
利用TRIZ创新方法破解陶瓷自动化滚压成型难题
2013-12-10 03:50秦志东赵盛林黄德智
装备制造技术 2013年6期
秦志东,赵盛林,黄德智
(广西科技情报研究所,广西 南宁530022)
随着经济全球化发展,企业面临的竞争越来越激烈,仅仅依靠优化技术来完善现有产品已经不能保证企业保持领先地位和创造新的市场。如何快速地应用更少的资源革新现有产品并创造新产品已经成为企业保持竞争优势的关键。TRIZ理论为解决这一问题提供了一种新的思路和方法。笔者应用TRIZ理论对日用陶瓷自动滚压成型装置进行了总体方案设计。
1 TRIZ理论与日用陶瓷滚压成型技术
1.1 TRIZ理论基本原理
TRIZ(The Theory of Inventive Problem Solving)提供了系统化解决产品冲突的方法和算法,如技术进化理论,冲突解决原理、效应、ARIZ等。其是G S Altshuller为首的原苏联科研人员,通过对数百万件发明专利分析、研究和综合多学科领域知识的基础上形成的理论体系,其基本原理是技术系统在消除内部冲突的进化过程中遵循客观的规律。
Altshuller认为,发明问题的核心是解决冲突。TRIZ的技术冲突和物理冲突是解决技术系统问题的主要工具。技术冲突是典型的工程妥协问题,即当提高系统某一技术特性(参数)时,另一个技术特性(参数)会恶化。TRIZ通过专利分析确定了39个标准技术特性来表示相互冲突的特性,并用40个创新原理来解决这些冲突[1]。当技术系统具有相反的要求时就出现了物理冲突。与技术冲突相比,物理冲突是一种更尖锐的矛盾,设计中必须解决。物理冲突常用分离原理来解决[2]。
1.2 基于TRIZ理论开发日用陶瓷滚压成型技术的前景
经过50多年的发展,TRIZ已经形成了一套较为完整的理论体系和工具箱。TRIZ理论在很多国外企业已得到了广泛的应用。例如福特汽车公司由TRIZ创新的产品为其每年带来超过l0亿美元的销售利润。在我国也有少数运用TRIZ理论成功解决关键技术问题的案例,广西五菱桂花公司就是其一。该公司通过将创新方法应用在企业产品研发中,突破了甘蔗断头等甘蔗收获机械普遍存在的三大技术瓶颈问题,设计制造出适合于广西蔗区地域条件的第三代甘蔗收割机。
TRIZ理论中针对不同的问题模型有不同的解题工具,通过解题工具得到初始的解决方案模型,即一般通用解,然后结合问题的工况将其工程化,达成最终的解决方案[1]。因此对于传统陶瓷滚压工序工人工作量大、工作效率低等问题,同样可以通过运用TRIZ理论进行建模、分析、列举解决方法,最终得到最优的解决方案。
2 日用陶瓷自动滚压成型装置总体方案设计
传统的陶瓷滚压成型装置一般包括一些半自动化的陶瓷滚压成型机,如1.2所述的“陶瓷滚压成型机”,其滚头臂能够快速、自动的上下回转移动,便于工作人员将工作台上的模具快速取出并更换,加快了陶瓷产品的批量生产速度,再如一些夹模器,能够依靠模具底座转动或停止时的惯性快速自动夹模及开模,可适用于生产规则或不规则产品的各型陶瓷成型机应用。结合我区日用陶瓷生产技术,综合分析传统的陶瓷滚压成型系统(图1所示),整个系统包括滚压控制流、传送流、工人操作几部分。

图1 传统陶瓷滚压成型系统
(1)滚压控制流,是由电机驱动滚头总成,再由滚头总成控制滚头的滚压操作;
(2)传送流,是电机驱动链轮旋转,链条在链轮带动下周期运动,并带动吊篮架移动,石膏模放在吊篮架上实现石膏模的传送。
(3)工人操作,从链式干燥机吊篮架上取下石膏模放到工作台上,然后将泥饼投往石膏模底部,再将投有泥饼的石膏模放到滚压成型机的模座上滚压,泥饼被滚压成型后再将石膏模放回链式干燥机上进行干燥脱模,如此不断反复工作。
从以上系统的操作可以发现,工人在滚压成型工艺中虽然只承担取模、放模的工作,但是工人每班操作数千次,劳动强度相当大,特别是遇到滚压尺寸大的产品时,石膏模重量达十多公斤,工人操作相当繁重;滚压成型效率依赖工人的操作速度,工人的操作速度和质量跟不上,滚压成型装置的工作效率也无从谈起。
因此,传统的陶瓷滚压成型装置存在两个很明显的不足:工人工作量大和工作效率低。下面将继续运用TRIZ理论对这两个问题进行分析和解决。
2.1 解决工作量问题
在日用陶瓷生产过程中,我们应该想方设法减少工人工作量,如果石膏模的重量越小,数量越少,工人的工作量就越低。但是,石膏模的重量和数量下降了必然导致陶瓷的质量和产量下降。如何才能减少工人工作量,又不影响陶瓷的质量和产量呢?
