
生产现场管理与服装企业裁床产能的提升
——以某服装企业生产实践为例
2014-01-20 06:21陈伟伟
江苏工程职业技术学院学报 2014年2期
陈伟伟
(江苏工程职业技术学院,南通 226007)
生产现场管理与服装企业裁床产能的提升
——以某服装企业生产实践为例
陈伟伟
(江苏工程职业技术学院,南通 226007)
阐述了目前导致服装企业裁床车间产能较低的问题,并从定义阶段、测量阶段、分析阶段、实施改善阶段几方面探讨了生产现场管理在裁床产能提升中的应用。
产能提升;生产现场管理;数据测量;生产线平衡
在服装加工行业中,生产现场的劳动力较其他制造加工业密集,加工原材料(服装面辅料)较机械类加工行业更加具有不可控性,介于这种特殊情况,其生产现场不能够过多依赖先进设备的使用,因此,要把提高生产效率的目光转向科学的现场管理上来[1]。生产现场是企业各种生产要素有机结合的活动场所,这些要素包括劳动者、劳动手段、劳动对象、生产方法、生产环境和生产信息等要素,简称“人、机、料、法、环、信。”[2]而生产现场管理,就是运用科学的管理原理、管理方法和管理手段,对生产现场的各种生产要素进行合理的配置和优化组合,以保证生产系统目标的顺利实现[2]。
1 裁床车间现状
以某服装企业为例,在做裁床产能提升项目前期,通过对裁床整个生产周期的调研,发现了工厂内部存在的一些问题:流转周期较长,不能满足车缝的需求;各车缝组间的生产线库存量WIP(work in product)相差大,滞留品较多;工人加班多,致使公司应付报酬增加;裁片存在质量问题;裁床产量跟不上车缝产量,如果要满足车缝需求,工厂只能安排加班或增加人员才能完成。
