提高120制动阀检修质量的几点建议
2013-06-21 07:00詹雷飞上海铁路局杭州北车辆段
上海铁道增刊 2013年1期
詹雷飞 上海铁路局杭州北车辆段
影响货车安全运行的主要故障主要表现为制动故障、钩缓故障和轮轴故障,这三大惯性故障经过几年的技术攻关和整治,未能得到根本性的改变。其中制动故障主要表现为制动阀故障、制动管系故障和手制动机故障,特别是120制动阀经过几个月的运行后,性能变化较大。提高制动阀的检修质量,保证制动阀的稳定性和可靠性是解决制动阀故障的主要手段,在这里就提高制动阀检修质量做几点分析并提出相关建议。
1 问题的提出
在2012年1~7月间对检修的120制动阀进行写实,通过对120制动阀检修后试验不合格制动阀故障的统计,造成货车120型控制阀试验不合格主要故障见表1。
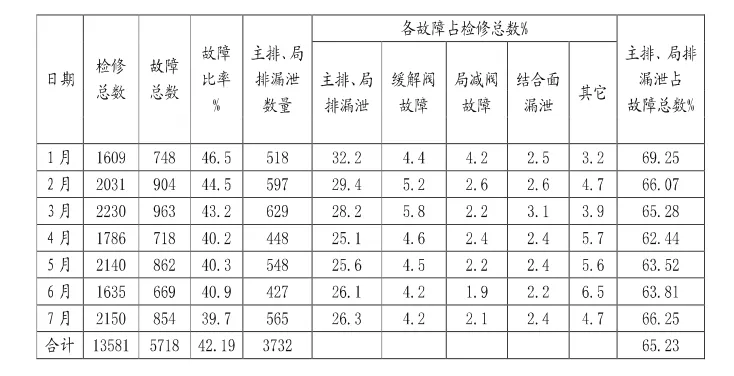
表1 120阀一次试验故障统计表
根据120阀一次试验故障统计可以看出,主排气口、局减排气口漏泄超限超过检修总数的25%,其他故障占检修总数不足15%。
主排气口、局减排气口漏泄超过制动阀故障总数的60%,是制动阀一次试验的主要故障,产生的原因主要是滑阀、节制阀、滑阀座摩擦面漏泄。由于滑阀、滑阀座摩擦面故障在组装时难以发现,该故障发生后主要依靠研磨滑阀、滑阀座来处理。
其他故障占检修总数不足15%,其中配合面密封不严、橡胶密封圈啃边、缩堵堵塞、小配件变形不良等制动配件组装质量造成的制动阀故障,占检修总数约8%;半自动缓解阀故障及阀体套间内部漏泄,占检修总数约4%。大部分为组装质量造成的制动阀故障,该型故障处理简单,其发生原因基本为组装时配件检查不仔细或组装方法未严格执行作业指导书。理论上该型故障能够避免发生。通过对一次试验制动阀故障的统计分析可知,一次试验制动阀故障主要表现为制动阀漏泄和制动阀组装质量两方面。
2 原因分析
要提高制动阀的检修质量,主要是减少制动阀漏泄和制动阀组装故障,提高作业人员处理制动阀故障的技能。其中减少制动阀漏泄的手段主要是进行制动阀研磨。
2.1 制动阀研磨质量
影响制动阀研磨质量的因素主要为平板、油石等工具质量,研磨技能高低及规范作业程序。
(1)平板未能定期刮研,平板平面度和精度不符合要求,造成油石校对不良;油石和金刚砂质量不良,含有杂质或夹渣;油石和金刚砂目数不达标,易造成研磨平面漏泄。
(2)研磨前未分解相连配件,易造成磨粒进入阀内;研磨后配件的粗糙度不符合要求,造成研磨质量不高;研磨后配件未进行二次清洗,造成磨渣残留,易发生故障复发。
(3)制动阀研磨技能不高,研磨后制动阀漏泄量仍然偏大,从而降低了制动阀的稳定性。
2.2 制动阀组装质量
(1)制动阀清洗质量不高。制动阀外部清洗不净,造成制动阀超声波清洗时清洗液不洁净影响小配件清洁度;制动阀小配件及制动阀内部的污垢及硅脂不能通过超声波清洗机清洗干净,需手工进行补洗;制动配件清洗后有余水,不易自动清除,需手工吹净;制动配件内部污垢需手工擦拭,擦拭质量由组装人员个人控制。