首先,我们对石膏模传送过程进行系统分析(如图2所示)。

图2 石膏模传送系统
石膏模的传送是先由干燥机的电机驱动链轮旋转,链轮再带动链条运行,吊篮架挂在链条上面随着链条作周期运动。放置在吊篮架上面的石膏模必须在吊篮架运动到滚压机附近时被工人取下来,完成滚压工序之后,再放回吊篮架,进入干燥工序。图中工人和石膏模是一组相互作用对象,工人对石膏模实施“取模”、“放模”,石膏模的有害影响反作用于工人,由于石膏模重量太大、数量太多,使工人疲劳。
这里有个很明显的矛盾冲突,即工人处理的石膏模的数量与工人工作量的矛盾。由于工人处理的石膏模的数量等于陶瓷产品的产量,矛盾可以进一步描述为工人工作量与产品产量的矛盾,即“当前情况下,产品产量的提升必然导致工人劳动量的增大,而降低工人劳动量必然导致产品产量的下降!”
上述系统中的还有另外一个矛盾冲突,就是石膏模的重量和工人劳动量的矛盾。如果适当减轻石膏模的重量,就能够减轻工人的工作量,但是在当前情况下石膏模的重量大多是来自于模内泥饼的重量,其重量与产品质量密切相关,减轻整个石膏模的重量会导致产品的质量下降,进一步表示为“当前情况下产品质量的保持必然导致工人劳动量的不变,而降低工人劳动量必然导致产品质量的下降!”
将矛盾冲突清晰表示如下:
需要改善的方面:减小工人的工作量。
造成恶化的方面:陶瓷的质量和产量。
首先根据TRIZ的物场分析方法,定义工人为S1,石膏模为S2,工人“取模”、“放模”过程是S1作用于S2,现在我们引进一个外场F来完整物场结构,这外场F应当是能够使工人S1轻松而高效地完成对石膏模S2的操作。
进一步分析工人“取模”、“放模”的体力消耗主要在于克服重力做功而产生的体能消耗,引进的外场F必须是能克服重力做功,这样我们就很自然地想到这个外场F是电动能,(如图3所示)。即在“取模”、“放模”过程中用电动机的能量输出代替工人的体能输出。

图3 物场的建立
电动能来源于电动机,但电动机的能量输出是没有方向性的,因此我们必须引进另外的自动设备来引导电动机的能量输出。这个问题可以用矛盾矩阵来解决:
定义冲突:需要改善的参数,自动化程度;造成恶化的参数,系统复杂性。
查询冲突矩阵得到以下参考原理:
动态特性原理是调整物体或环境的性能,使其在工作的各阶段达到最优状态;分割物体,使其部分可以改变相对位置;如果一个物体整体是静止的,使之移动或可动。应用本原理可以把(图3)中承载石膏模的模座由固定方式改为可上下移动的方式,在放置石膏模时远离滚头端,在执行滚压工序时再移动到接近滚头一端。
借助中介物原理是使用中介实现所需动作或把物体与另一容易去除的物体暂时结合。应用本原理可以借助中介物来完成工人“取模”、“放模”不断循环的工作步骤,以电机为驱动装置,导柱、滑板、离合刹车总成等为传动装置,模座作为驱动对象,模具放置在底部中空的吊篮中。在电机周期驱动作用下,模座在竖直方向上作周期运动,当模座向上运动时,模座将模具托起,模具与吊篮分离,实现“取模”操作;当模座向下运动时,模座与模具分离,模具重新落在吊篮上,实现“放模”操作。这里可以发现“借助中介物原理”和上面的物场分析法——“引进外场”都是借助外力来减少工人的工作量,可谓是殊途同归。