造成CEG裁床生产周期长的原因主要有以下几点:①生产计划不合理。从接到客户的订单到裁床裁片送车缝周期长,订单容易堆积,没有很好的生产计划,工作效率低。②面辅料等待时间长。面辅料未在订单接收分发之前到达或到齐,与生产计划部(PPC)的沟通不是很畅通。③工序时间浪费。裁片由上一工序传递到下一工序时间浪费多,相应的员工体力消耗大,且员工的积极性不高,生产效率低;目前该企业裁床的产能是每人每小时生产24.35件,但根据车缝产量统计,需要裁床的产能为每人每小时31.66件。如果要满足车缝需求,只能安排加班或增加人员才能完成。④线平衡不够。工序分配由组长根据经验统一分配,未能使其标准化、平衡化。⑤自动裁剪效率低。目前自动裁床利用率只有50%,运作时间短,产量偏低。⑥管理针对性不够。各组组长管理缺乏数据,对于本组产量不能及时了解,本组问题得不到及时反馈解决,组长未能起促进作用。
2 生产现场管理在产能提升中的具体应用
2.1 定义阶段
在定义阶段,厂长和各个部门的经理一起商讨裁床生产流程的改善,通过应用头脑风暴法,与会者集思广益,对裁床产能提升项目的范畴、目标、财务以及绩效达成共识。裁床产能提升项目实施具体资料包括项目阐述、沟通方案的建立、目标确立、机会陈述、项目计划等。
案例项目阐述:CEG裁床一个制单从接到大货单到裁片送车缝的周期需要25天,车缝抱怨不能满足他们的需求并且裁片也存在一定的质量问题,同时公司的效益得不到大的提高,优势和产能不能充分发挥出来,因此需要改善。
沟通方案:如表1所示。
目标确立:裁片送车缝周期缩短到23天。裁床产能提升30%,提高产品质量,减少客户抱怨声。
机会陈述:在XX年XX月底,对CEG裁床生产过程进行改善,将目前的生产周期25天缩短到23天,产能在现在的基础上增加30%。
项目计划:按各个管理方法实施顺序展开,预计花12周时间完成。
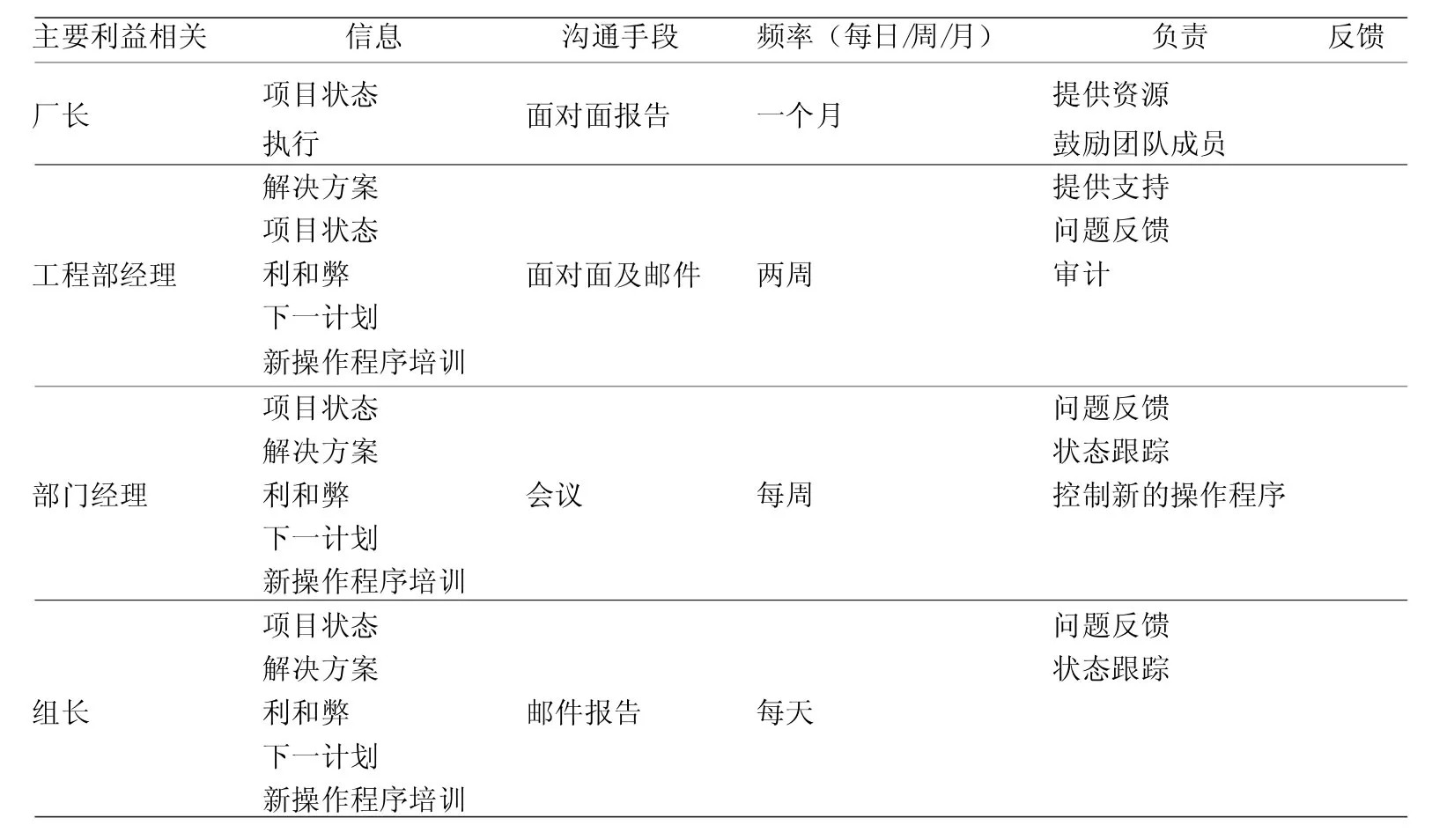
表1 项目沟通方案
