带式输送机跑偏的原因与解析
2014-04-06 11:57冀磊
山东工业技术 2014年17期
冀 磊
(内蒙古乌海市乌海能源公司平沟选煤厂,内蒙古 乌海 016000)
带式输送机跑偏的原因与解析
冀 磊
(内蒙古乌海市乌海能源公司平沟选煤厂,内蒙古 乌海 016000)
根据制造、安装经验及实践,利用带式输送机原理及力学原理对带式输送机输送带跑偏故障进行了分析,并提出了相应的处理方法。
带式输送机;输送带跑;偏原因分析
带式输送机又称胶带输送机,广泛应用在煤炭、冶金、建材、电力、化工、轻工、粮食等行业和部门。输送带的跑偏是带式输送机日常工作中出现频率最多的故障,也是带式输送机在调试安装过程中主要问题。及时有效的调整解决好输送带的跑偏问题是带式输送机急需解决的问题。实际工作当中带式输送机的输送带跑偏原因各种各样,需要我们分析原因采取相应的处理方法,快速有效解决问题。
1 产生故障的原因分析与处理
1.1 带式输送机托辊中心线与输送机中心线的安装偏差大
1.1.1 原因分析
托辊是带式输送机的重要部件,它的作用在于支撑输送带和货物重量。托辊承受了货物运输过程中70%以上的阻力,它是带式输送机成本较高、更换最为频繁的零部件。托辊的安装调试在带式输送机的安装调试过程中是最为重要的工作内容。托辊虽然是带式输送机的一个零件,但是它数量多,如果安装时不能让每一个托辊的中心线都与输送机的中心线都垂直,出现托辊中心线与带式输送机中心线的垂直度偏差较大的问题,那么,导致输送点在承载段跑偏,见图1。在带式输送机工作是输送带给托辊一个向前的牵引力F,如果托辊中心线与带式输送机中心线不垂直,牵引力F就会分解为转动的分力F1和横向分力F2。托辊固定在支架上,无法轴向窜动,会产生一个反向作用力F3,F3使输送带向反方向用力,致使输送带跑偏。通过分析托辊安装中中心线与带式输送机中心线不垂直时的力学情况,我们找到了带式输送机跑偏的原因。具体的调整方法:解决托辊安装时中心线与带式输送机中心线不垂直的问题。

图1 托辊中心线与带式输送机中心线安装不垂直的力学分析(F=F1+F2,F2=-F3)
1.1.2 解决方法
(1)生产环节的解决方法。生产加工带式输送机托辊架的过程中,在托辊架地角板两侧的安装孔都被加工成长孔,以方便安装时调整位置。进行托辊安装时,确保每个托辊的中心线与输送机的中心线垂直。具体调整方法如下见图2。输送带向那边偏,托辊的那边就向输送带前方前移,或者向另一边后移。在实际工作中,几乎没有可能让每一个托辊的中心线与输送机中心线垂直,因此出现了两组托辊向向受力,但输送带并未出现向一侧偏的情况。见图3 这种情况虽然不会出现输送带向一侧偏的情况,但是减少托辊和输送带的使用寿命,增加阻力、能耗。
(2)专门安装调心托辊。调心托辊有许多种,像中间转轴式、四连杆式、立辊式等。目前各种调心托辊都有不同的工作原理,但是力学原理是一致的,即使托辊倾斜运转,带式输送机输送带工作时,产生的牵引力Fy分解为横向推力Ft,Ft推动输送带自动回位,起到调整跑偏的作用。具体受力情况见图4。在现实生活中,这种方法广泛应用在了各种类型的带式输送机上。它可有效的解决输送带的跑遍问题,但是这种办法会产生一定的阻力,增加托辊和输送带的损耗。
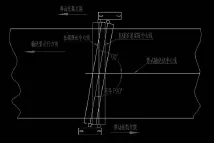
图2 托辊中心线与带式输送机中心线不垂直的调整方法
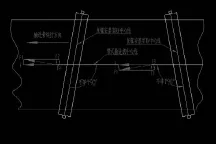
图3 各组托辊相向受力的平衡状态(F3=-f3,F4=-f4, F2=f2 ,F1=f1)