预先作用原理预先对物体(全部或至少部分)施加必要的改变或预先安置物体,使其在最方便的位置开始发挥作用而不浪费运送时间。应用本原理可以通过电器控制系统控制装置自动复位,也就是说在上一次停机时,无论吊篮架处在什么位置,无论中间滑板处在什么高度,在电器系统的控制下,使吊篮正对上面的滚头和下面的模座,且中间滑板处于最低点,当滚压成型机调整至滚压位置时,此时吊篮架上的石膏模正对着上面的滚头和下面的模座。
2.2 解决工作效率问题
日用陶瓷在生产过程中,工艺行进速度越快,陶瓷生产效率越高。但是工艺行进速度增快了导致陶瓷的质量下降和出错率上升。传统滚压系统如图4所示。石膏模在链式干燥机的链条带动下逐个经过滚头正下方,并在该位置被执行滚压操作,滚压完毕返回链条进入下一道工序。其中矛盾是滚头和滚头加工的石膏模数量的矛盾,因为滚头加工的石膏模数量和工艺行进速度是正比的,单位时间内加工更多的石膏模那就需要缩短加工时间,当前情况下缩短加工时间必然会导致石膏模加工程度不够,影响产品的质量,增大次品率。最终,可以将矛盾表述为“加快工艺行进速度必然导致产品品质下降,不改变产品质量必然不能提升工艺行进速度”。

图4 传统滚压系统分析图
需要改善的方面:加快工艺行进速度。
造成恶化的方面:减低了产品质量,增大次品率。
这问题可以直接用矛盾矩阵来解决。
定义冲突:需要改善的参数,工作效率;造成恶化的参数,系统复杂性。
查冲突矩阵得到以下参考原理:等势原理、空间维数变化原理、机械系统代替原理、借助中介物原理。其中,空间维数变化原理之“单层排列的物体变为多层排列”对本装置的改进最有启发性。“单层排列的物体变为多层排列”可以理解为适当增加滚头总成和离合刹车总成的组合数目,即可以设置为2组、3组、4组、5组、6组或多组,相对应的吊篮架模圈数量也要一致,多套由滚头总成和离合刹车总成组成的滚压工作组平行排列。生产过程中,多套滚压工作机组在同一个电机的驱动下对泥饼进行滚压操作。这样只要上一道生产工序的泥饼供给够充分,一套自动滚压装置就能同时处理多个泥饼,滚压效率成倍增长。又由于是多个滚压工作组同时工作,滚压时间和速度都没有改变,所以产品质量和装置的稳定性都不受影响。改进方案如图5所示。
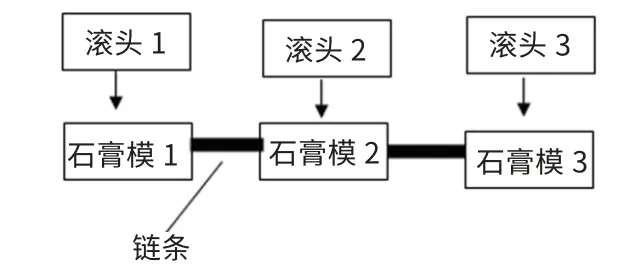
图5 改进的滚压系统
2.3 日用陶瓷自动滚压成型装置的总设计方案
(1)日用陶瓷自动滚压成型装置的结构设计
机械系统通常由三个部分:动系统、传动系统、操作系统和控制系统组成(如图6所示)。

图6 机械系统组成
根据TRIZ系统进化理论日用陶瓷自动滚压成型装置必须整合2.1和2.2所述的两个改进方案而形成一个有机整体。
日用陶瓷自动滚压成型装置包括动力系统、操作系统和控制系统。它的一般功能有:1)自动复位,即通过电器控制系统控制自动复位;2)取模,自动将石膏模从吊篮上取下来;3)放模,自动将石膏模送往合适滚压位置。因此日用陶瓷自动滚压成型装置的总体设计方案如下:
日用陶瓷自动滚压成型装置包括:滚头总成1、滚头2、上梁3、模座4、离合刹车总成5、中间滑板6、导套7、导柱8、液压缸9、底座10、链条11、链轮12、吊篮耳13、石膏模14、模圈15、吊篮架16、电机17、回转座18、回转臂19、气缸20、干燥箱21。