(2)配件组装质量。配件组装不正位、配合面密封不严密和组装紧固不到位,造成制动阀性能不良或漏泄;各紧固件紧固力矩不合工艺要求,造成漏泄或配件损伤;各缩孔、限制孔堵塞未进行疏通;制动阀组装为单人作业,不利于进行工序质量控制,作业人员的职业素养对组装质量影响较大。
2.3 制动阀故障处理
(1)未能对制动阀故障反馈进行系统的统计和分析,不利于组装人员自身的改进和提高。
(2)制动阀配件检测尺寸少,缺少图纸和标准,难以对配件性能进行检查判断。
3 采取措施
根据以上制动阀检修中故障原因分析,提高制动阀检修质量的方法主要为提高制动阀研磨质量、提高制动阀内部清洁度、规范制动阀组装作业和提高作业人员作业技能。
3.1 提高研磨质量
(1)定期对平板进行刮研和校对,确保平板精度;加强对油石和金刚砂的选购和检验,避免检修用具质量不高;选拔有技能的研磨人员专门进行研磨作业,提高制动阀的研磨质量。
(2)改变现有的作业工序,在配件超声波清洗后对滑阀、节制阀、滑阀座进行研磨,提高制动阀的稳定性和可靠性。
(3)使用机械设备对滑阀座进行研磨,减轻作业人员劳动强度,提高研磨质量。
3.2 提高配件组装质量
(1)将阀体和阀内小配件分开进行超声波清洗,避免配件的相互污染。
(2)在研磨后设立二次清洗工序,对小配件进行手工二次清洗,清除配件表面的污垢和硅油,提高配件清洁度。
(3)做好日常制动阀质量抽查,班组设专人配合质检人员参与每日抽检,做好记录分析,全面提高组装工序质量控制。
3.3 提高制动阀故障处理技能
(1)按照120控制阀试验的38个项目逐项编制故障处理对照表,便于作业人员提高故障处理能力。
(2)将组装人员和试验人员进行配对,有利于组装人员不断提高自身的组装质量。
(3)建立有效的故障反馈机制,有利于班组统计分析常发故障和阶段性故障,利用故障反馈对职工进行质量教育,提高职工质量意识和作业技能。
在经过几个月的实施后,制动阀检修的一次试验合格率逐步提高。截止到2012年底,检修制动阀的一次试验合格率超过70%,制动阀检修报废率控制在2%左右,检修制动阀的稳定性和可靠性得到较大的提高。
4 建议
120制动阀虽经过多次改进,检修中仍然暴露出一些源头质量问题,需要继续对制造工艺、检修工艺进行改进。
(1)制动阀的合金阀体和不锈钢阀芯配合质量不高,易发生体套窜动或漏泄;
(2)120试验台的机能试验不能全面检验试验台的性能,机能试验未涉及流量计,同一制动阀在不同试验台的试验数据有误差。建议采用标定阀进行试验以确保试验台性能良好;
(3)120阀自动超声波清洗质量不高,需要研制新型的配件清洗工艺提高制动阀的内部清洗质量。
猜你喜欢
三明学院学报(2022年3期)2022-07-27
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
中文信息(2021年5期)2021-03-27
军事文摘(2020年18期)2020-10-27
汽车维护与修理(2020年23期)2020-06-06
石材(2020年2期)2020-03-16
铁道运营技术(2019年3期)2019-07-18
装备制造技术(2018年8期)2018-10-17
科技与创新(2015年24期)2015-12-21