2.2 测量阶段1)裁片产量数据收集。由项目组对裁床各月产量进行汇总统计,并建立产量分析表。2)裁片质量数据收集。根据厂长室提供的车缝投诉信息,品质部经过统计整合归类。
2.3 分析阶段
根据测量阶段得到的数据分析改善项目,主要包含多个模块,而且这些模块也囊括了裁床生产的过程,分别是人员分配、工序分配、生产计划、生产线平衡以及质量问题。
在测量阶段,存在的质量问题已经经过了数据统计,公司工程部门对缺陷的主要类型进行了原因分析,裁片短少和尺寸差异的主要原因是员工分配、自动裁剪、员工修劈等。
2.4 实施改善阶段
1)车缝所需裁片计划改善。高产能离不开前期良好的生产计划,裁床原先未及时根据车缝部提供的所需裁片更新生产计划安排,致使车缝部不同组别的滞留量差异过大。根据裁床滞留量,可以清晰地发现车缝各组别的WIP滞留量。如图1所示,可以清楚看到第3组、第5组、第10/11组、20组的滞留量明显过多,第7/8组、9/12组、13组、14/15组、17组的滞留量较少,因此可以将裁床计划略作调整,将滞留量过多组别的任务部分转移到滞留量较少的组别,使车缝各组的WIP基本处于一个平衡状态。
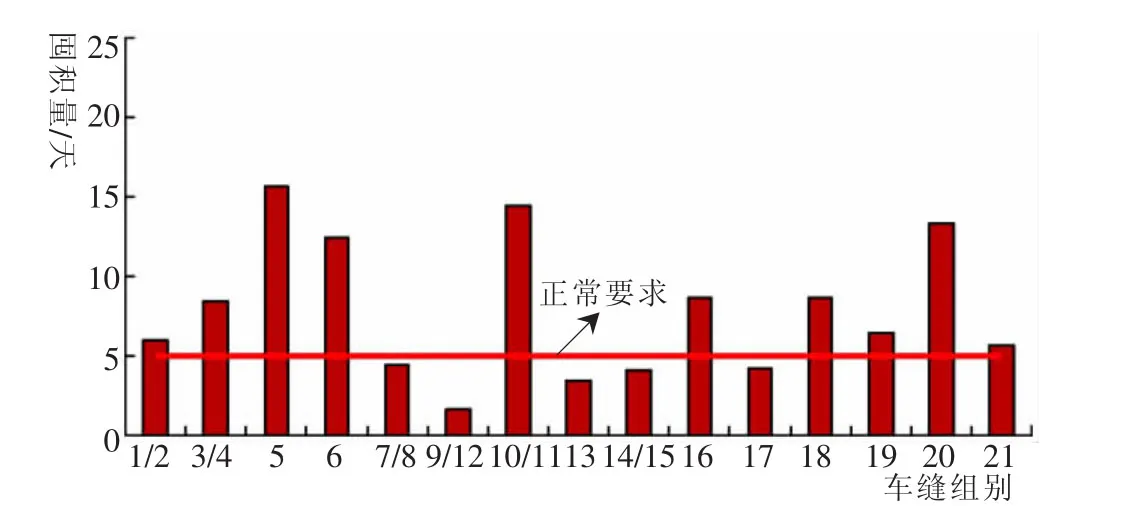
图1 车缝组别裁片WIP统计图
2)5S现场管理推进。5S现场管理包括整理、整顿、清扫、清洁、修养等5个方面的内容[3]。工欲善其事,必先利其器。好的环境会造就很多意想不到的成果。项目组针对5S现场管理进行了整改。首先,将包干责任区域分配到组到个人,在包干责任区确定好后,还需要建立检查机构,并且督促整改,整改依据各责任区域现场的实际情况,表2列举了几个常见的问题情况。对裁床实施5S现场管理之后,裁床现场整洁,搬运时间节省,工人心情改善,出错率减少,危险品控制有力,运作条理。效果见表3。
