广州大功率机车检修基地总体工艺方案优化
2013-06-05 09:49艾刚
铁道标准设计 2013年7期
艾 刚
广州大功率机车检修基地总体工艺方案优化
艾 刚
(铁道部工程设计鉴定中心,北京 100844)
根据广州大功率机车检修基地2/6年检需求,对车体检修工艺方案、车体组装库起重机组合方案、架车方案进行重点研究比选,采用车体L型流水修总体工艺方案、复合式起重工艺方案、固定式架车工艺方案,实现了检修能力与效率的大幅提升。
系统优化;检修基地;总体工艺方案
广州大功率机车检修基地是全路规划新建的7个和谐型大功率机车检修基地之一,承担广铁(集团)公司、南昌局、南宁局等华南区域运用的和谐型大功率电力机车检修任务,检修能力按3 000台大功率电力机车保有量的检修能力一次规划、分期实施,即近期按照2年检500台/年实施,6年检按200台/年进行设置;远期预留2年检500台/年检修能力。
1 车体检修工艺方案研究
检修基地厂房组合是总平面布置的核心问题之一,它不仅影响检修基地的布置形式,而且对占地面积、投资规模有较大影响。检修基地厂房组合以2/ 6年检主库为中心,各辅助车间根据生产性质按专业系统布置,车体检修库、喷漆库、转向架检修库、调试库、整车试验库布置在2/6年检主库的周围,中间采用移车台连接。如何在有限的空间内合理布局,保证各分间作业密切配合,零部件输送顺畅,是总体工艺设计的重要内容。
广州检修基地进行工艺流程规划过程中,借鉴了和谐型机车新造及机车大修厂的新工艺,采用“先油漆、后组装”总体工艺流程,综合比选后采用机车车体检修按L型流水修工艺设计,车体按照作业顺序在台位上移动,机车及零部件的解体、清洗、检查、检修、组装均在各自工位上进行,物流顺畅,相互干扰少,有利于检修基地形成现代化的作业环境、提升机车检修质量、压缩检修停时、减少互换件的保有量等优点。检修工艺流程如图1所示。
L型流水修综合了定位修和流水修的特点,机车分解采用固定台位、组装采用流水台位的混合模式,这种检修方式最大程度体现了机车解体作业“拆装快速多区域同步开展,车体移动次数少、作业灵活”的特点;机车组装作业“分区域精细作业,结合部件检修及物流多工位设置”的特点。易于实现分解、组装分库作业,较好地改善了检修作业环境。
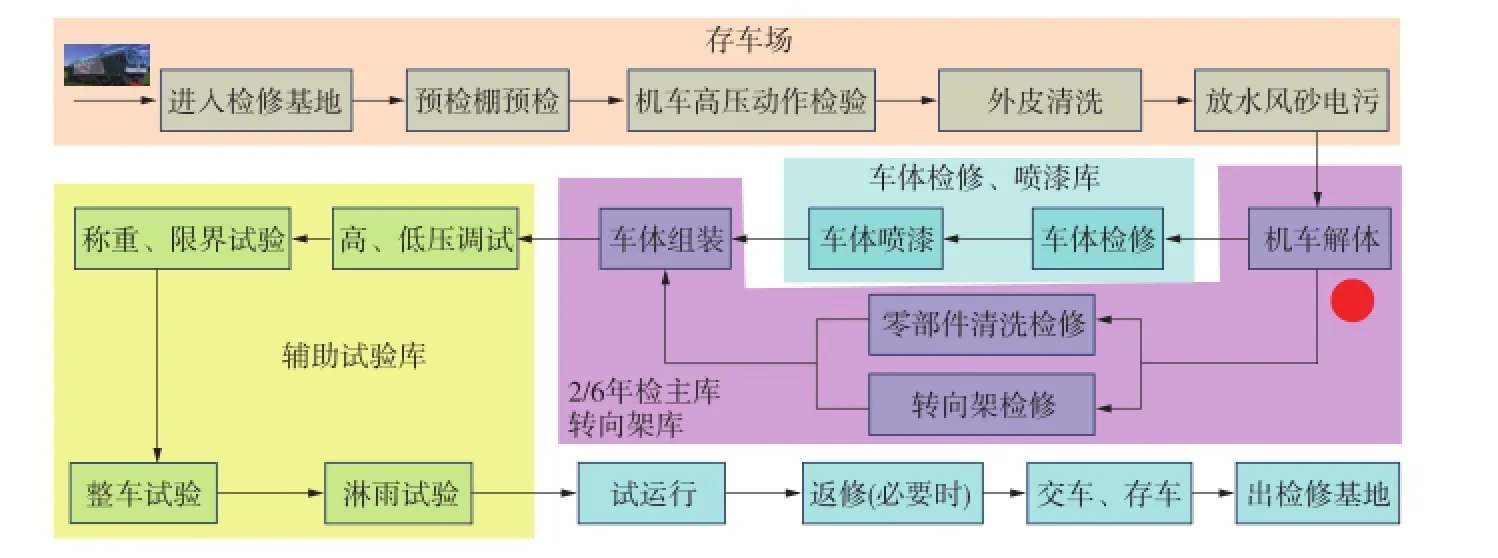
图1 检修工艺流程
2 车体组装库起重机组合方案研究
广州基地机车组装库是检修基地的核心设施,确保和谐型大功率机车检修质量的核心工艺是机车组装流水线,如何最大限度提高组装流水线作业效率,制定“机车、部件、设备、工位、物流、人员”最佳方案是需要着重考虑的问题。
组装库内设有2条组装流水线,分别是2年检、6年检组装流水线,每条流水线设6个台位,包括组装准备台位、车内设备安装台位、车顶设备安装台位、车体称重台位、转向架安装台位等,主要工装设备有起重机、架车机、作业平台、工艺转向架、转盘、车体称重台等。
库内主要完成车底、车内及车顶设备的组装,包括变压器、变流器、电源柜、蓄电池、电器柜、制动柜、卫生间、第三方设备、牵引风机、空压机、干燥器、复合冷却器及通风机组、车顶大盖等的吊装。起重机除了起吊不同质量的零部件外,在车体称重台位及特殊情况下还应具备起吊整个车体的能力。其起吊吨位在0.9~1 100 kN。
