关键零部件生产
2013-04-10 11:47经纬纺织机械股份有限公司榆次分公司
金属加工(冷加工) 2013年6期
经纬纺织机械股份有限公司榆次分公司 韩 伟
1.零件使用描述和加工难点
公司生产的某产品上大量使用的一关键零部件,零件如图1所示。该零件原材料为LY12的型材,零件的外径尺寸φ328mm,滚筒的轴线方向上分布着10条环形燕尾槽,燕尾槽截面尺寸如图2所示。该零件在设备上运行到某个工位时,成对的燕尾滑块为一滑块单元在配对的燕尾槽内沿底面圆周滑动;运行到下一工位时,燕尾滑块由于离心力的作用使燕尾槽和燕尾滑块摩擦,二者夹紧;当受到滚筒的径向外力,外力作用下二者分离,满足该产品的机构设计功能。该零件的形状、位置、尺寸和表面粗糙度要求都比较高,尺寸底面表面粗糙度达不到要求时,磨损严重;燕尾滑块的高度尺寸控制不准确,尺寸太大会导致零件工作在夹紧状态时,二者的接触面较少,摩擦力不够;太小时会导致燕尾滑块在尺寸底部滑动工作时,燕尾槽与燕尾滑块侧面摩擦,导致零件运作不灵活,磨损严重,影响关键零件的尺寸精度。
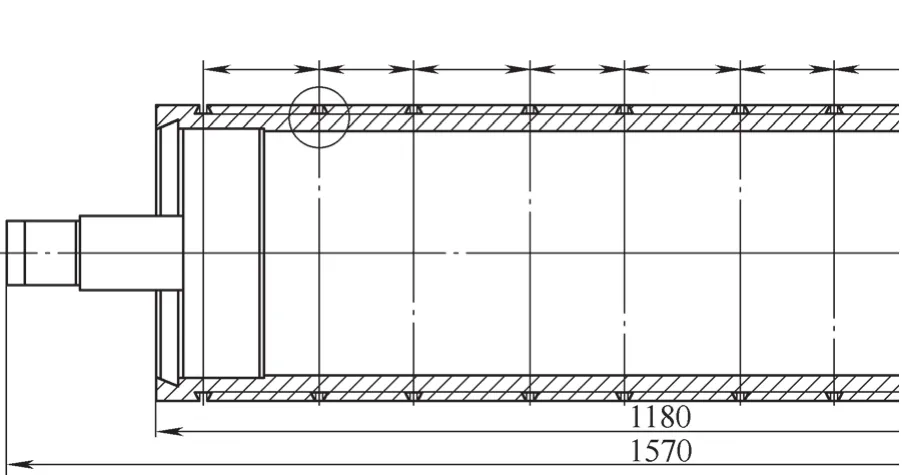
图1
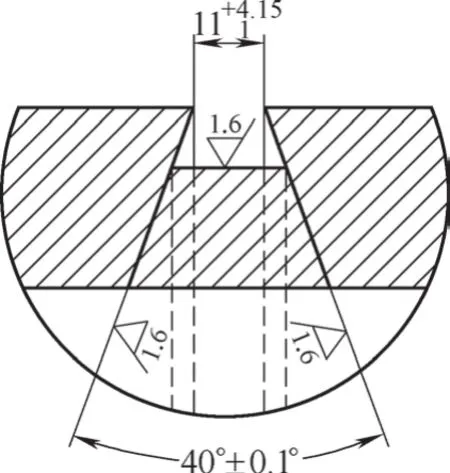
图2
2.现有的解决方案
燕尾槽加工质量的高低决定了该设备运转精度是否稳定。我公司目前采用的方案是设备采用数控车削中心DAINICHI MR65,采用车削加工工艺,自制车刀。车刀形状如图3所示,车刀材料选用高速钢,线切割外形尺寸及角度,操作工人在车削加工时根据经验修磨车刀角度。燕尾槽加工成矩形槽后,车刀加工燕尾斜面,斜面的角度和深度只能靠机床和刀具保证。燕尾槽加工后缺少直接有效的检测量具和手段,目前自制一燕尾滑块卡规,一头采用上偏差,一头采用下偏差进行检测。要保证零件的精度只能靠操作者的高度责任心和比较高的技能水平。如果稍有疏忽,零件就会超差报废。零件加工技术的不稳定,大大制约产品的稳定性和公司产品的批量生产。
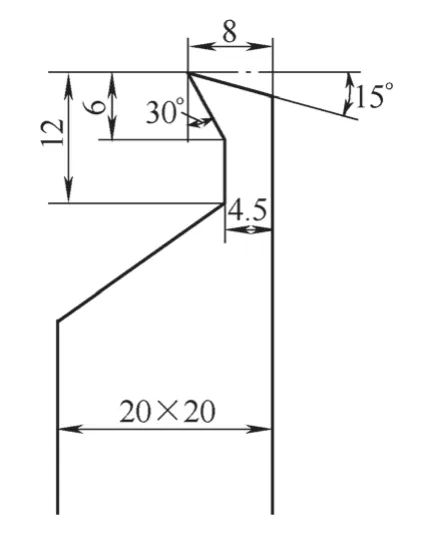
图3
3.建议解决方案
在设备运行时,燕尾滑块只在135°的一段连续燕尾槽内滑动,结合公司的设备情况,因此采用燕尾槽环形设计。
(1)方案1 燕尾槽加工是否可采用加工中心,是否选用成形刀具,检测可以设计在线检测,特别是加工角度、开口尺寸、深度尺寸等的检测,刀具磨损后的检测提醒。
(2)方案2 采用车削加工中心设备,环形槽设计。设计专门的刀具,车削加工成形,把人的技能适当的降低,靠机床刀具保证零件的稳定性、一致性。
是否还有其他的方法期盼各位同仁的高见。
猜你喜欢
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
北京航空航天大学学报(2020年10期)2020-11-14
中华民居(2020年4期)2020-09-21
赢未来(2018年9期)2018-09-25
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
中国塑料(2015年9期)2015-10-14
河南科技(2015年2期)2015-02-27
机电产品开发与创新(2014年6期)2014-03-11
河南科技(2014年3期)2014-02-27