图7是日用陶瓷自动滚压成型装置的结构示意图。
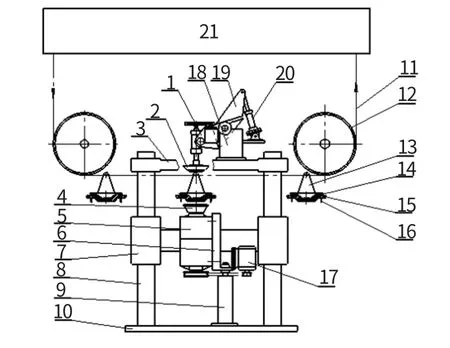
图7 日用陶瓷自动滚压成型装置
其中,链式干燥机的链条上挂有吊篮架,吊篮架上放置有模圈,吊篮架等距均匀装在链条上,挂有吊篮架的链条从滚头总成的滚头下方、离合刹车总成的模座上方之间循环通过。
所述日用陶瓷自动滚压成型装置的机架设置为四柱三板式结构,机架的上梁安装滚头总成,机架的底座安装液压缸,液压缸的活塞杆连接中间滑板,所述中间滑板设有四个导套穿过导柱,中间滑板上安装离合刹车总成与电机,所述电机皮带轮通过皮带连接离合刹车总成的输入轴皮带轮。
所述日用陶瓷自动滚压成型装置的滚头总成装在机架上梁同一平面上,且排成一直线,与滚头总成相对应的离合刹车总成装在中间滑板的同一平面上,且排成一直线,滚头总成由回转座、回转臂和气缸组成。
所述日用陶瓷自动滚压成型装置的液压缸可用气液增压缸或机械凸轮机构代替,所述的离合刹车总成可以是电磁离合刹车总成或者机械离合刹车组合。
所述日用陶瓷自动滚压成型装置的滚头总成与离合刹车总成的组数可设置为2组、3组、4组、5组、6组或多组,吊篮架上模圈的数量与滚头总成和离合刹车总成的组数相同。
(2)本方案的日用陶瓷自动滚压成型装置的控制流
如上述的日用陶瓷自动滚压成型装置是一个有机的协同控制系统(如图8所示),包括:滚压控制流、刹车总成控制流、传送控制流,三个控制流相互协调。

图8 改进的陶瓷滚压成型系统
滚压控制流是由电机驱动滚头总成,再由滚头总成控制滚头的滚压操作。
刹车总成控制流是由电机驱动刹车总成,再由刹车总成控制模座的升降从而实现对石膏模的“取模”、“放模”等操作。
传送流是电机驱动链轮旋转,在链轮带动下链条周期运动,并带吊篮架移动,石膏模放在吊篮架上,从而实现石膏模的传送。
先在所述链式干燥机构中的吊篮架16上的所有模圈15上都放上石膏模14,开始生产时,在投泥工位往石膏模14里投上泥饼,然后启动陶瓷自动滚压成型设备,通过电器控制系统控制设备自动复位,即滚压成型机调整至滚压位置,此时吊篮架上的石膏模正对着上面的滚头和下面的模座,也就是在上一次停机时无论处在模座4上方的吊篮架16处在什么位置,无论中间滑板6处在什么高度位置,在电器系统的控制下,使吊篮架16上的模圈15正对着上面的滚头和下面的模座4,且中间滑板6处最低点。
当复位结束后,在电器气动系统的控制下,液压缸9的活塞杆伸出,所述中间滑板6上升,装在离合刹车总成5输出轴上的模座4将放在模圈15上的石膏模14顶离模圈15,石膏模14便安放在模座4上,此时,所述离合刹车总成5的输出轴旋转,带动模座4上的石膏模14旋转,转速根据实际情况设定,一般为450~680转/分,中间滑板6持续上升,当所述石膏模14里的泥饼接触到旋转着的滚头2时便开始了滚压,中间滑板6上升到设定的最高点并维持设定的滚压时间后,石膏模14里的泥饼被滚压成型,达到工艺要求后液压缸9活塞杆回缩,中间滑板6下降,当石膏模14离开滚头达到设定距离时,离合刹车总成5刹车,模座4转速也由快到慢,直至停止,中间滑板6继续下降,当石膏模14落入到原先吊篮架16上的模圈15后,石膏模14便固定在模圈15上,中间滑板6继续下降到最低点后,模圈15和离合刹车总成5输出轴上的模座4完全脱离。