为了提高作业效率,车体组装采用流水线方式, 2年检流水节拍为80min,6年检流水节拍为160min,每个工位必须按既定节拍完成作业内容。按照流水线作业要求,起重机的吊钩范围应覆盖每个工位。如图2所示。

图2 车体流水修节拍
由此可以看出,机车组装库内起吊范围广,起吊作业频繁,且起吊方式是影响流水作业节拍的关键因素,因此机车组装库的起重方式应满足流水线工艺要求,并具有较好的适应性和较高的作业效率。
目前国内外机车厂或机务段车间内的起重方式种类繁多,有桥式起重机、壁行吊、半门吊(门吊)、自立式悬臂吊,还有气垫式迁车台等等,根据工艺需要可以设置一种起重方式或多种起重方式的组合,也可以设置双层起重机。
每种起重方式各有优缺点和适用范围,如桥式起重机:起重范围广,但作业效率低,对操作要求高;双层桥式起重机:起吊盲区小,起重能力大,但对库房结构要求高;壁行吊、(半)门吊、悬臂吊:操作灵活,但起重吨位小;气垫式迁车台:转运方便快捷,但对地面平整度要求较高。
广州基地机车组装库6年检流水线上车体称重台位处(5SP)因设备安装要求不能设置轨道,车体的移动无法通过工艺转向架完成,因此需考虑设置2台75 t桥式起重机,通过2台起重机共同起吊车体到下一工位。
除车体外,库内吊装的零部件小至油泵(94 kg)、大至主变压器(13 t),因此需考虑设置若干台16 t桥式起重机。为了使吊钩范围能覆盖每一个工位,并增加起重机操作的灵活性,因此决定采用双层起重机方式。如图3所示。
双层设置方式有以下几种组合方案:(1)上层75 t桥式+下层16 t桥式;(2)上层75、16 t桥式+下层壁行吊;(3)上层75、16 t桥式+下层半门吊;(4)上层75、16 t桥式+下层悬臂吊;(5)上层75、16 t桥式+气垫车。由于悬臂吊对流水线作业有干扰,且库内设有轨道而不满足气垫车对地面平整度的要求,故先排除悬臂吊和气垫车的方案,重点对前述3种组合方案进行适应性分析和经济性比较,见表1。
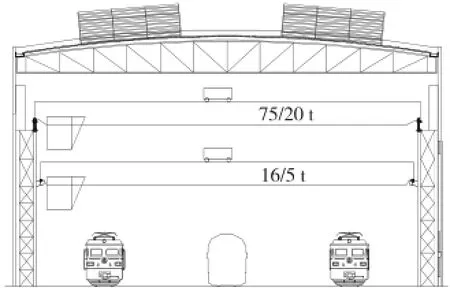
图3 双层起重机方案

表1 双层起重机组合方案比选
由表1可以看出,组合方案(2)即桥式起重机和壁行吊的组合方式可以较好地适应机车组装库的起吊要求和流水线作业工艺,同时较之双层桥式组合方案可以降低库房高度,节约用钢量,且设备配置数量适中,因此采用桥式起重机和壁行吊的组合方案具有明显优势。
2/6年检组装库采用桥式起重机与壁行起重机相配合,实现了起重机交叉作业互不干扰、并行台位同时作业互不影响的预期目标,同时采取动力转向架实现车体的自行移动,辅以轨道平车、电瓶叉车和自走行升降作业台相配合,实现了组装库的物流有序、组装效率倍增。
3 架车工艺方案研究
以往机务段进行架车作业所采用的设备为移动式架车机,架车台位设有检查坑。当机车停车就位后,检修人员先进入检查坑,拆除机车车体上部与走行部之间的线缆连接。检修人员从检查坑出来后,移动架车机,对准机车架车点,启动架车机,架起上部车体,实现车体与走行部的分离。架车机与机车对位依靠人工,劳动强度大、耗用时间长,作业效率和对位精度低。作业场地被检查坑(长27 m,宽1.3 m,深1.1 m)分割成多个部分,检修人员作业不便。和谐型电力机车的主变压器、变流器是从车体下部进行拆装的,因检查坑的存在,拆装不便,适应性差。
移动式架车作业方式多应用于定位修检修工艺,多工种以及上下道工序相互穿插影响,机车检修台位作业线及轨旁场地堆放各类待修及修竣部件,作业现场零部件堆放拥挤、凌乱,作业流程之间互相干扰严重。
