自动下管机电气控制线路技术改造
2014-02-10 07:01吴杰,马青,吴震
机电工程技术 2014年7期
吴 杰,马 青,吴 震
(江阴职业技术学院,江苏江阴 214405)
自动下管机电气控制线路技术改造
吴 杰,马 青,吴 震
(江阴职业技术学院,江苏江阴 214405)
自动下管机是江阴某公司的常用生产设备之一,由于意外原因烧毁,分析了自动下管机的结构及技术要求,采用经验设计法设计了自动下管机的电气控制原理图,进行了元器件的选型,设计了电气控制布局图并进行安装和调试,达到了改造设计的要求。
自动下管机;经验设计法;选型;改造
自动下管机是江阴某公司的常用生产设备之一,在企业配电间改造时,一台110 V供电的自动下管机错误接入220 V电源电压导致其控制箱着火烧毁,为了保证生产有序进行,所以迫切需要进行该台设备电气控制线路的改造。
(1)进线过程:压线气缸和进线离合器工作开始进线,当管料送到设定长度处的行程开关,压线气缸和进线离合器停止工作,进线过程停止;
1 自动下管机的技术要求
自动下管机设备整体构造图如图1所示,由压线气缸、切台气缸、料架气缸、送线电机、切割电机、进线离合器和计数器等装置构成并完成相应的控制动作,实现下管机自动下管切割等功能。
自动下管周期分为进线过程、切割过程和计数过程。启动系统电源和气源,将管料送入自动下管机送线端的套线管上,打开电源开关,自动下管工作过程如下:
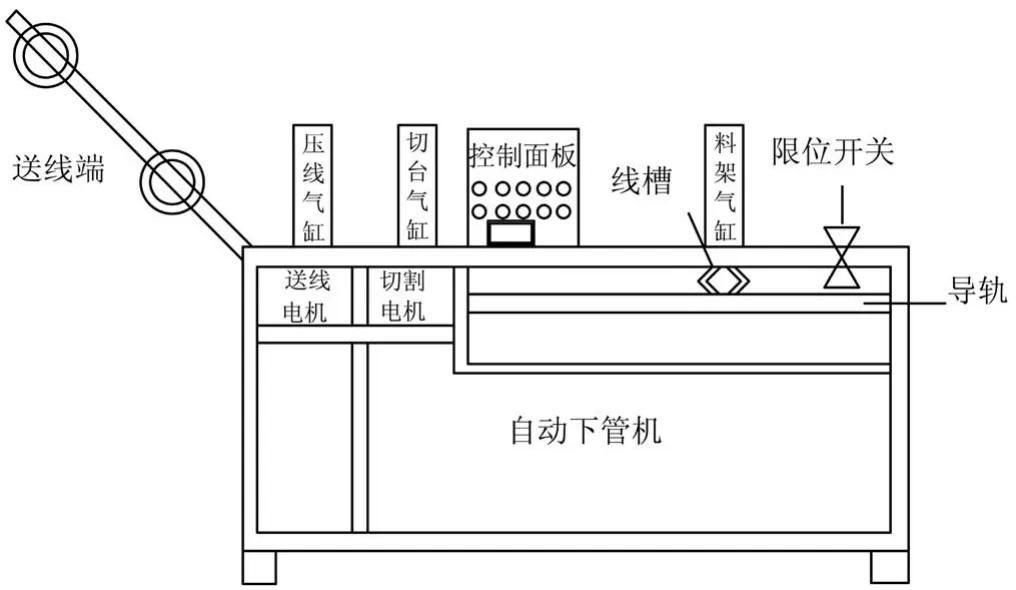
图1 自动下管机整体结构图
(2)切割过程:切台气缸动作,切割砂轮前进,进行切割,碰到行程控制开关,切割结束,切台返回;接着料架气缸工作,线槽打开,进行落料;
(3)计数过程:落管结束以后,计数器的计数脉冲端输入信号使计数值加一并显示。当计数器计数到达设定的数值时,计数停止,设备停止工作,计数器则需要手动清零;
(4)单步调试:送线电机、切割电机均可实现单步工作,进行单步调试。
2 电气控制系统的设计
通过分析设备电气技术指标,分析自动下管机的工作流程如图2,设计出自动下管机的电气控制原理图,在改造设计后满足原有设备的技术指标。
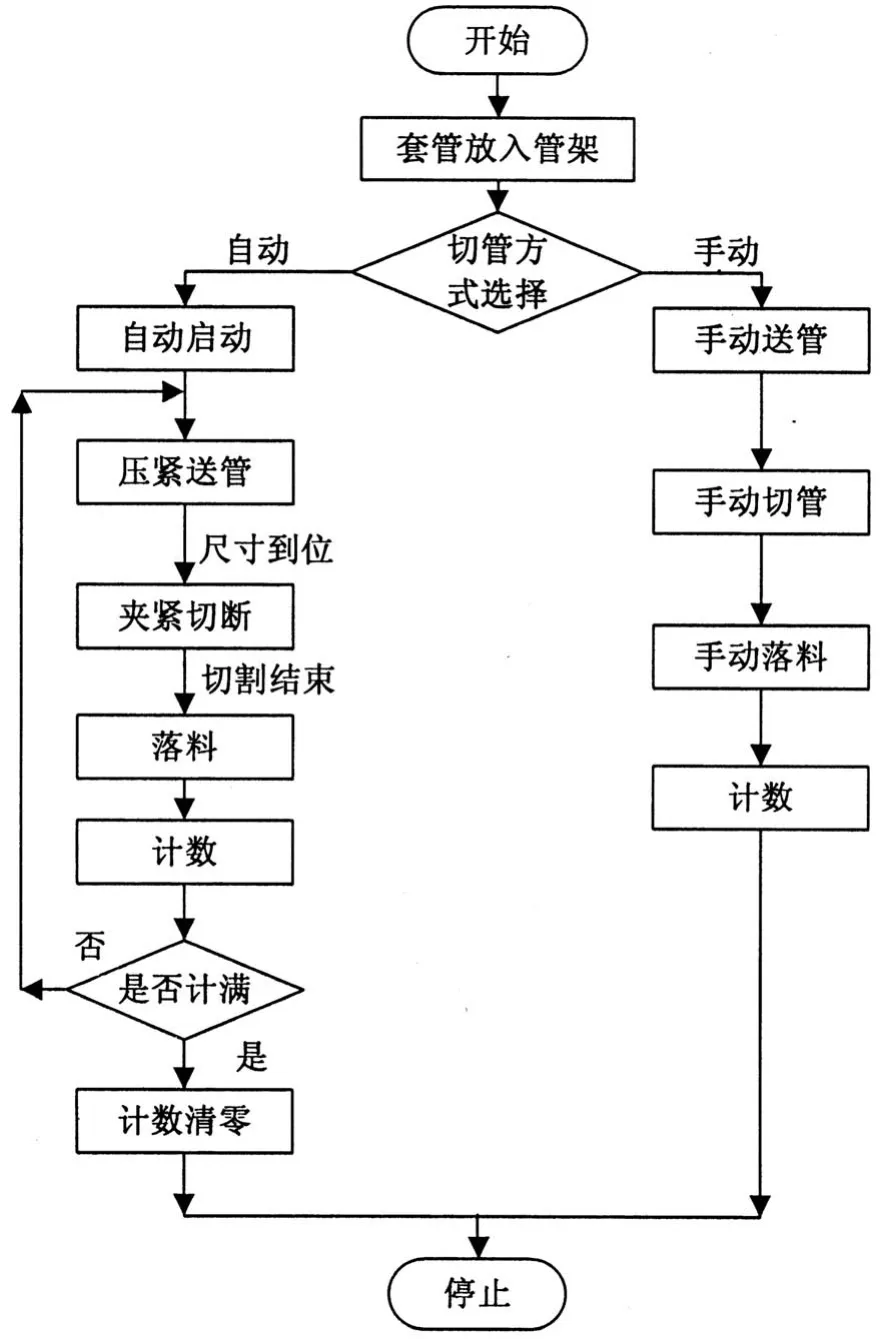
图2 自动下管机工作流程图
2.1 主电路的设计
主电路的设计在控制方式和保护环节方面要考虑以下几个方面的问题[1-4]:
(1)注意主电路的过载保护、熔断保护等保护元件的设置;
(2)变压器要满足二次侧的容量要求;
(3)主电路和控制电路应保持严格的对应关系。
自动下管机主电路原理图、主电路工作流程框图的设计,如图3所示。图3中M1为进线电机、M2为切割电机。控制电路的电源由控制变压器提供。变压器的220 V交流电压提供给控制电路;变压器的24 V的交流电压经过整流桥控制设备的进线离合器。

