差了。钛合金材料导热性差,致使切削温度很高,降低了刀具耐用度;600℃以上温度时,表面形成氧化硬层,对刀具有强烈的磨损作用;塑性低、硬度高,使剪切角增大,切屑与前刀面接触长度很小,前刀面上应力很大,刀刃易发生破损;弹性模量低,弹性变形大,接近后刀面处工件表面回弹量大,所以已加工表面与后刀面的接触面积大,磨损严重。因此根据国外一些技术资料,对本零件铣加工采用以下方案:
①铣削速度不宜过高:由于钛合金的强度高、粘性大,切削中更容易在切削区产生和积聚热量,加之导热性差,在大切除量的铣削时,如果铣削速度过高,有引起燃烧的危险,因此本零件使用120m/min。
②尝试较大的切深:提高加工效率可以用加大切深的方法获得,在铣削加工时,程序中每次切深达到6mm。
③每齿进给量宜适中:钛合金切削温度高,同时存在加工硬化的问题。每齿进给过大,则切削力过大而导致切削温度过高而烧刀;而每齿进给量过小,则因刀刃始终在加工硬化层中工作而磨损过快,因此采用每齿进给量为0.08-0.1mm。
④采用顺铣:对顺铣而言,刀齿一开始切入就碰到硬皮而容易导致刀具破损;但由于逆铣切削是由薄到厚,在最初切入时刀具易与工件发生干摩擦,加重了刀具的粘屑和崩刃,就钛合金而言,后一矛盾就更为突出,因此在本零件加工过程中,均采用顺铣。
图3为粗铣花边时的程序走刀路线图,余量为30mm共5刀即完成粗加工;
7 钻孔刀具的选用
本零件孔径、孔深均要求不高,机床主轴跳动小,且表面粗糙度要求高,因此选用整体式合金钻头,针对钛合金热量不易排除,选用内冷刀具,并选用切刃锋利的钻头,使孔的加工非常容易。
8 喷丸后变形的解决方案
由于零件结构与喷丸之间的特殊关系,喷丸后零件存在变形,对公差较大的尺寸影响不大,对公差严且直接受喷丸影响的尺寸影响严重,主要影响的尺寸有:
①Ф6.35+0.015孔位置度0.1mm:喷丸前孔位置度控制在0.1mm以内,喷丸后孔位置度即有严重超差的零件。
②Ф6.35+0.015孔径,由于孔内喷丸,孔公差又严,因此在喷丸后零件超差较为严重。
③11±0.1mm,15.9±0.075mm,9.7±0.1mm等尺寸均有微小变化,但若工序尺寸加工到了极限,这微小变化足以让零件超差。
针对以上问题,做了以下工作使问题得到解决:
三坐标测量机检测喷丸前后孔的位置度,找到零件在喷丸后的变形趋势,通过试验将程序更改,给喷丸变形留出余量,得到了较好的效果,同时对工序中的孔位置度公差进行缩严,给喷丸后的孔位置度留有变形量;在工序加工中,将零件的孔位置控制在R211.98理论极径处,给喷丸留0.02的余量,喷丸后,零件变形后,孔位置在R212理论极径处,位置度恰好在合格范围内;变化趋势见图4。
通过对比数据找到零件的变形趋势,喷丸时使用专用夹具对零件内环进行固定,在对外环喷丸时,不能使整个零件产生较大变形。通过以上控制,孔位置度得到了很好的控制。
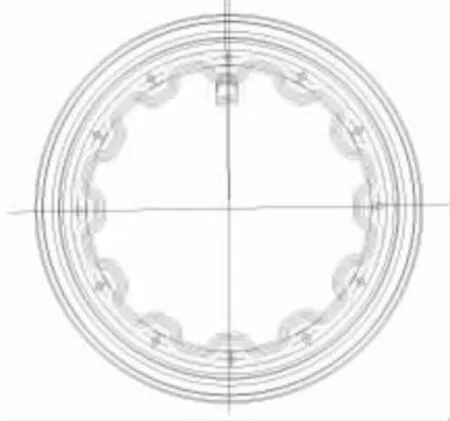
图3
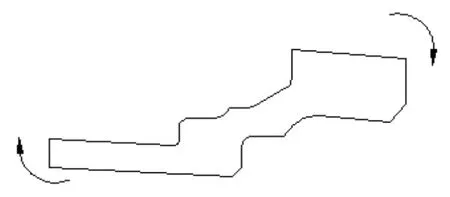
图4
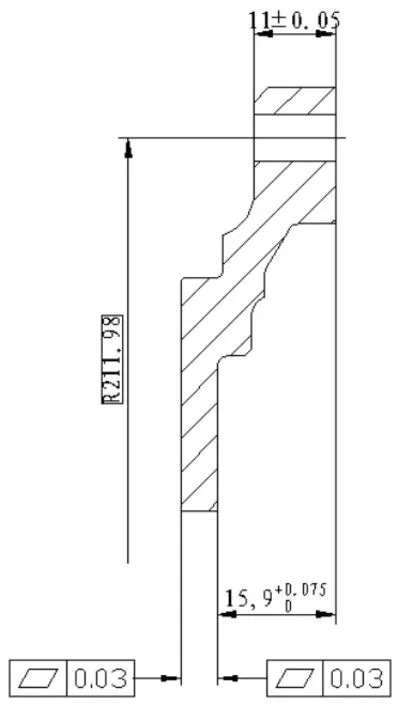
图5
通过喷丸前后孔径的数据对比,将零件孔径在喷丸前后的变化规律找到,通过工序的机械加工进行控制。
11±0.1mm,15.9±0.075mm,9.7±0.1mm 等尺寸在工序中若加工到极限,在喷丸后,尺寸容易超差。将工序中的这三个尺寸均缩严至11±0.05mm,15.9+0.075mm,9.7±0.05mm,给喷丸留有足够的余量,喷丸后,零件变化后,既能保证尺寸 11±0.1mm,15.9±0.075mm,9.7±0.1mm在公差范围内。
以上控制简图见图5。
以上控制方案即找到喷丸前后变化规律,使用机加办法控制最终尺寸,且满足图纸的公差要求。采用该加工工艺路线和调整的参数后,零件终检一次合格,最终得到客户的质量认证。
结论
该零件的加工工艺以及中间控制过程,完全保证了零件的合格性,加工出的成品零件完全符合设计图纸的要求,成型工艺以及成品零件通过了最终的验收,取得了机械加工控制及特种工艺的突破。
[1]张春江.钛合金切削加工技术.西北工业大学出版社.1984.
[2]沈福金.世界制造技术与装备市场.第84期.
[3]SECO样本与技术指南2006-钻削与铰削.
[4]开民.机械工程材料.大连理工大学出版社.
[5]张如福.金属机械加工工艺.上海科学技术出版社.
猜你喜欢
上海涂料(2021年5期)2022-01-15
表面技术(2021年4期)2021-05-08
名城绘(2019年3期)2019-10-21
制造技术与机床(2017年8期)2017-11-27
综合智慧能源(2017年10期)2017-01-18
新技术新工艺(2016年11期)2016-12-14
西南交通大学学报(2016年6期)2016-05-04
综合智慧能源(2016年1期)2016-02-03
河北工业科技(2015年4期)2015-02-27
机械工程师(2014年8期)2014-12-02