移动式架车机一般用于定位修检修工艺,在整个架修作业期间,架车台位占用时间为机车库停时间,一般为5 d,一年检修能力为50台左右。按常规机务段中修库2条中修库线、每线设解体台位和组装台位各1个,常规机务段中修能力一般不超过200台/年。
常规机务段基本采用定位修+移动式架车机的工艺流程方式,机车解体、推出转向架、拆装车底大部件以及机车组装作业过程耗时长、多工种相互穿插影响、作业场地堆放各类待修及修竣部件,工作环境较差。这种常规作业模式是无法适应大功率机车检修基地3倍乃至5倍以往中修机务段检修工作量的需求。
从和谐型大功率机车检修工艺流程中可以看出,架车作业是一个关键工序节点。完成架车作业后,机车将分解成两大部分:上部车体和下部转向架。后续作业将分别在部件库和转向架库分别完成。因此,架车作业时间将直接影响后道工序是否能顺利、快捷地进行,架车机起着控制性的作用。传统机务段架车作业采用移动式架车机,其对位时间较长。机务段检修作业量一般年中修机车台数在200台以内,平均每天约0.3台,架车时间长短对检修时间影响不大。而和谐型大功率机车检修基地设计能力一般在年检修能力在500~1 000台,其检修工作量数倍于传统机务段工作量。因此,每道工序要求衔接紧密,时间节拍控制紧凑。
大功率机车检修基地采用组装台位同一条流水线串联布置的工艺总体方案,机车架车作业是机车解体、组装作业的关键工序,其总体技术方案、作业效率性能对机车检修周期长短、检修质量优劣起着至关重要的作用,因此机车架车方式及架车装置需尽可能减少对上、下道流水作业工序的影响。
由于大功率交流传动机车的检修过程中既要升降车体和转向架,又要满足检修库内地面上保留机车走行轨道,采用固定式架车机是最好的选择。固定架车作业方式作业空间通畅,适合机车主变压器等车底大部件拆装作业。固定架车作业方式与工艺转向架的配套设置,组装架车台位占用时间可减少到3.5~4 h,与移动式架车机作业模式相比较而言,作业效率有了大幅提升。
随着我国铁路和谐型大功率交流传动机车的批量投入使用,要实现兼容多种型号的大功率交流传动机车的架车作业,必须考虑固定式架车机布置方案和结构形式。对现有大功率交流传动机车的尺寸进行分析研究,以车体的中心线为基准线左右对齐布置车体,将所有机车转向架的轴距和定距进行分类,确保转向架举升梁能够满足不同车型的要求。HXD机车定距见图4。
结合流水修总体工艺方案,实现兼容各型和谐型大功率机车车型的固定式架车工艺方案,解决了大功率机车整备质量大,转向架轴式、定距、轴距、架车点位置差异大,车底大部件布置复杂、拆装困难的难题。解体组装流水线通过设置固定式架车机,显著提高上、下道工序通过能力。固定式架车机采用自动对位控制技术,有效提高架车作业效率和检修台位的利用率,减少检修作业库停时间。固定架车作业方式与工艺转向架配套设置,解体组装架车台位作业效率提高5~6倍。
4 结语
车体采用L型流水修总体工艺方案,显著提高检修效率,改善作业环境;采用复合式起重工艺方案,有效降低流水线工位、起重作业相互干扰;采用固定式架车工艺方案,极大提升上下工序衔接与流水线通过能力;可指导其他和谐型大功率机车检修基地、机务段设计。
[1] 中铁第四勘察设计院有限公司.新建广州和谐型大功率机车检修基地工程可行性研究[R].武汉:中铁第四勘察设计院有限公司,2009.