图3 自动下管机主电路原理图
2.2 控制电路的设计
控制电路采用经验设计法,经验设计法要根据系统的控制要求,首先设计独立环节的控制回路,然后根据各个环节动作的顺序关系进一步确定控制电路的完整性,最后通过调试验证电气控制动作的准确性,控制原理如图4。
控制电路的设计应注意以下几个方面的问题[3]:
(1)在满足电路功能安全可靠的情况下,尽可能简化电路,便于使用和维修;
(2)正确的连接电路中继电器的线圈,线圈不能串联使用;
(3)根据实际情况及工作过程合理安排原理图中元件位置;
(4)尽量减少电器不必要的通电时间;
(5)在控制电路中必须设计必要的保护环节。
图4中,控制电路的工作过程分为手动切管和自动切管状态。所以两个部分的动作要求都要考虑,在两个状态的转换之间还要设计必要的互锁环节。电路的具体控制过程分析有自动控制和手动控制。

图4 自动下管机控制电路原理图
手动控制过程:SA1(电源开关)打开,SA2档位选择手动状态,如图4所示,分别按下SB3-SB7控制开关,对自动下管机送管、切管和落管等单步功能进行调试。
自动控制过程:SA1(电源开关)打开,SA2档位选择自动状态,按下SB2(自动启动)。
(1)启动电机。K1继电器得失电情况,决定了进线电机的接触器KM1、切割电机的接触器KM2得失电情况。SB2=“1”,K1线圈控制逻辑关系如式(1)所示。

K1的点动作,KM1、KM2主触头闭合,进线电机M1和切割电机M2电机工作。
(2)进线过程。YA1电磁阀线圈控制压线气缸工作,K2控制进线离合器工作,两个线圈完成进线过程。SB2=“1”,YA1和K2线圈控制逻辑关系为如式(2)和式(3)所示。
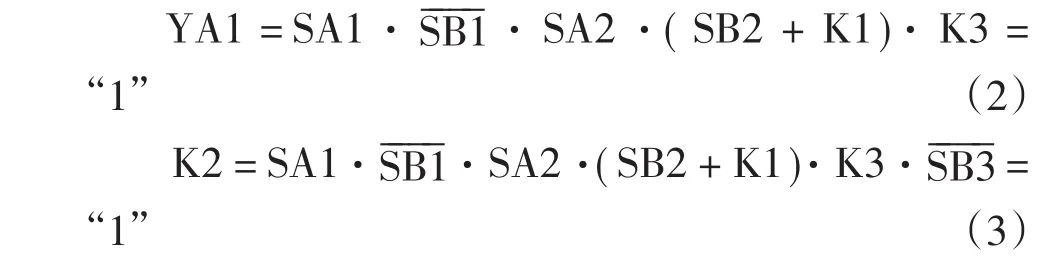
YA1和K2线圈得电,开始进行自动送线过程。
(3)切割过程。K3是控制进线结束的继电器,K4为控制切台气缸YA2动作的继电器。送线到位行程开关SQ1被压动,SQ1=“1”,K3和K4线圈控制逻辑关系为式(4)和式(5)所示。
K3得电,K3=“0”,进线停止。K4得电,切台气缸YA2工作,YA2=“1”,切线砂轮前进,开始进行切管。
(4)落料过程。K5是控制切管结束的继电器,K6为控制料架气缸YA3动作的继电器。切管结束行程开关SQ2被压动,SQ2=“1”,K5线圈控制逻辑关系为式(6)所示。

K5得电时,时间继电器KT1得电,KT1是控制切割结束到开始落料这段时间的时间继电器。KT1=“1”,K6和KT2线圈同时得电。K6得电,YA3=“1”,料架气缸工作,开始落料。KT2是控制开始落料到计数器开始计数这段时间的时间继电器。