3)工序小组合并。原先工序为单件流,每个工人固定做一样工序,由上一工序转接到下一工序会产生时间浪费,现将几道工序合并由一位员工单独连续完成。因为是件薪工资,员工之间会形成良性竞争,有利于提高员工生产积极性。根据某制单进行测算分析,总订货量为36 000件,其中18 000件由裁床2组(共计10名工人)生产,测算出2组单独生产18 000件素色制单需要1 935小时,每人每天工作10小时,则2组生产需要19.35天,那么2组和6组(10名工人)分别生产9 000件需要9.675天。由于不同工序需要的人员不同,而修劈和分包的工序对小组产量的影响较大些。最初2组生产能够分配到这两项工序的员工有限,如若将2组、6组合并则有20人可供分配。修劈和分包能够分配到的员工增加,产量会有提高。通过案例假设,可以确定裁床组别拖布、裁剪最佳人员数量在12到23人,外加其余工序人员数量,最佳人员数量为20到21人。工序、组别合并后将该制单重新进行生产测算,得到合并组生产18 000素色制单需要1 835小时,合并组共20名工人,每人每天工作10小时,则合并组生产需要9.17天,那么和改善前相比较,生产周期缩短了0.5天即100小时。对于原先小组及工序匹配,生产所需时间缩短了5.16%。
4)U型生产流程。要有好的管理、好的生产,就必须对自己小组的生产区域有所了解。根据现场真实场景制作生产区域平面展示图,再依据生产区域安排和组内成员组织,进行流畅、科学的U型生产作业流程安排,绘制成流程图,见图2。
5)生产线平衡。对于小组生产效率来说,效率高低取决于最耗费工时的一个工序,在找到工序瓶颈后进行人员数据、工序数据、产量数据整合,找到生产平衡线。如图3,该生产平衡线为19.33 h。

表2 督促整改依据
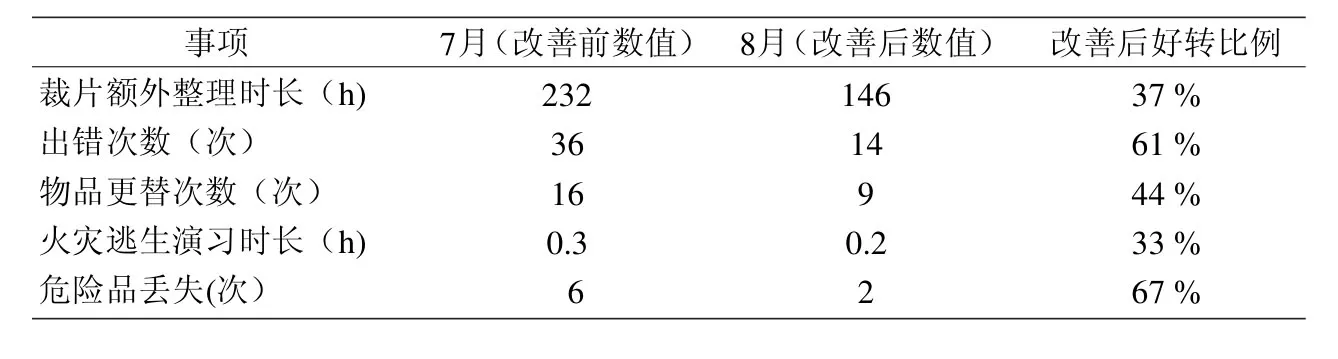