图4 调心托辊调整跑偏的力学分析图(Fh=fy+ft,fh、Ft方向与输送带跑偏方向相反)
1.2 滚筒轴线与输送机中心线二者不垂直
1.2.1 原因分析
由于输送机机头传动滚筒、输送机机尾改向滚筒、中部导向滚筒的轴线与输送机中心线不垂直,输送带在机头、机尾和中部就会出现跑偏的情况。一旦滚筒出现倾斜时,滚筒两侧的输送带松紧程度不一样,以至于所受牵引力F不一样,输送带上出现一个递减方向的移动力Fy,移动力Fy使输送带向松的一侧跑偏,见图5。
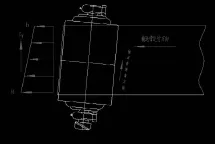
图5 滚筒各处跑偏的力学原因分析(Fd >Fx,Fy= Fd-Fx)
1.2.2 解决方法
(1)机头传动滚筒跑偏调整方法见图6,在滚筒的右侧跑偏,将右侧的轴承底座往前移动或者将左侧轴承底座往后移动;在滚筒的左侧跑偏,就需要将左侧的轴承底座往前移动或者是将右侧轴承底座往后移动。目前,带式输送机的机头传动滚筒的支架上都有调整定位用的螺栓,只要调整螺栓就可以移动瓦座位置。

图6 机头传动滚筒跑偏调整方法
(2)对于机尾改向及中部导向滚筒的跑偏调整,就是在制作加工的过程中将滚筒瓦座的安装孔加工成长孔,并且在固定架安装位置的两侧制作加工调整螺栓。但需要注意的是在实际工作中,调整方法与机头传动滚筒相反。要熟练掌握好调整技术还需要在工作中反复调整,不断摸索。
1.3 滚筒外圆椭圆误差
1.3.1 原因分析
目前带式输送机的滚筒外圆依据加工方式的不同可以分为两类,一类是外圆拱型(见图7),这类滚筒作用原理是滚筒直径略大于边缘直径,带式输送机输送带运行过程中,中间的一个张紧力(F2)大于边缘的张紧力(F1、F3),这个张紧力能够起到自动回位、防跑偏的作用。但实际应用中,外圆拱型滚筒在加工时往往会出现左右不绝对对称的情况,这样就导致输送带工作时左右张紧力不一致(F2≠F3),出现输送带跑偏,因此实际工作中应用少。另一类是外圆平直型(见图8),这类滚筒相对于外圆拱型滚筒来说,便于加工,当然也会因为外表面加工误差出现跑偏,但是加工误差可以得到有效控制,影响不大。在实际工作中常见的跑偏原因是由于滚筒外表面粘货物或是磨损不均引起的。(见图9)输送带的牵引力F产生一个向直径大的一侧移动的分力Ft,这个分力Ft使输送带偏移。

图7 珙型滚筒示意图(F2>F1、F3)
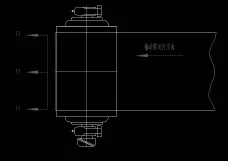
图8 平直型滚筒的示意图(F2=F1=F3)
1.3.2 解决方法
(1)由于平直型滚筒外表面加工误差原因引起的输送带跑偏,是质量方面的问题,必须更换滚筒。
(2)滚筒表面粘连货物引起的输送带跑偏,需要及时将货物清理干净,同时增加清扫装置,确保滚筒表面不在粘连货物。
(3)带式输送机在使用时滚筒表面磨损不均引起的输送带跑偏,需要及时更换滚筒,从节约成本费用考虑,可以将换下来的旧滚筒检修改造,通过更换滚皮、重新包胶的处理后再次使用。
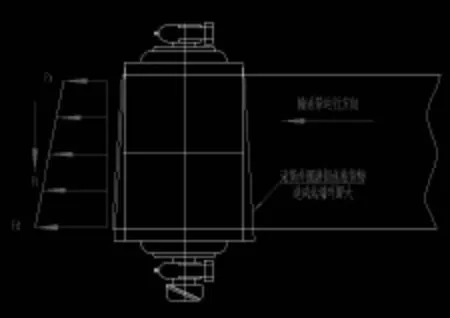
图9 输送带在平直型滚筒处跑偏的力学分析(Fd>Fx,Ft= Fd-Fx)
1.4 落料位置不正确
1.4.1 原因分析
工作中许多带式输送机安装位置不十分理想,导致带式输送机落料点落料位置不是理论上应该落入的带式输送机输送带的中心,尤其是当两条带式输送机首尾相接运行时,当水平面的投影成90°时产生的危害是最大的。这个时候我们就要考虑首尾相连的两条带式输送机的转载点处的相对高度。实践证明两条输送机的相对高度越低,货物水平速度的分量就会越大,对下一个带式输送机输送带的冲击力Fy就越大,货物不能居中输送,输送带上的货物堆积不均匀,冲击力Fy的水平分力Ft最终导致输送带跑偏,见图10。如果货物在输送带右边的多,则输送带向左跑偏,反之也是如此。