此时链式干燥机的链轮12带动链条11开始传动,带动装有已滚压好的石膏模14的吊篮架16向干燥箱21传动,下一个等待滚压的吊篮架16上的模圈15到达正对着模座4的位置后停止传动,这样又开始下一个滚压工作。
如此反复,当干燥脱模完成后的吊篮架从干燥箱出来时,工人或机械手在收坯处将石膏模14里已成型的坯体脱模取走,此时石膏模14便成了空石膏模,待空石膏模转到投泥处时,工人或机械手继续往石膏模14里投泥,重复上述步骤,即可实现陶瓷滚压成型自动化。
本发明与传统滚压成型相比,由于实现滚压工序不间断流水化自动生产过程,大大减少了人工操作,免除了工人搬运石膏模具的体力负担,大幅度提高了陶瓷滚压质量和效率,为企业生产节约了人力和材料成本。
2.4 本方案的效益分析
对比传统日用陶瓷滚压成型设备本方案的设备具备两大优势:
(1)设备自动化程度高
新设备的滚压控制、刹车总成控制、传送控制已经全部实现自动化,再无需工人来分担滚压成型机的任何工作。工人只需要在旁照料机器运行,在机器运行出错的时候,及时纠正机器运行即可。
(2)设备工作效率高
新设备是允许对多组陶瓷坯体同时进行滚压的,比较传统装置的对单一坯体的滚压操作,工作效率自然是成倍增长。
3 结束语
本文基于TRIZ理论对日用陶瓷自动滚压成型装置进行了总体方案设计,主要结论如下:
将TRIZ理论应用到日用陶瓷滚压成型装置是一项成功的应用,运用TRIZ理论很好地解决了传统陶瓷滚压成型装置的普遍存在的工人劳动量大、工作效率低的问题,提高了机器的自动化程度,提升了企业创新能力和产品的经济效益。可以说TRIZ的冲突解决理论及发明原理是产品创新的有效工具,为广大科技工作者提供了一把开启创新之门的金钥匙[2]。当然,利用TRIZ理论解决实际问题不能仅仅依靠冲突矩阵,还要结合物场分析理论以及发明问题解决算法、技术系统进化法则才能有效解决实际问题。
虽然TRIZ为设计问题的解决提供了较为成熟的理论体系和方法,但是作为发明创造的工具,TRIZ理论体系和方法不能代替人的能动作用,也不能直接得到创新成果。TRIZ理论体系只能辅助我们进行创新,给予创新指导和启迪,因此只有充分发挥人的能动作用才能取得最好的发明创造成果。
[1]刘凤彦,张振明,田锡天,等.基于TRIZ冲突解决原理的焊接工艺创新方法研究[J].制造业自动化,2008,46(12):73-80.
[2]张付英,刘 卉,张林静.基于TRIZ的伺服液压缸往复密封改进设计[J].润滑与密封,2006,183(11):90-101.
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
运输经理世界(2021年2期)2021-03-06
陶瓷学报(2020年5期)2020-11-09
建材发展导向(2019年22期)2019-12-09
陶瓷学报(2019年5期)2019-01-12
故事作文·高年级(2018年12期)2018-12-17
小学生导刊(2018年4期)2018-04-18
中国建筑装饰装修(2018年12期)2018-02-25
小猕猴智力画刊(2017年3期)2017-03-24