表3 5S改善前后比例对比
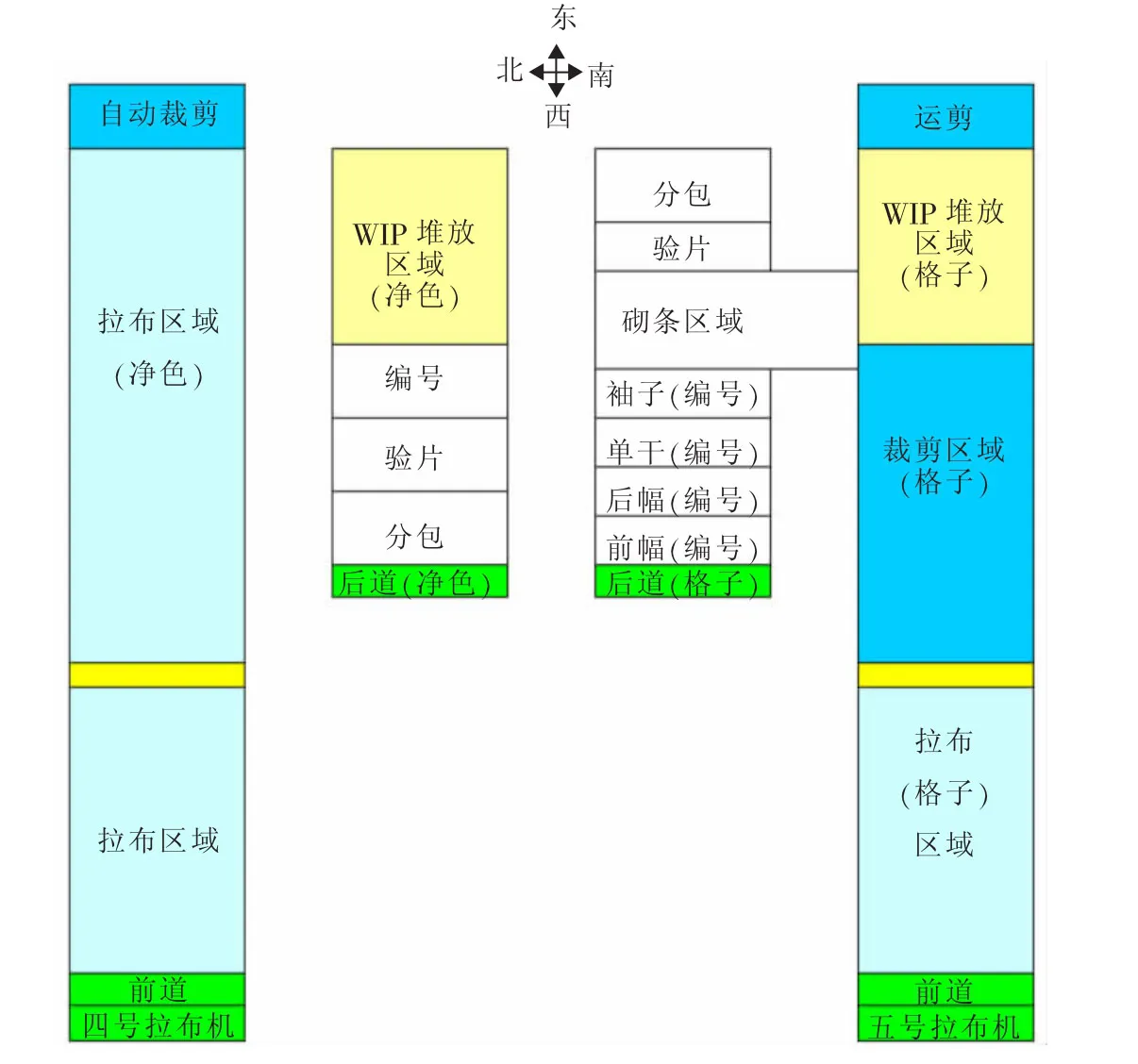
图2 生产区域安排(U型)
6)员工技能考核。统计员工标准工序时长,对员工进行技能考核,考核评定出多能工、全能工,并制作一份多技能员工培训规划表及其培训规划,激发员工学习工作动力。
7)展板提示。早会报告展板中的一部分数据。员工在生产过程中遇到问题,有改进意见可以在早会上提出来。组长需要对组员前一日产量告知讲解,问题总结。
产量跟进统计表,内容包括生产计划、工序产量跟进表、两小时单道工序产量、问题汇总分析。
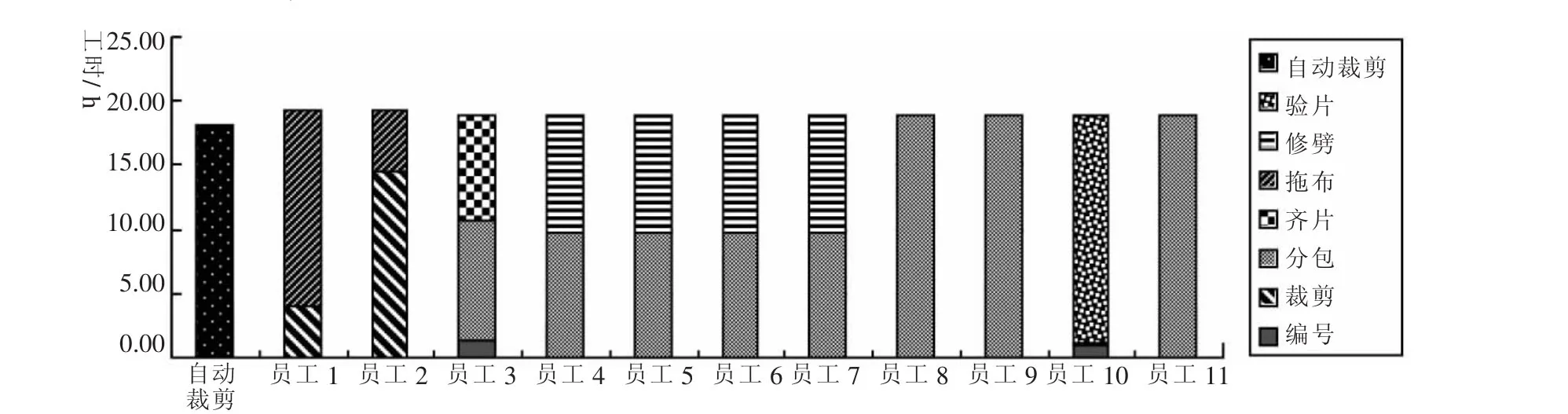
图3 生产线平衡堆积图
3 总结
生产现场管理运用了5S管理、生产线平衡、改善生产流程等手段,是对整个裁床生产过程的控制和改善,在很大程度上实现了裁床产能提升,并为其他部门的工作改进积累了经验,实施生产现场管理的效益得到了进一步肯定。
[1]李融雪,胡洛燕.生产现场管理理论的发展现状及其在服装企业的应用[J].山东纺织经济,2010(11):32-35.
[2]王晓辉,高丽华.现代企业管理概论[M].北京:北京大学出版社,2010:148.
[3]金鑫.高效管理的N种工具[M].上海:中国纺织出版社,2007:382.
(责任编辑:王晓燕)
Production Site Management and Cutting Productivity Improvement of Garment Enterprises——A Case Study on a Garment Enterprise
CHEN Wei-wei
(Jiangsu College of Engineering and Technology,Nantong 226007,China)
Causes which result in the low productivity of cutting workshop of garment enterprises are discussed,and the application of site management in cutting productivity improvement are then explored from the perspective of cutting phases of definition,measuring,analysis and implementation.
productivity improvement;production site management;data measurement;production line balancing
F407.863
A
1671-6191(2014)02-0077-04
2013-09-29
陈伟伟(1981-),女,江苏赣榆人,江苏工程职业技术学院服装学院讲师,研究方向为服装工程。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
矿山安全信息(2022年40期)2022-04-07
趣味(作文与阅读)(2021年9期)2022-01-19
当代水产(2021年10期)2021-12-05
今日农业(2020年20期)2020-11-26
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
聚氯乙烯(2018年9期)2018-02-18
米娜·女性大世界(2016年9期)2016-12-02
工程建设与设计(2016年1期)2016-02-27