[2] 中铁第四勘察设计院有限公司.新建广州和谐型大功率机车检修基地工程初步设计[R].武汉:中铁第四勘察设计院有限公司,2009.
[3] 中铁二院工程集团有限责任公司.机务段设计手册(送审稿) [M].成都:中铁二院工程集团有限责任公司,2010.
[4] 中华人民共和国铁道部.TB10004—28 J833—2009铁路机务设备设计规范[S].北京:中国铁道出版社,1998.
[5] 中华人民共和国铁道部.铁路技术管理规程[S].北京:中国铁道出版社,2006.
[6] 中华人民共和国铁道部.和谐型大功率交流传动机车技术丛书HXD1型电力机车[M].北京:中国铁道出版社,2009.
[7] 中华人民共和国铁道部.和谐型大功率交流传动机车技术丛书HXD2型电力机车[M].北京:中国铁道出版社,2009.
[8] 中华人民共和国铁道部.和谐型大功率交流传动机车技术丛书HXD3型电力机车[M].北京:中国铁道出版社,2009.
[9] 申瑞源.高标定位勇于创新扎实推进和谐型机车二年检工作推动机车检修工作迈上新台阶——在和谐型机车二年检工作会议上的讲话[R].2011.
[10]申瑞源.凝心聚力创新进取为铁路科学发展提供坚实动力保障——在全路机务工作会议上的讲话(摘要)[J].中国铁路, 2012(2):9-15.
[11]韩永军.武汉动车段检查库设计思考[J].铁道标准设计,2011 (5):110-111.
[12]周海风.武汉和谐型大功率机车检修基地方案研究[J].铁道标准设计,2009(4):114-116.
Optim ization on Overall Process Program of Guangzhou High-power Locom otive Overhaul Base
AIGang
(Engineering Design Evaluation Center,the Ministry of Railways,Beijing 100844,China)
Based on 2/6 annual inspection requirements in Guangzhou high-power locomotive overhaul base,the overall process program of car-bodymaintenance,aswell as the crane combination plan and the car-lifting scheme in car-body assembly depotwere researched and compared respectively in this thesis. And then the overall process program of car-body maintenance with L-shaped assembly line,the composite crane process plan and the stationary car-lifting process schemewere selected and adopted.As a result,the maintenance ability and efficiency have increased significantly.