图10 落料点不正的受力情况
1.4.2 解决方法
(1)最大程度的增加货物落料位置与下面带式输送机相对高度。有时可能空间有限,但也要尽最大可能让实际落料点与带式输送机中心线对齐。
(2)选择漏斗、导料槽等附件的尺寸要充分考虑货物运行动能。通常的情况下,导料槽宽度一般是输送带带宽的三分之二或五分之三。
(3)如果上面两种方法仍然无法解决好跑偏问题,我们就要在漏斗上面安装反料板,具体的安装位置和规格,要视具体的情况而定。需要在工作中具体调整确定,这是一种经验做法,但很有效,应用很广。
1.5 输送带左右张紧力不统一
1.5.1 原因分析
(1)输送带质量有问题。有的输送带标注的长度一样,但左右两边的边长不一样。输送带在工作运行的时候,左右两边的张紧力不一样,导致输送带的跑偏。这种情况下,输送带整体上会向一侧跑偏并且左右摆动。
(2) 输送带老化问题。带式输送机的输送带使用一段时间后会出现老化变形、边缘磨损的情况,这时左右两边的边长也会不一样。输送带工作运行时,左右两边的张紧力不相等,输送带会出现跑偏。这种情况的跑遍与输送带质量问题出现的跑偏是一样的。
(3)输送带安装不到位出现的问题。在输送带安装过程中,输送带的接头不正,导致左右两边的边长不相同,输送带工作时,左右张紧力不一样,输送带同样也会跑偏。这种情况下输送带的整体会向一侧跑偏,最严重的地方在接头不正的地方。
1.5.2 解决的方法
带式输送机的输送带本身质量问题、输送带老化以及输送带安装不到位等出现的两边长度不同出现的跑偏解决的方法是在接头两侧各剪去5米,再选取相应长度的一段同类的输送带更换。对于老化变形严重的输送带应当直接更换。
1.6 输送带预紧力不足
1.6.1 原因分析
带式输送机的的运转原理是依靠输送带与主传动滚筒摩擦传动,预紧力不足,输送带就会打滑,而且还会跑偏。带式输送机的托辊组之间是有空隙的。如果预紧力不够,带式输送机在运送货物时,托辊组之间空隙会因为输送带上物料重量和自身的重量下沉并左右摇摆。当输送带无载荷或承载较轻的货物时是不会跑偏,当载荷重量大时才会跑偏。目前的带式输送机一般都会有拉紧装置。拉紧装置可以起到保证输送带足够预紧力的作用。
1.6.2 解决方法
(1)增加配重。对于采用了重锤拉紧装置的带式输送机,可以通过添加配重解决跑偏的问题,但是需要注意的是不能添加过多的配重,因为配重过大,输送带承受拉力过大,增加输送带的磨损,缩短使用寿命。
(2)调整拉紧的程度。可以通过螺旋拉紧或液压拉紧来调整拉紧程度来增加拉紧力。有时通过调整拉紧程度已经不能很好解决问题了,且输送带已经变形严重,这时就需要更换输送带来彻底解决。
2 注意事项
在实际工作中,带式输送机的跑偏是一种非常普遍的问题。这个问题不仅在新输送机安装的时候出现,而且在带式输送机的日常工作中经常出现。输送机的跑偏是带式输送机经常出现的一种顽疾。如何及时的解决这个顽疾对于提高工作效率是十分重要的。在调整中我们要注意做好:(1)要仔细观察分析带式输送机传动方向与输送带跑偏趋势的关系,分清原因后再调整。(2)新安装带式输送机的重点工作是做好托辊安装。托辊是输送机上数量最多的零部件,也是实际应用中最容易出现问题的零部件。(3)正常使用的输送机重点要做好驱动滚筒、改向滚筒的位置调整。同时还要做好货物落料位置的调整。(4)在更换输送带时,要注意输送带的接头,尽量做到输送带断面长度方向上受力均匀,输送带两侧的受力相同。
3 结语
带式输送机被广泛应用于各行各业,已经成为生产生活中最为重要的货物运输设备。带式输送机的安装、保养维修工作总量非常大,输送带跑偏在其中占了非常大的比例,是日常工作中出现最多的问题。我们试图通过简要分析带式输送机输送带的跑偏原因,提出了切实可行的调整方法,以期对实际工作有所帮助。对于在带式输送机的加工、安装和维修过程中出现问题的剖析,可以减少在日常工作中的无用功,可以有效的解决问题,提高设备的工作效率。
冀磊(1982-),男,山西原平人,大专,助理工程师。研究方向:机电一体化研究。
猜你喜欢
中国金属通报(2022年1期)2022-11-22
科海故事博览·下旬刊(2022年4期)2022-05-07
钢管(2021年1期)2021-04-26
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年5期)2020-12-14
世界有色金属(2020年12期)2020-12-08
新商务周刊(2019年19期)2019-12-22
科技创新导报(2019年16期)2019-11-13
建材发展导向(2019年11期)2019-08-24
科技视界(2017年18期)2017-11-16