(5)计数过程。当KT2延时时间到,KT2=“1”,K7线圈得电,所以K7=“1”,计数器的1端和3端有计数脉冲输入。计数器的计数值加一。K7得电同时KT3得电,延时时间到,=“0”,使KT1、KT2和KT3同时断电。一个计数周期结束。电路进入下一个下管过程。
(6)计数计满。计数器计数到达指定值,计数器常开触头闭合,K8得电,K8=“0”,如式(1)逻辑关系所示。K1线圈失电,K1=“0”。进线电机和切线电机停止工作,计数器清零。
Automatic Tube Machine Technical Transformation of the Electrical Control Circuit
WU Jie,MA Qing,WU Zhen
(Jiangyin Polytechnic College,Jiangyin214405,China)
Automatic tube machine is one of the common production equipments,because accident reason is burned,analyzing structure and technical requirement of automatic tube machine,using empirical design method to design the automatic electrical control schematics tube machine,the selection of components,design of electrical control layout and installation and commissioning,reached the design requirements.
automatic tube machine;experience design method;selection;reform
TP29
A
1009-9492(2014)07-0123-03
10.3969/j.issn.1009-9492.2014.07.036
2014-01-24
猜你喜欢
煤气与热力(2022年2期)2022-03-09
装备制造技术(2021年1期)2021-05-21
汽车维护与修理(2019年3期)2019-08-08
模具制造(2019年4期)2019-06-24
汽车维护与修理(2018年5期)2018-09-29
汽车维护与修理(2018年23期)2018-07-03
汽车维护与修理(2017年5期)2017-11-17
科技创新导报(2016年9期)2016-05-14
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10
河南科技(2014年10期)2014-02-27