system optimization;overhaul base;overall process program
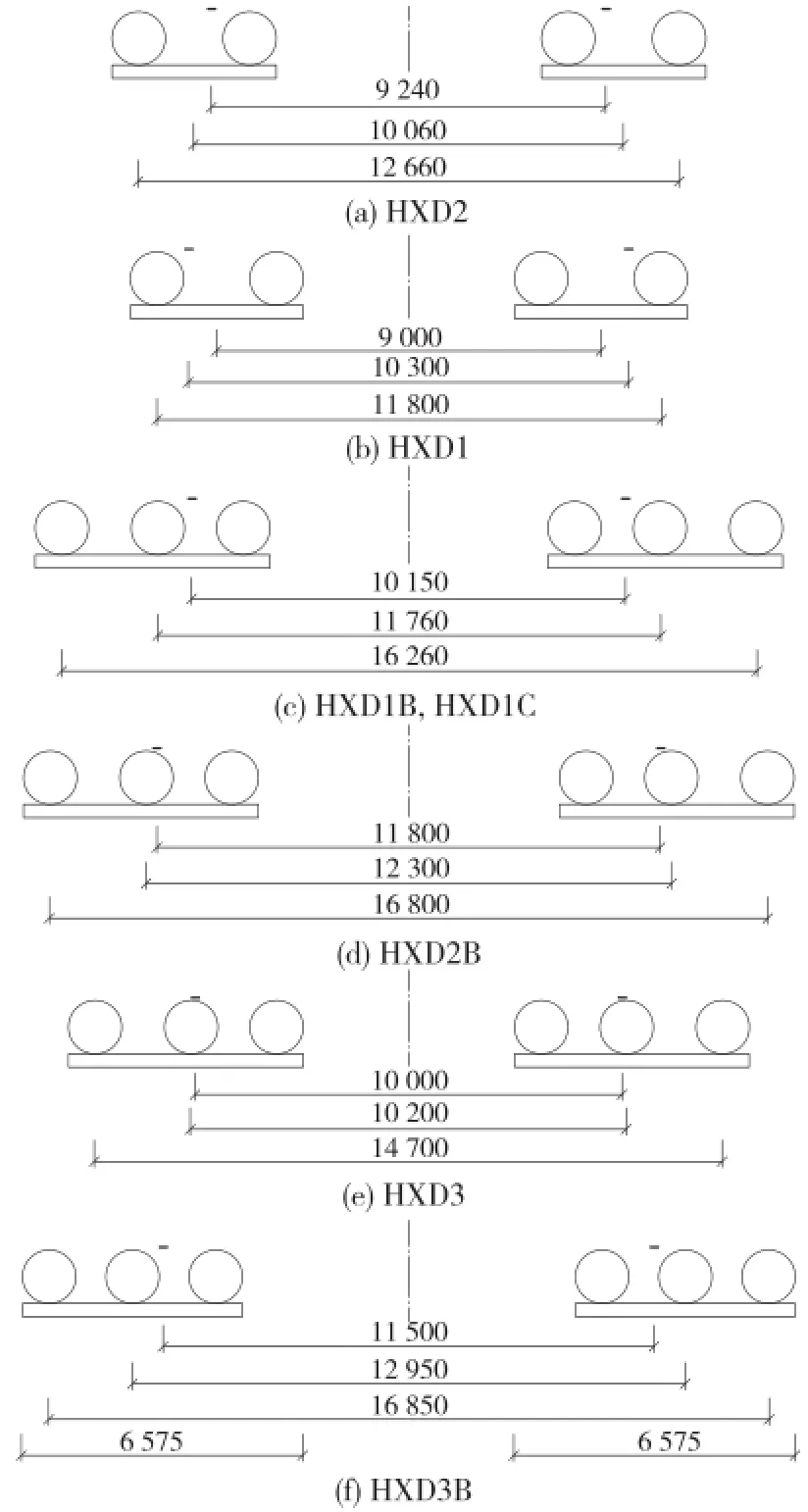
图4 HXD机车定距图示(单位:mm)
U269
A
1004-2954(2013)07-0123-04
2013-04-17
艾 刚(1960—),男,高级工程师,1982年毕业于兰州铁道学院内燃机车专业,工学学士,E-mail:aigang@crecc.com.cn。
猜你喜欢
哈尔滨铁道科技(2020年4期)2020-07-22
小学科学(学生版)(2020年2期)2020-03-03
制造技术与机床(2019年12期)2020-01-06
电子制作(2019年16期)2019-09-27
西南交通大学学报(2018年5期)2018-11-08
电子制作(2018年16期)2018-09-26
北京航空航天大学学报(2017年3期)2017-11-23
火控雷达技术(2016年1期)2016-02-06
中国资源综合利用(2016年9期)2016-01-22
铁道运营技术(2015年3期)2015-12-23